

- 1.15 MB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
独创性声明本人声明所呈交的学位论文是本人在导师指导下进行的研究工作和取得的研究成果,除了文中特别加以标注和致谢之处外,论文中不包含其他人已经发表或撰写过的研究成果,也不包含为获得天津大学或其他教育机构的学位或证书而使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示了谢意。学位论文作者签名:签字日期:年月日学位论文版权使用授权书本学位论文作者完全了解天津大学有关保留、使用学位论文的规定。特授权天津大学可以将学位论文的全部或部分内容编入有关数据库进行检索,并采用影印、缩印或扫描等复制手段保存、汇编以供查阅和借阅。同意学校向国家有关部门或机构送交论文的复印件和磁盘。(保密的学位论文在解密后适用本授权说明)学位论文作者签名:导师签名:签字日期:年月日签字日期:年月日n中文摘要酒精工业是国民经济重要的基础原料产业,广泛应用于化工、食品工业、日化、医药卫生等领域。我国酒精生产的原料主要是玉米、薯干等淀粉质原料。酒精糟的污染是食品与发酵工业最严重的污染源之一。酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。酒精糟虽然无毒,但是污染负荷高,呈酸性。采用先进行固液分离,滤渣生产DDG,滤液部分回用酒精生产,部分经厌氧+好氧+深度处理的工序。该方法COD去除率可达到99%以上。经多年的研究实践,已证明是一种切实可行的高效能的处理方法,得到国内外普遍的承认和应用。我国现行的酒精废醪治理工程中绝大多数采用了此工艺。本文结合作者在某酒精企业的生产实践经历,论述了采用板框过滤+厌氧UASB+好氧CASS工艺+MBR深度处理的工艺处理高浓度酒精废水,并充分利用废水处理的副产物增加经济效益的实践经验。处理工艺首先对糟液进行沉淀,沉淀下来的浓糟用往复泵打入板框进行强制挤压,压力达到5公斤,挤出清液并将SS留在滤布中,最终形成含水65%左右的粗蛋白饲料,沥下的黄色不透明液体,COD降到30000mg/L左右。以上流式厌氧污泥反应器(UASB)为代表的厌氧反应器效率较高,反应器中污泥浓度高达100—150g/L,去除效率可达90%~95%。COD去除率95%以上。有机负荷一直在6.0kgCOD/m³·d左右,发酵回流量维持在1/3,保持菌数稳定,运行平稳。CASS工艺处理温度定在30℃,pH值定在7.0,溶解氧DO定在2.5mg/L,进水COD控制在800~1800mg/L的范围,出水效果很好,COD稳定在50mg/L左右。采用MBR中空纤维膜制取一部分中水作为回到系统的冷却用水,抽取的回用水清澈透明,感官和指标都非常好,悬浮物和浊度接近零,减少了地下水的开采。厌氧段每天接纳COD总量约为90000公斤,日产沼气4万方,用于沼气发电,日可发电约5万度,相应降低污水处理费用。n在确定了以上参数后,经过长时间的运行,处理效果良好,COD去除率达到99%以上,运行稳定。关键词:酒精废水;板框过滤;升流式厌氧污泥床;周期活性污泥法;沼气发电nABSTRACTThealcoholindustryisthenationaleconomyimportantbasicrawmaterials
industry,widelyusedinchemicalindustry,foodindustry,cosmetic,medicaland
healthfields.AlcoholproductioninChinaisthemainrawmaterialsuchascorn,
potatostarchmaterials.Alcoholcontaminationinfoodandfermentationindustryone
ofthemostseriouspolluters.Thealcoholindustrypollutiontothewaterpollutionisthemostserious,
productionprocesswastewatermainlyfromthedistillationoffermentedfromalcohol
productionequipment,washingwater,washingwater,andcooking,saccharification,
fermentation,distillationprocesscoolingwater.Alcoholwastewaterishigh
concentration,hightemperature,highsuspensionoforganicwastewater,treatment
technologystartsearlier,developmentisrapidder.Alcoholalthoughnon-toxic,butthepollutionloadishigh,acid.Thesolid-liquid
separation,filterresiduetoproduceDDG,filtratesomereuseinalcoholproduction,in
partbyAnaerobic+aerobiotic+depthtreatmentprocess.ThemethodofCOD
removalratecanreach99%ormore.Afteryearsofresearchandpractice,hasbeen
showntobeafeasibleeffectiveprocessingmethod,obtainedthedomesticandforeign
generalrecognitionandapplication.China'scurrentAlcoholicWastewaterTreatment
Projectinthevastmajorityofadoptedthistechnology.Inthispaper,thealcoholproductionpracticeexperience,discussestheuseofplate
andframefilter+anaerobicaerobicprocessforUASB+CASS+MBRadvanced
treatmentprocessfortreatmentofalcoholwastewaterwithhighconcentration,and
makefulluseofwastewatertreatmentofby-productstoincreasethepractice
experienceofeconomicbenefits.Treatmenttechnologyofwasteliquidfirstsettling,settlingdownstrongbad
reciprocatingpumpintotheframeforforcedextrusion,pressuretoachieve5
kilograms,extrudingliquidandSSincloth,eventuallyformingwatercontentabout
65%crudeproteinfeed,LekundertheYellowopaqueliquid,downtoapproximately
30000COD.Overflowtypeanaerobicsludgereactor(UASB)astherepresentativeofthe
anaerobicreactorwithhighefficiency,thesludgeinconcentrationsofupto100-150ng/L,theremovalefficiencycanreach80%~95%.Volatileacid(VFA)islessthan800mg/L,CODremovalrateisabove95%.Organicloadhasbeeninthe6.0kgCOD/m³around.D,fermentationbackflowismaintainedinthe1/3,keepthenumberofbacteriaisstable,stableoperation.CASSprocessfortreatmentoftemperatureat30degreesC,thepHvaluewassetat7DO2.5mg/L,dissolvedoxygeninthewater,theCODcontrolintherangeof800~1800,theeffluenteffectisverygood,CODstabilizedatabout50mg/L.Usinghollowfibermembraneextractionpartwaterascoolingwaterreturnsystem,extractionofreusewatercleartransparent,sensoryandindexesareverygood,suspendedsolidsandturbidityofclosetozero,reducingtheexploitationofgroundwater.TheanaerobicsectionofdayofadmissionCODgrossis90000kilogramsabout,Nissanbiogas40000party,forbiogaspowergeneration,onthepowergenerationofabout50000degrees,correspondingtolowerthecostofsewagetreatment.Indeterminingtheaboveparameters,afteralongtimeofoperation,goodtreatmenteffect,theCODremovalratereachedover99%,stableoperation.KEYWORDS:alcoholwastewater,plateandframefilter,up-flowanaerobicsludgebed/blanket,cyclicactivatedsludgesystem,biogaspowergenerationn目录目录第一章绪论................................................................................................................1
1.1酒精的用途...................................................................................................1
1.1.1燃料酒精............................................................................................1
1.1.2调制蒸馏酒........................................................................................1
1.1.3医药化工等方面的应用....................................................................2
1.2国内外酒精行业发展现状...........................................................................2
1.2.1国外酒精行业发展情况....................................................................2
1.2.2我国酒精生产情况............................................................................3
1.3酒精行业的污染情况...................................................................................3
1.3.1污染指标............................................................................................3
1.3.2废液达标要求....................................................................................4
1.4酒精污染的治理工艺...................................................................................4
1.4.1初期废液制取饲料酵母....................................................................5
1.4.2酒糟滤液回用生产............................................................................5
1.4.3物理化学法处理废液........................................................................5
1.4.4综合处理发展循环经济....................................................................5
1.5酒精生产单位情况.......................................................................................6
1.6本章小结.......................................................................................................6
第二章企业酒精废水处理进程的发展....................................................................7
2.1板框过滤.......................................................................................................7
2.2AF工艺的实践............................................................................................7
2.3UASB工艺的实践.......................................................................................7
2.4UASB工艺+活性污泥法.............................................................................8
2.5板框过滤+厌氧工艺+CASS工艺...............................................................8
2.5.1板框过滤..........................................................................................10
2.5.2厌氧工艺..........................................................................................10
2.5.3CASS工艺.......................................................................................10
2.5.4形成循环经济产业链......................................................................10
2.6本章小结.....................................................................................................11
第三章处理酒精废水工艺的操作实践..................................................................12
3.1板框过滤.....................................................................................................12in目录3.2厌氧反应器的运行.....................................................................................13
3.2.1几种厌氧反应器..............................................................................13
3.2.2厌氧反应器的运行参数测定..........................................................16
3.2.3污泥驯化培养..................................................................................17
3.3CASS工艺的选定......................................................................................18
3.3.1活性污泥法......................................................................................18
3.3.2SBR法.............................................................................................19
3.4CASS工艺原理及工艺确定......................................................................20
3.4.1CASS工艺原理...............................................................................20
3.4.2CASS工艺特点...............................................................................21
3.5CASS反应器的运行..................................................................................22
3.5.1CASS工艺设计...............................................................................22
3.5.2CASS工艺操做参数的确定...........................................................23
3.6沼气发电的设计运行.................................................................................27
3.6.1沼气生成量的测算..........................................................................27
3.6.2沼气利用方案及工艺设计..............................................................28
3.7废水深度处理.............................................................................................35
3.8主要设备明细.............................................................................................36
3.9本章小结.....................................................................................................37
第四章处理酒精废水中的循环经济......................................................................38
4.1循环经济指标.............................................................................................38
4.2资源综合利用生产方式形成.....................................................................39
4.3中水和能源的循环利用.............................................................................40
4.3.1工艺创新,实现闭路水循环..........................................................40
4.3.2废水热源梯级利用..........................................................................41
4.4废水处理循环利用的经济效益.................................................................42
4.5本章小结.....................................................................................................42
第五章结论及建议..................................................................................................43
5.1结论.............................................................................................................43
5.2建议.............................................................................................................43
参考文献......................................................................................................................45
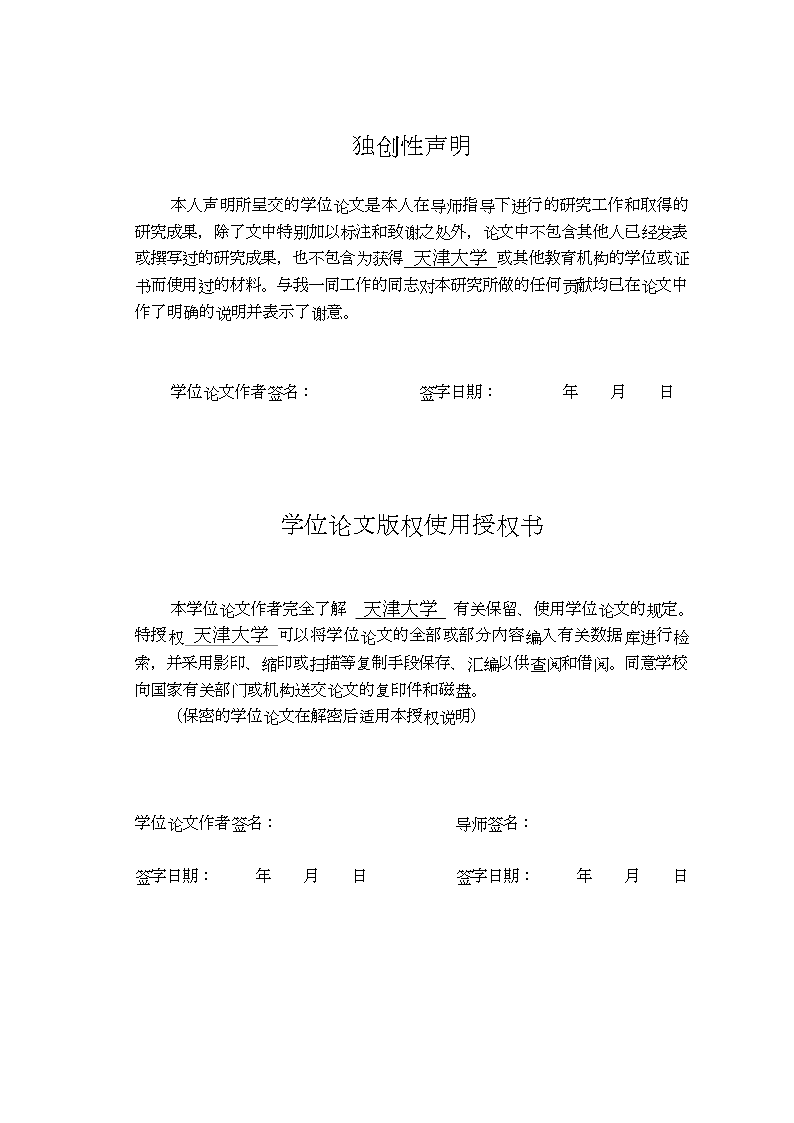
致谢..............................................................................................................................48iin第一章绪论第一章绪论6.0酒精的用途酒精的用途十分广泛,渗透到国民经济的各个行业部门,与人们的生活息息相关。按照需求量多少可分为三个方面:用量最大的燃料酒精;调制酒精饮料用的食用酒精;化工医药用酒精。1.1.1燃料酒精酒精是一种新能源,其优势在于发酵酒精属于可再生能源,随着粮食作物产量的提高,对以玉米为代表的新能源植物的利用已经进入良性循环状态,即用作饲料的玉米,先发酵制备酒精,其副产品再加工成高蛋白饲料,作为为养猪、马、牛、鸡等的优质饲料,经济效益与社会效益都十分明显。目前研发广泛并获工业应用的主要是淀粉类燃料酒精生产工艺,在燃料酒精的生产过程中,原料成本占生产成本的70%~80%,因使用淀粉类原料存在与人争粮的问题,因此探索农林废弃物,工业下脚料等原料的燃料酒精生产工艺备受研究者的广泛关注。KimTH[1]等利用氨水浸泡预处理大麦秸秆生产燃料酒精,水解了原料中66%的木质素67%的木聚糖和所有的葡聚糖TangYQ等[2]利用酵母菌KF7发酵厨房垃圾生产燃料酒精产率为30.9g/kg垃圾还有利用苹果渣、柑橘皮渣、废弃烟草叶、玉米秸秆生产酒精均取得较好效果[3-7]。我国现在是石油净进口国,解决好燃料酒精问题是重要国策之一,如果酒精代替大约20%的汽油,我国的酒精年产量将达到1200万吨以上,这对解决国家能源安全、顺畅更新陈化粮和建设优质饲料工程将起到重要作用。乙醇不仅是一种优良燃料,他还作为一种优良的燃油品质改善剂被广泛使用,其优良特性表现为:乙醇是燃油的增氧剂,使燃油增加内氧,燃烧充分,达到节能和环保的目的;乙醇具有很好的抗爆性能,调和辛烷值一般在120以上,可有效提高汽油的抗爆指数,乙醇还可以有效的降低芳烃、烯烃的含量,降低炼油厂的改造费用,达到新汽油的标准。1.1.2调制蒸馏酒我国的传统白酒生产为固体发酵,产脂量高;而国外为液体发酵,产醇量高。1n第一章绪论由于千百年来工艺的延续,培养出消费者的爱好也不尽相同。但合理的利用酒精是提高白酒质量而不是降低质量。充分利用优质酒精提高白酒质量主要体现在以下两个方面:一是降低邪杂味,白酒固体发酵需要填充大量稻壳等物质,又由于是开放式生产,容易侵入大量杂菌,使酒中带有不同程度的邪杂味,适量调配优质酒精,借以冲淡杂质,使酒味纯正,香味突出。二是降低浑浊度,勾兑酒精酒体纯净,既安全又卫生,并且透明度高,冷冻、加冰、加水不浑浊。6.0医药化工等方面的应用酒精燃烧时呈淡蓝色的无烟火焰,并释放大量的热量,利用这一点,做酒精灯、酒精喷灯等,属绿色燃料。高浓度的酒精吸水性很强,是供细胞生物学试验和研究使用的优良的固定剂和脱水剂。70%的酒精是对微生物菌体蛋白作用最强的凝固变性剂,是理想的消毒、防腐、灭菌剂;与碘制成碘酊,是外伤、手术常用的抑制有害物质微生物繁殖的消毒剂。酒精是生化制药中提纯酶制剂、DNA、RNA的有效沉淀剂。酒精可做优良的防冻、降温介质。酒精在化学工业上还是生产乙醛、乙二醇、乙醚、聚乙烯、乙酸、合成橡胶、氯仿、染料、油漆、树脂及农药的重要原料之一。酒精也是大规模发酵生产优质食用乙酸的最好洁净原料。1.1.1国内外酒精行业发展现状1.2.1国外酒精行业发展情况目前国内外生产燃料酒精的原料主要有玉米、甘蔗、甜菜、甘薯等。巴西是世界上年产燃料酒精最多的国家,其燃料酒精工业的主要原料是甘蔗[8],此外,巴西还开发了以甘蔗渣为原料制酒精的新技术(迪丁尼快速水解法DHR),DHR技术可减少水解蔗渣的时间而获得高的转化率,它的技术性和经济性得到了认可。只用压榨蔗汁发酵,每吨甘蔗产酒精70~80L,增加蔗渣水解每吨甘蔗多产酒精近50%。目前,在巴西的UsinaSaoLuis,半机械化生产酒精可达5000L/d的规模[9],美国的燃料酒精产量仅次于巴西,其生产酒精的工厂90%以上以玉米为原料,其生产水平是0.37~0.41L乙醇/kg玉米,产率为0.3125(湿磨法)~0.3375(干磨法)[10]。目前全球酒精年产量约在3000万吨以上,其中美国和巴西的酒精产量约占全球总产量的60%以上,美国主要以玉米为原料生产原料乙醇,而在玉米主产区2n第一章绪论之外的一些地区使用一些高粱,也用一些其他原料来生产,比如小麦,大麦,甘蔗和甜菜等,在未来,纤维素原料也可能大规模用来生产燃料乙醇,巴西在生产和利用乙醇方面成绩斐然,巴西传统制糖业和已有设施构成了全面的整合式生产系统。相对美国和巴西,欧洲的酒精产量较小。6.0我国酒精生产情况我国80%左右的酒精用淀粉质(玉米、小麦、高粱、甘薯、木薯等)原料生产,约有10%的酒精以糖蜜为原料[11]。我国的酒精工业化生产起于1900年,经过一个多世纪的发展,初步形成了企业生产、工程设计、科学研究、人才培养、设备制造、综合利用、环境保护、标准制定、检验检测、成品运输、产品销售等一个完整的工业体系。年产量在600万吨以上。目前中国酒精产品以食用酒精(GB10343-2002)为主产品,此外还有一定产量的高纯度酒精、化学试剂用无水酒精、化学试剂用99%分析纯酒精和工业酒精等。使用糖质原料和淀粉质原料生产燃料酒精,原料成本占燃料酒精生产成本的比例高达50%以上.因此,降低燃料酒精生产成本的一个选择是开发廉价的原料资源.以农作物秸秆和林业生产废弃物为代表的木质纤维素类生物质资源越来越受到人们的关注[12]。1.1.1酒精行业的污染情况酒精生产工业是我国排放有机污染物浓度较高的行业之一[13],酒精发酵工业主要是利用粮食中的淀粉部分,使淀粉转化成酒精,其余部分未加以利用,如用薯干、玉米等发酵只利用了原料中的淀粉和可发酵性糖的85~93%,其他有机物包括工艺过程中的非挥发性产物都残留在酒精糟中,以产一吨酒精计算,残留的有机物约为500公斤。据此估算,酒精废糟液中含有极高的有机污染物,约占全国工业废水中有机物排放总量的1/10左右,是我国向环境排放有机物最高、环境污染最重的一个。如不加以治理,后果可想而知。回收饲料/厌氧处理/好氧处理,具有能耗低投资省处理效果稳定等特点,成为国家推荐的经济有效实用的环保技术[14,15]。1.2.1污染指标酒精是以淀粉类谷物或植物根茎块如玉米、薯类和大米等为原料发酵酿制而成,在酿造过程中,仅是碳水化合物部分经微生物发酵转化为乙醇和少量乙醇的3n第一章绪论系列产物,而蛋白质、无机盐、粗脂肪等却被残留在母液中。因此酒精废水中有机物浓度极高,据统计,每生产1t粮食酒精要排放15~20tCOD浓度在55g/L左右的废水,若直接将这些废水排放将会对周围环境造成严重污染。具体特点如下:(1)悬浮物含量高,平均悬浮物含量高达40000mg/L;(2)温度高,平均水温达80℃,蒸馏釜底排出的废水温度高达100℃;(3)浓度高,废水的COD高达3~6万,以废糖蜜为原料的酒精废液COD更高达11~13万mg/L,包括悬浮固体、溶解性COD和胶体,有机物占93%~94%,无机物占6%~7%,有机物的成分是碳水化合物,其次是含氮化合物,生物菌和未分解出去的产品:如丁醇、乙醇等;(4)废水含有约500mg/L左右的有机酸,废水呈酸性,运行初期可考虑加碱或污泥的回流以平衡废水的酸碱度,运行稳定后系统具备足够的缓冲能力,则不需要加碱或回流;(5)无机物主要是来自原料中的灰尘和杂质。6.0废液达标要求按现在执行的国家GB8978-1996《污水综合排放标准》其中对酒精的行业要求为:二级排放标准:COD≤300mg/L、BOD≤100mg/LSS≤150mg/L、pH6~9一级排放标准:COD≤100mg/L、BOD≤30mg/LSS≤70mg/L、pH6~9天津市执行的地方标准有更严格的要求:COD≤50mg/L、BOD≤30mg/L根据上述标准可知,未处理的糟液有机污染物是排放标准的数百倍,而且又是高悬浮物、高温废水,其治理难度在食品发酵行业是较大较难的课题。1.1.1酒精污染的治理工艺酒精废糟液的治理是随着酒精工业的发展逐渐进步的,各个酒精企业与国内科研单位、大专院校合作,对酒精行业的污染治理做了大量工作,取得了显著的成绩和宝贵的经验教训:4n第一章绪论6.0初期废液制取饲料酵母早期很多酒精厂将薯干酒精糟液用离心机过滤后,用过滤液生产饲料酵母,酵母得率达到6~7kg/m³废液。但是,发酵后酵母得率低、能耗大、成本高、,经济上不合算。另外,废液制取酵母后COD仅能去除1/2~2/3,并不能大幅度去除污染。现阶段,该方法已基本不用。6.1酒糟滤液回用生产上世纪九十年代,曾有不少高校和科研单位与酒精厂合作,将不同的固液分离方法用于分离酒糟废液,然后将分离液回用于酒精生产,取得了一定成绩,但该技术对过滤设备要求高,全回用难以采用。回用率过高,必然影响酒精生产的正常进行,影响酒精产品质量。如果条件控制好,管理得当,部分回用是可行的,也的确减少了部分废液的排放,但不能从根本上全部治理废糟液,仍将有废液排放。6.2物理化学法处理废液采用物理化学方法。如:沉淀过滤、聚凝分离气浮等方法处理糟液,皆因酒精糟液废液浓度高、SS高而使技术经济上难以过关。厌氧-好氧生物处理技术淀粉质酒糟废液其B/C=0.5,可生化性很强,采用板框过滤SS+厌氧+好氧+深度处理能很好的彻底解决污染问题,工艺的具体方案很多,各有优略,已逐步成为目前酒精行业普遍采用的方法。我工作的单位也一直在积极努力进行这种工艺的应用实践、本论文就是我工作实践的一个记述。6.3综合处理发展循环经济酒精废水含有大量的营养物质,其营养价值大致与大豆相当,具有较高的回收利用价值,除了可以生产酱油食醋食用菌外,主要用来生产蛋白饲料[16],酒精废水属高浓度有机废水,采用UASB反应器对其进行厌氧消化处理,不仅大幅度降低了废水的COD,而且产生大量可供回收利用的沼气,沼气是一种良好的清洁燃料[17],污水处理一般情况下是只有投入,几乎没有产出的行业。但对酒精废水采用板框过滤SS+厌氧+好氧+深度处理工艺不仅能很好的解决污染问题,还5n第一章绪论能对处理产生的副产品加以利用,形成产业链做到循环经济,实现可持续发展。6.0酒精生产单位情况天津某酒精公司是原北京酒精厂和天津酒精厂合作的企业,企业最初年产5000吨酒精,后扩产到2万吨,合作后产能达到6万吨,企业产能随着不断发展壮大,排放废水的污染也越来越大,伴随着国内技术的发展,和国家对环保工作的要求,该企业治理污染的工作也随着产能的变化一直也在进行着,本人在该企业工作十年,一直从事污水处理的相关工作,经历了酒精废水处理的技术工艺路线在生产上的应用实践和探索。6.1本章小结酒精广泛用于国民经济发展的各个行业领域,用途十分广泛,酒精产量会随着需求的增大而不断增长。伴随着产量的增长,酒精废水大量产生,如不加以处理必然会造成环境污染、资源浪费。基于此,国内外对酒精废水的治理一直持续进行着研发和实际革新,并取得了较好的效果,目前采用板框过滤SS+厌氧+好氧+深度处理工艺能很好的处理酒精废水。6n第二章酒精废水处理工艺的发展第二章企业酒精废水处理进程的发展酒精生产废水是一种高浓度有机废水,具有粘度大、pH低、温度高、有机物和悬浮物含量高的特点。酒精生产废水的妥善处理和综合利用一直困扰着酒精生产企业,相关环境工作人员遂致力于处理效果好、投资省的酒精废水治理技术研发和应用[18-19]。由于该企业建厂较早,自1989年建厂以来,一直是每年5000吨的产量,最初对污水都没有处理概念,排放的糟液在河道中聚集,沟渠边是漂浮的悬浮物,甚至农民用笊篱就能捞上来悬浮物用来喂牛。最终造成河体大面积污染,臭气熏天,蚊蝇滋生,也污染了地下水资源。6.0板框过滤板框过滤机是过滤,的一个重要设备[20],针对当时的情况,根据德州景津压滤机厂的技术,对废糟液进行了处理,最初建立了约500m3的水泥沉淀池,首先对糟液进行沉淀,沉淀下来的浓糟用往复泵打入板框进行强制挤压,压力达到5公斤,挤出清液并将SS留在滤布中,最终形成含水65%左右的粗蛋白饲料,沥下的黄色不透明液体,COD能达到30000左右,直接排放,对沟渠的污染虽有所减少,但仍很严重。板框过滤机控制系统属于机、电、气、液一体化系统,不仅有复杂的顺序逻辑控制,而且有复杂的联锁保护控制[21]。6.1AF工艺的实践采用板框过滤后,所排放的废液对水体仍有很大的污染。板框滤布采用的是聚丙烯材质,80目的过滤孔隙,只能去掉大部分的SS,对溶解于水的各种有机污染物却不能截留,COD指标仍在30000mg/L,根据当时的技术条件,选取的是AF工艺,建设了200m3的AF发酵罐4个,对于当时的产量来说,能够起到一定的治理作用,排放废水COD在1500左右。对周边的污染已大大减少。6.2UASB工艺的实践上流式厌氧污泥床(UpFlowAnaerobicSludgeBlanket,简称UASB)反应器是荷兰Wageningen农业大学的Lettinga等人于1973~1977年间研制成7n第二章酒精废水处理工艺的发展功的。目前,在欧洲的UASB工艺已普遍形成了颗粒污泥,这使得厌氧UASB工艺在欧洲迅速得到了推广和普及。我国于1981年开始了UASB反应器的研究工作,该技术在我国已得到了实际的推广应用。UASB反应器是目前应用最为广泛的高速厌氧反应器,该技术在国内外已经发展成为厌氧处理的主流技术之一[22-27]。随着企业的发展,生产规模在1995年由5000吨增加到2万吨,原有的污水处理设施已不能满足生产需要,先后对糟液初沉池、板框过滤机进行了增加,对厌氧设施也进行了增建,又建设了300m3的UASB反应器4座,运行效果还不错,容积负荷能达到3~4kg/m³⋅d,处理效果还是比较好,后又由于对污染指标的控制更加严格,建设了一座1000m3的UASB厌氧发酵罐一座,使工业废水基本得到有效处理。6.0UASB工艺+活性污泥法后来随着产量进一步增加,由年产2万吨到年产能6万吨时,又加上环保指标的要求,原有环保设施已不能满足要求,在此情况下,新建了1500m3两个,2200m3一个,全部采用UASB工艺,又增加了2000m3的活性污泥法好氧池,由于当时的产能不足,未实际达到最大产量,所以基本能满足污水的处理需要。这时我已到该企业工作,部分参与了建设和运行工作,对污水的处理有了初步的实践性认识。6.1板框过滤+厌氧工艺+CASS工艺2005年随着国家对环保工作的要求和企业产能的释放,原有的设备已不能很好的满足企业和社会对环保的要求,该企业在2005秋开始在国家的资助下,对原有的污水处理设施进行了彻底的改造升级,工程新投资800万元,取得了明显成效。形成了板框过滤+厌氧工艺+CASS工艺的污水处理流程。上流式厌氧污泥反应器(UASB)技术在国内外已经发展成为厌氧处理的主流技术之一,在UASB中没有载体,污水从底部均匀进入,向上流动,颗粒污泥(污泥絮体)在上升的水流和气泡作用下处于悬浮状态。反应器下部是浓度较高的污泥床,上部是浓度较低的悬浮污泥层,有机物在此转化为甲烷和二氧化碳气体。在反应器的上部有三相分离器,可以脱气和使污泥沉淀回到反应器中。UASB的COD负荷较高,反应器中污泥浓度高达100~150g/L,因此COD去除8n第二章酒精废水处理工艺的发展效率比普通的厌氧反应器高三倍,可达80%~95%。缺氧池具有双重作用,一是对废水进行生物预处理,改善其生化性,并吸附、降解一部分有机物;二是对系统的污泥进行消化处理。可以与后续的接触氧化形成A/O模式,具有同步脱氮除磷作用,其中厌氧段主要作用是去除有机污染物和释放磷,缺氧段的主要作用是反硝化脱氮,由于具有同步去除有机污染物、脱氮、除磷作用,因而目前该工艺广泛应用在需要脱氮除磷的污水处理方案中。生物接触氧化法是生物膜法的一种,属于好氧生化处理工艺。整个系统由池体、填料、曝气设备等组成。好氧生化法是细菌及菌类的微生物、后生动物等一类的微型动物在填料载体上生长繁殖,微生物摄取污水中的有机物作为养份,吸附分解污水中的有机物,微生物不断新陈代谢,保持活性,从而使污水得以净化。在溶解氧和食物都充足的情况下,微生物繁殖十分迅速,生物膜逐渐增厚,溶解氧和污水中的有机物凭借扩散作用,被微生物利用。当生物膜达到一定厚度时,氧气无法向生物膜内部扩散,好氧菌死亡,而兼性细菌和厌氧菌开始大量繁殖,形成厌氧层,利用死亡的好氧菌为基质,并在此基础上不断繁殖厌氧菌,经过一段时间后在数量上开始下降,加上代谢气体的逸出,使生物膜大块脱落。在脱落的生物膜表面新的生物膜又重新发展起来,在接触氧化池内,由于填料表面积大,所以生物膜发展的每一个阶段都是存在的,使去除有机物的能力稳定在一个水平上。接触氧化工艺的主要优点如下:①体积负荷高,处理时间短,节约占地面积。生物接触氧化法的体积负荷最高可达3~6kgBOD(/m3·d),污水在池内停留时间最短只需0.5~6.0h。同样体积的设备,生物接触氧化的处理能力高出几倍,处理效率高,所以节约占地面积。②生物活性高。由于曝气系统设置在填料之下,不仅供氧充分而且对生物膜起到扰动作用,加速生物膜的更新,大大提高生物膜的活性。曝气形成的紊流使得生物膜不断的连续的与污水中有机物接触,避免形成死角。经过我们在类似工程中的检测,同样湿重的丝状菌生物膜,其好氧速率比活性污泥法高1.8倍。③微生物浓度高,一般的活性污泥法的污泥浓度为2~3g/L,微生物在池中处于悬浮状态;而接触氧化池中绝大多数微生物附着在填料上,单位体积内水中和填料上的微生物浓度可达到10~20g/L。由于生物接触氧化工艺的微生物浓度高,所以有利于提高容积负荷,从而降低占地面积。④污泥产量低。⑤出水水质好而且稳定。在进水短期发生变化时,出水水质受的影响很小,而且生物膜活性恢复快,适合短期间断运行的需要。⑥运行管理方便9n第二章酒精废水处理工艺的发展6.0板框过滤新建了1000m3沉淀池使总池容达到6000m3的初级沉淀池使糟液沉淀在48小时以上。新增板框13台,使板框总数达到76台套,使全部糟液很好的进行了沉淀、过滤、压榨。并建起了板框生产车间,增加了搬运机、自动装袋机等设施改善了工作环境,提高了工作效率。6.1厌氧工艺厌氧工艺沿袭原有设备,对各个工艺的设备进行了整修改进,突出了以UASB为代表的高温厌氧工艺,并增加了调酸罐一个1000m3,新建UASB反应器3000m3一个。使总罐容达到10000m3,日产沼气约35000m3。6.2CASS工艺原来的活性污泥法没有很好的运行效果,因此,这次改造,重建了2200m3的CASS工艺池4个,全部自动化运行,处理效果非常好。6.3形成循环经济产业链污水处理的运行是一个投资性项目,一般很难见到效益,但酒精废水由于有机物含量高,却不一样。首先,板框过滤工段,产生了大量的SS挤压物,是优良的基础性蛋白饲料,蛋白含量28%以上。一吨酒精的产量对应着可以产生0.5t的干物质,这种饲料价格高于市场玉米价格,为企业创造了很大的利润。其次是厌氧工段产生大量的沼气,日产在35000m3左右,每立方米沼气热值在5500大卡,用沼气发电机可发电0.71kwh,日发电24000kwh,供企业自身使用,加上原有的热电联产发电,实现了自给自足。基本上不再向电网购电。最后是CASS好氧工艺产生的污泥,经过板框过滤,形成泥饼,再加以晾晒,成为自然有机肥。由于氮磷钾含量较高,而又没有重金属污染,深受市场欢迎。污水处理本是一个纯投入的项目,但经过综合利用处理过程中产生的副产品板框过滤的SS,厌氧产生的沼气,CASS好氧产生的活性污泥,循环利用起来,形成了产业链。原材料进入工厂以后,对有效物质吃干榨净,几乎不排放任何污染物,实现循环经济。10n第二章酒精废水处理工艺的发展6.0本章小结本章简述了企业随着酒精产量的增加,社会环保标准的提高,不断进行酒精废水处理的工艺探索和实践,最终形成了板框过滤+厌氧工艺+CASS工艺的+深度处理的污水处理流程,并对处理废物的副产品加以综合利用的发展过程。11n第三章处理酒精废水工艺的操作实践第三章处理酒精废水工艺的操作实践糟液综合治理的常规流程可归纳为预处理,厌氧生物处理、好氧生物和深度处理等四部分组成。该单位的酒精废水随着自身产量和国家环保要求不断改进,同时也是随着国内技术进步不断改进实践的过程。本人有幸在该企业年产量达到6万吨时,参与了配套的污水处理设施建设和运行,本章对最终形成的工艺路线调试运行情况做实践应用记述。总工艺路线:沼气→沼气发电→用于生产↑废糟液→板框过滤→UASB反应器→CASS反应器→达标排放→排污渠↓↓蛋白饲料污泥有机肥下面将对工艺的主要环节板框过滤、UASB反应器、CASS反应器、沼气发电的运行情况进行分项说明:6.0板框过滤压滤机作为固液分离设备,应用于工业生产已有悠久的历史,它具有分离效果好,适应性广,特别是对于酒糟类的粘细物料的分离,有其独特的优越性。压滤机是一种间歇性固液分离设备,采用机电一体化设计制造,结构合理,操作简单方便,能实现滤板压紧、保压、滤板松开等各道工序。由厢式版排列构成滤室,在进料泵的压力下,将料浆送入滤室,通过过滤介质,将固体和液体分离,广泛应用于化工、染料、石油、陶瓷、制药以及各行业的污水处理等。酒精糟液完全符合板框压滤机的工作特性。酒精废液是从酒精蒸馏的粗塔底,经蒸汽加热蒸出乙醇之后的废弃物,因为蒸馏要加热到102度以上,所以废液经过闪蒸后,仍有80度,废液略有粘稠呈黄色,含有大量不溶物和可溶物的淀粉、糖类、醇类纤维素、脂类蛋白等。固形物在4%~6%之间。由于温度高、物粒细小,使用板框过滤需要测定温度最佳值,温度过高容易使滤布损坏,且细小物质容易漏出,温度低液体不易流动,往板框中打入时费动力,杂质细小又使截留干物质困难。在此情况下,我们做了一点的实验,首先对糟液进行沉淀降温,先后试过温度70度、65度、60度、55度、50度。后经过对比试验发现在55度时,操作起来比较顺畅,既不堵塞管道,滤布的更换频率12n第三章处理酒精废水工艺的操作实践也相对较低,延长了板框的使用寿命。但此时的回收率只能达到69%左右,因为有些细小的微粒截不住,我们把滤布的密度由80目增加到100目进行了实验,又发现进料非常不易,增加了约30%的电能。在此情况下,我们又采取了加填料的方式,将粉碎的玉米芯加入废糟液,经过试验,发现每吨废液加入约5公斤的玉米芯沫,既能增加废液孔隙率,使其降温增快,还能使固形物的截留率增加约8个百分点,增加了企业的经济效益,也为后续的工艺减少了负荷。本工段所采用设备见表3-1。表3-1板框工段设备表景津板框压滤机800×80076台套往复泵15kW3台套沉淀池30×10×56个烘干机Ф12003套调浆泵2.5kW10台经过板框过滤的糟液已由原来粘稠的状态变为黄色的水样状,COD已由50000mg/L变为25000mg/L。温度由80度降为45左右。进入后续的厌氧工艺。6.0厌氧反应器的运行1.1.1几种厌氧反应器由于企业在不断的扩产,厌氧反应器也在不断的进行改进,该厂对发展中的各种反应器都有成型的实例:(1)全混合厌氧反应器全混合厌氧反应器也称高速厌氧反应器,是在常规消化反应器中安装了搅拌装置,使发酵原料和微生物处于完全混合状态,与常规消化反应器相比使活性区遍布整个消化器其效率比常规消化反应器明显提高,所以叫也叫高速消化器。升流式厌氧污泥床UASBUASB是由Lettinga等于1974~1978年研制成功的一项新工艺,是目前世界上发展最快的消化器,由于该消化器结构简单,运行费用低,处理出水效果好而受到广泛关注,该消化器适用于处理可溶性废水,要求较低的悬浮固体含量。13n第三章处理酒精废水工艺的操作实践图3-1UASB构造图消化器内部分为三个区,从下至上分为污泥床、污泥层和气、液、固三相分离器。消化器的底部是浓度最高并且具有良好沉淀性能和凝聚性颗粒状污泥形成的污泥床,污水从底部经布水器进入污泥床,向上流动并与污泥床中的颗粒污泥相混合,使污泥中的微生物分解污水中的有机物,将其转化成沼气。沼气以小气泡形势不断放出,并在上升过程中不断合并成大气泡在上升的气泡和水流的搅动下,消化器的上部污泥处于悬浮状态,形成一个浓度较低的悬浮层。在消化器上设有气、液、固三相分离器。在消化器内形成的沼气气泡受到反射板的阻挡,进入三项分离器下面的气室内,再由管道经水封排到罐外。浓缩液经分离器的窄缝进入沉淀区,在沉淀区内由于污泥不再受到上升气流的冲击,在重力作用下而沉淀。沉淀至斜壁上的污泥沿斜壁滑回污泥层,这样使反应器内累积起大量的污泥,分离出污泥的液体从沉淀区的上表面溢流槽流出进入下一道工序。企业的UASB反应器的总容积达7000m3,且运行良好。(2)膨胀颗粒污泥床EGSB膨胀颗粒污泥床实际上是改进的UASB,该工艺采用高达20~30米的反应器再配以出水回流以获得高的上升流速,使厌氧颗粒污泥在反应器内成膨胀状态,激发菌群活性。EGSB工艺实质上是固体流态化技术在有机废水生物处理领域的具体应用[28]。与废水的好氧生物法相比,厌氧法具有负荷高产泥少、能耗低、回收部分生物能等优点[29],但是厌氧法启动周期长,随环境因素敏感,有臭味等缺点[30],一定程度上限制了其发展,EGSB反应器作为一种高EGSB的上升流速14n第三章处理酒精废水工艺的操作实践高达6~10米/小时,而UASB的流速一般只有2米每小时。高的上升流速使颗粒污泥在反应器内处于悬浮状态,以使进水有机物与颗粒污泥中的厌氧菌充分接触,使容积负荷达到10~20千克COD/(m³·天)。由于有研究表明低温条件下(<20℃)微生物的活性和产甲烷率都很低,厌氧消化是不可行的[31-32],因此以前大部分的厌氧消化工程应用和研究主要是针对中温(25~45℃)和高温(45~65℃)进行的。EGSB反应器采用高达4~10m·h-1的液体上升速度,不仅能使污水与污泥之间可以充分接触,使传质效率大大提高,而且有利于基质和代谢产物在颗粒污泥内外的扩散传送[33-34],因此EGSB反应器在低温低浓度废水处理中可以取得良好的效果。EGSB反应器的研发使得低于15℃下处理污水成为可能[35]。EGSB反应器在处理生活污水时,高的Vup和气泡搅拌力经常会将反应器内的污泥带出,导致出水不达标或者是反应器的崩溃[36],因此,减少高Vup下反应器的污泥流失量是EGSB反应器处理生活污水的关键,除了生活污水以外,大部分的工业废水都是在中温偏低温的条件下排放。阎中,等[37]在低温下对EGSB反应器的运行的研究中指出,EGSB反应器对处理低温废水具有一定的优势,给予适当的条件即可在低温下稳定运行。EGSB反应器高的有机负荷使得其能够在较短的时间内完成高浓度废水的净化,从而能够克服传统厌氧池的不足,目前,EGSB反应器已被广泛应用于处理高浓度废水的实际工程中[38-40]。但是由于EGSB采用很高的上升流速,运行条件和控制条件都很高,并且实践证明不适用于处理固体物较高的废水,因悬浮固体通过颗粒污泥床时会随出水而很快被冲出,难以得到降解.企业当时改造了一个1000m3的EGSB反应器,但处理效果与UASB的效果基本相差不大。(3)内循环(IC)厌氧反应器内循环(IntenalCirculation)厌氧反应器是目前世界上效能最高的厌氧反应器,该反应器集UASB和流化床反应器的优点,利用反应器所产生的沼气的提升力实现发酵料液内循环的一种新型反应器。IC反应器高度可达到16~26m,高径比达4~8,相当于两个UASB的叠加效果。在其内部增设了沼气提升管和下降管,上部增加了气液分离器。该反应器启动时要投加大量的颗粒污泥,运行过程中,用底部反应室所产生的沼气经过集气罩的收集并沿上升管上升作为动力,把底部反应室的发酵液和污泥提升至反应器顶部的气液分离器,分离出来沼气从导管排走,浓缩的颗粒污泥沿下降管沉降回到反应室内,从而实现了下部料液的内循环,结果使底部厌氧反应室不仅有很高的污泥量,很长的污泥滞留期,并且有很大的上升流速,使该反应器中颗粒污泥和有机物处于完全混合状态,从而大大提高底部反应室的有机物去除能力。15n第三章处理酒精废水工艺的操作实践经底部反应室处理的废水,自动进入上部反应室,废水中的剩余有机物可被上部的反应室的颗粒污泥进一步降解,使废水得到更好的净化,经过两级处理的废水在污泥沉降区进行固液分离,清液由出水管排出,沉淀的颗粒污泥自动返回上部反应室,这样完成了整个高效率的处理过程。IC反应器具有很高的容积负荷,由于存在着内循环,传质效果好,生物量大,污泥龄长,其进水有机物负荷率比普通的UASB反应器高,一般可高出3倍,IC反应器是国内近几年迅速发展起来的厌氧处理装置,最早是荷兰帕克公司研制开发的。最早引进时用于啤酒废水处理,近些年扩展到处理淀粉、造纸、等领域。主要技术仍掌握在国外公司。企业当时实验性的制作了一个30m3的IC厌氧反应器,效果没有文献资料中的那么高、运行不是很稳定。6.0厌氧反应器的运行参数测定由于企业对UASB工艺运行积累了较多的经验,培养了一批较好的操作工人,且相对来说UASB工艺运行稳定,投资小。针对新产生的酒精废水新建了3000m3UASB厌氧反应器。新建厌氧UASB反应器的调试运行:(1)上清液回用板框过滤所产生的上清液,30%回用到酒精生产的配料环节,这样一个简单的操作,起到了两个好的作用效果;减少了污水的处理量,相当于直接减少了30%的污水。上清液呈酸性,且含有大量的微量元素,满足糖化酶和酵母的生长。减少了微量元素和调酸的用量。(2)厌氧进料的预处理厌氧进料的预处理主要针对三个指标进行:温度、pH值、COD值。经过以往的对比试验,以及查阅资料显示,厌氧反应高温(55~60℃)的处理负荷效果要比中温(35~38℃)高3倍左右。在酒精生产工艺中有大量的废热源可供使用,完全能够保证这一需要。将精馏塔的冷却器热量传递给废液,并加入精馏排废液的80度高温水,将上清液再通过螺旋板换热器与粗塔排糟进行换热,最终温度达摄氏60度以上。与排糟换热还能使糟液得到降温,便于沉降糟液中的悬浮物,初始糟液温度接近100度闪蒸过后降低为80左右,与厌氧进水换热后降为60度,经过沉淀晾晒,达到53度左右,进入板框压滤能起到很好的顺畅作用,又不损坏滤布。整个热量环节得到很好的耦合。(3)pH值16n第三章处理酒精废水工艺的操作实践板框滤液的渗滤液,再次进行沉淀后取其上清液,上清液含有大量的酸性物质,pH值在3.5~4.5之间,糟液中的有机物主要是碳水化合物,在制取酒精过程中已被酸化,其中部分有机物是以挥发性有机酸的形式存在,使糟液的pH值偏酸性。但其进入厌氧反应器后,经稀释和生物化学反应等作用,糟液的pH值很快调整到反应器内控制的pH值范围。所以,糟液的pH值一般不需要进行预调整。如果偏差太大,可以利用酒精生产中会产生一部分刷罐的废氢氧化钠溶液,考虑到后面的好氧工艺也需要调酸碱,要先满足好氧的需求,剩余少部分用于厌氧。因此再补加价格较低的石灰作为增加碱性的物质。我们根据上清液的酸度情况,参照以往经验,将其调到6.5左右。(4)COD值板框的滤液COD值在30000mg/L左右,直接进入厌氧反应器会对产甲烷菌造成一定的冲击。采用厌氧回流液加一部分酒精工艺中产生的低浓度废水的方法加以调节,调节目标为15000~20000mg/L.同时保证水温在58℃、pH值在6.5左右,进入厌氧反应器。进水的平衡稳定,将使厌氧运行平稳,以达到我们预想的目标。6.0污泥驯化培养UASB厌氧反应器的调试运行主要分为三个阶段:污泥驯化培养期、负荷提高期和满负荷运行期。(1)污泥驯化培养期由于只是增加了污水量,而水质几乎没有任何变化,我们采用从原有的反应器中匀出污泥用离心泵打入新建UASB反应器,进行接种。接种后反应器污泥浓度约为20.0g/l。由于处理水的性质没有变化,基本不存在驯化过程,从而缩短启动时间。将厌氧罐升温每天不超过2度。前期将少量调节池中的高温废水泵入厌氧罐,多余废水流出,如此进行循环加热。控制温度的同时,控制容积负荷不超过1.0kgCOD/m³·d投加废水,驯化期内间歇进水,一天两次,根据浓度和水量控制负荷。要求控制反应罐出水挥发性有机酸小于500mh/L,pH值6.5以上,COD去除率在80%以上,且产气正常,方可进一步提高负荷。后期控制负荷不超过2.0kgCOD/m³·d直至温度升到55℃。再开始进行下一环节的进程。(2)负荷提高期在反应罐稳定运行的基础上,负荷从2.0kgCOD/m³·d提高到理想负荷1.1.1kgCOD/m³·d。在提高负荷的过程中,由于工人操作失误导致挥发酸过高,有出水携带污泥的现象发生。考虑应是工人上料浓度过大,超过了当时菌群的消化17n第三章处理酒精废水工艺的操作实践能力。针对这种不正常的现象,及时停止了增加负荷,并加入氢氧化钙调节pH值,经过近10天的调整,逐步恢复负荷。因此在实际操作中一定要紧紧盯住挥发酸指标(VFA),在有明显变化趋势时,及时调整,改变操作,可以很快加以矫正,以不至于耽误过长的启动时间。整个调整期3个月,第一阶段1个月,第二阶段2个月,自UASB达到设计负荷后,控制反应罐出水挥发酸(VFA)小于800mg/L,COD去除率95%以上。虽然水质略有波动,但有机负荷一直在6.0kgCOD/m³.d左右。随着有机负荷的提高产气量也相应提高,发酵回流量维持在1/3,保持菌数稳定。总的来水进水COD控制在15000~20000mg/L之间,出水指标在800~1800mg/L.这是由于生产酒精的原材料变化和操作的差异,略有变动。运行比较稳定。(3)稳定运行阶段反应器达到6.0kgCOD/m³·d后进入稳定运行状态。出水微灰黑色,有些透明的状态,带着难闻的臭气。为了使臭气少一些排入大气,我们将排水通过管道输送到好氧阶段,但使用不久发现了一些问题:液体排不出去,经过检查,最终发现是管道中长满了盐,通过进一步观察,查阅资料,知道称为鸟粪石,不易溶于酸,也不易溶于碱液,是厌氧发酵液出水后由于温度的下降,而析出来的类似矿物质积垢,在排水管的内壁聚集,使直径200mm的管子变成100mm,直至堵死。针对这种情况我们采取了两种办法,一是将排水管加以保温,不降温这种物质就不析出。另一种是必须降温的时候就采取敞开式的水槽,可以清理沉积物。6.0CASS工艺的选定糟液废水经过厌氧处理后,可使糟液的COD值下降75%~90%,即由数万mg/L,下降到数千mg/L当环境允许时,可将厌氧反应器的出液灌溉农田,以增加土壤的肥力。但对排放标准比较严格的地区,厌氧反应器的出液需要好氧生物处理等工艺处置。厌氧反应器的出液与厂内其他有机低温度、低污染的废水,如地面冲洗水、设备清洗水等合并,进行好氧生物处理,才能最终达标。1.1.1活性污泥法好氧活性污泥法是以活性污泥为主体,利用活性污泥中悬浮生长型好氧微生物氧化分解污水中的有机物质的污水生物处理技术,是一种应用最广泛的污水好氧生物处理技术。其净化污水的过程可分为吸附、代谢、固液分离三个阶段,由曝气池、曝气系统、回流污泥系统及二次沉淀池组成。18n第三章处理酒精废水工艺的操作实践经过厌氧处理的消化液与二次沉淀池底部回流的活性污泥同时进入曝气池混合后,在曝气的作用下,混合液得到足够的溶解氧并使活性污泥与污水充分接触,污水中的胶体状和溶解性有机物被活性污泥吸附,并被活性污泥中的微生物氧化分解,从而得以净化。在二次沉淀池中,活性污泥与已被活性污泥净化的污水分离,澄清后得到达标水排出系统;微生物氧化分解有机物的同时,自身也得以繁殖增长,即活性污泥量会不断增加。为使曝气池混合液中的活性污泥浓度保持一个较为恒定的范围内,需要及时将部分活性污泥作为剩余污泥排除系统。采用活性污泥法需要管理的要点如下:(1)对活性污泥要经常观察和镜检,颜色要是茶褐色,如果颜色发黑,则要迅速查找原因。(2)pH最适合的pH值是6.5~8.5(3)温度最佳的温度为20~30℃,过高,过低都会降低处理效率。(4)曝气时间要以使处理后的排水达到国家标准为依据。厌氧消化液浓度较高,一般采用延时曝气较多,时间大致为10小时左右,这样省能而又处理稳定。(5)溶解氧(DO)曝气池混合液中必须有足够的溶解氧,一般控制在2~4mg/L,即曝气池出口混合液溶解氧不低于1.0mg/L,过高或过低都会导致出水水质变差。(6)污泥浓度(MLSS)工业废水处理中,一般控制MLSS在3000mg/L左右,才能保证污泥具有较高的活性。6.0SBR法SBR工艺又叫序批式活性污泥法,其主要特征是反应池是一批一批的处理污水,采用间歇式运行方式,每一个反应池都兼具有曝气池和二沉池的作用,因此不再设置二沉池和污泥回流设备,而且一般也可以不建水质或水量调节池。SBR法一般有多个反应器组成,污水按次序依次进入每个反应器,无论时间上还是空间上,生化反应工序都是按序排列,间歇运行。间歇式活性污泥法曝气池运行周期由进水、曝气、反应、沉淀、排放、闲置等五个工序组成。而且这五个工序都是在曝气池内进行。SBR法运行时,五个工序的运行时间、反应器内混合液的体积以及运行状态等都可以根据污水性质、出水质量与运行功能要求灵活掌握。SBR法的工艺特点:(1)SBR工艺集曝气、沉淀于一池,不需设置初沉池、二沉池及污泥回流19n第三章处理酒精废水工艺的操作实践设备,大大减少了水处理构筑物,因此占地面积少,基建费用低。(2)SBR工艺由于无需污泥和混合液回流,明显降低了动力消耗,因此运转费用低。(3)SBR工艺自动化程度高,可以全面实现集中显示,集中控制,自动化操作,管理人员少,劳动强度低。(4)SBR可通过改变时间顺序,非常灵活地进行多种工艺的组合,从而适用于水质的变化,这是任何连续式污水处理工艺不可比拟的优点。(5)SBR工艺处在兼氧状态下运行,一般污泥龄长,产生的污泥量比普通的活性污泥法少。而且污泥沉降性能好,污泥易于脱水处理,因此,剩余污泥处理简单,成本低。(6)SBR耐有机冲击负荷和水利冲击负荷能力强,易于操作管理。(7)SBR反应器不易发生污泥膨胀,易于操作管理。6.0CASS工艺原理及工艺确定1.1.1CASS工艺原理CASS生物处理法是周期循环活性污泥法的简称,是在间歇式活性污泥法(SBR法)的基础上演变而来的,最早产生于美国,90年代初引入中国,目前,由于该工艺的高效和经济性,应用势头迅猛,受到环保部门及用户的广泛关注和一致好评。经过模拟试验研究,已成功应用于生活污水、食品废水、制药废水的治理,取得了良好的处理效果,为CASS法在我国的推广应用奠定了良好的基础。对生活污水和与生活污水类似的污水,CASS工艺对预处理的要求很低,只需设置格栅、沉砂池,大部分情况无需初沉池和二沉池,对污泥回流系统的要求也很低[41],目前,我国的设计规范中没有工艺设计的成熟资料,实际工程中通常采用经验或半经验数据[42]其工作原理如下图所示:图3-2CASS生物处理法工作原理图20n第三章处理酒精废水工艺的操作实践CASS池分预反应区和主反应区。在预反应区内,微生物能通过酶的快速转移机理迅速吸附污水中大部分可溶性有机物,经历一个高负荷的基质快速积累过程,这对进水水质、水量、pH和有毒有害物质起到较好的缓冲作用,同时对丝状菌的生长起到抑制作用,可有效防止污泥膨胀;随后在主反应区经历一个较低负荷的基质降解过程。CASS工艺集反应、沉淀、排水功能于一体,污染物的降解在时间上是一个推流过程,而微生物则处于好氧、缺氧、厌氧周期性变化之中,从而达到对污染物去除作用,同时还具有较好的脱氮、除磷功能。CASS工艺在反应器的前部设置了生物选择区,后部设置了可升降的自动滗水装置。其工作过程可分为曝气、沉淀和排水三个阶段,周期循环进行。污水连续进入预反应区,经过隔墙底部进入主反应区,在保证供氧的条件下,使有机物被池中的微生物降解。根据进水水质可对运行参数进行调整。与SBR相比,CASS法的优点是:其反应池由预反应区和主反应区组成,因此,对难降解有机物的去除效果更好。进水过程是连续的,因此,进水管道上无需电磁阀等控制元件,单个池子可独立运行;而SBR进水过程是间歇的,应用中一般要2个或2个以上池子交替使用。排水是由可升降的堰式滗水器完成的,随水面逐渐下降,均匀将处理后的清水排出,最大限度降低了排水时水流对底部沉淀污泥的扰动。CASS法每个周期的排水量一般不超过池内总水量的1/3,而SBR则为3/4,所以,CASS法比SBR法的抗冲击能力更好。与传统活性污泥法相比,CASS法的优点是[43-46]:(1)建设费用低:省去了初次沉淀池、二次沉淀池及污泥回流设备,建设费用可节省10%~25%。(2)工艺流程短,占地面积少:污水厂主要构筑物为集水池、沉砂池、CASS曝气池、污泥池,而没有初次沉淀池、二次沉淀池,布局紧凑,占地面积可减少20%~35%。(3)运转费用省:由于曝气是周期性的,池内溶解氧的浓度也是变化的,沉淀阶段和排水阶段溶解氧降低,重新开始曝气时,氧的浓度梯度大,传递效率高,节能效果显著,运转费用可节省10%~25%。(4)有机物去除率高,出水水质好。(5)管理简单,运行可靠:污水处理厂设备种类和数量较少,控制系统比较简单,工艺本身决定了不发生污泥膨胀。所以,系统管理简单,运行可靠。(6)污泥产量低,污泥性质稳定,具有脱氮除磷功能。无异味。6.0CASS工艺特点21n第三章处理酒精废水工艺的操作实践(1)设备安装简便,施工周期短,具有较好的耐水、防腐能力,设备使用寿命长;(2)对原水的水质水量的变化有较强的适应能力,处理效果稳定,出水水质好,可回用于污水处理厂内的如绿化、浇地、洗车等有关杂用用途;(3)处理工艺在国内外处于先进水平,设备自动化程度高,可用微机进行操作和控制;(4)整个工艺运转操作较为简单,维修方便,无污染(5)投资较省,处理成本低,工艺有推广应用价值。通过以上综合分析,最终确定工程好氧采用CASS工艺。6.0CASS反应器的运行CASS周期一般可分为四个步骤:(1)曝气阶段由曝气装置向反应池内充氧,此时有机污染物被微生物氧化分解,同时污水中的NH3-N通过微生物的硝化作用转化为NO3--N。(2)沉淀阶段此时停止曝气,微生物利用水中剩余的DO进行氧化分解。反应池逐渐由好氧状态向缺氧状态转化,开始进行反硝化反应。活性污泥逐渐沉到池底,上层水变清。(3)滗水阶段沉淀结束后,置于反应池末端的滗水器开始工作,自上而下逐渐排出上清液。此时反应池逐渐过渡到厌氧状态继续反硝化。(4)闲置阶段闲置阶段即是滗水器上升到原始位置阶段。1.1.1CASS工艺设计通过厌氧反应器的出水,有机污染物被大大降低,但还原远远达不到排放要求。还需要进一步通过生物氧化处理方能达标排放。废水经过生物好氧池处理后,泥水混合液进入最终沉淀池进行固液分离,分离后的污泥经过浓缩脱水可回收作肥料,上清液即可达标排放。COD浓度小于150mg/L。(1)CASS工艺流程22n第三章处理酒精废水工艺的操作实践图3-3污水处理CASS工艺流程图工艺说明:废水经过冷却塔降温后,进行絮凝沉淀,然后进入生物选择器进行生物吸附,最后进入生化反应区。经过进水、曝气、沉淀、滗水四步循环运行,最后将达标废水排出反应器,沉淀污泥浓缩后用板框打出作为有机肥使用。经过以上工序的处理,优化了出水水质,出水水质优于《污水综合排放标准》(GB8978-1996)中的酒精行业二级标准,CODCr、BOD5、SS去除率均达到99%以上,处理后的废水可作为农田灌溉水源,回用部分作为生产循环水水源。(2)设计方案依据厌氧发酵消化液的产生量及COD出水等生化指标,确定CASS池、污泥浓缩池、沉淀池等大约需要9900m3。结合公司目前的好氧设施,拟对原有好氧池进行改造,分别为:CASS池8800m3、污泥浓缩池400m3、沉淀池700m3。6.0CASS工艺操做参数的确定CASS工艺的初始污泥采自企业原有的活性污泥池,但该池中的的污泥较少,又从厌氧污泥中选用了一大部分作为补充,进行驯化培养,培养初期,产生白色泡沫,随着时间推移越来越多,直至漫过了池沿,流到了池子外面,这种现象持续了一周,泡沫逐渐消减,到几乎不再飞起,只是在液面上不超过10厘米。在驯化过程中,每天加入约池容1/5厌氧消化液,逐步增加到1/4,1/3,最后经过23n第三章处理酒精废水工艺的操作实践约20天的培养,已能达到全部处理前步厌氧的排放液。在此基础上我们对操作参数做了优化对比,主要是温度、pH值、DO值、进水COD值这四项。(1)温度对处理的影响将pH控制在7.0左右,将温度分别控制在20℃、30℃、40℃、50℃和60℃,其他因素不变,依然是进水0.5小时,曝气4小时沉淀1小时,排放0.5小时,整个周期6小时,处理结果以测定COD指标来对比如下:不同温度废水COD的去除率温度对去除率的影响1008093.341.1.11.2.179.4363.4
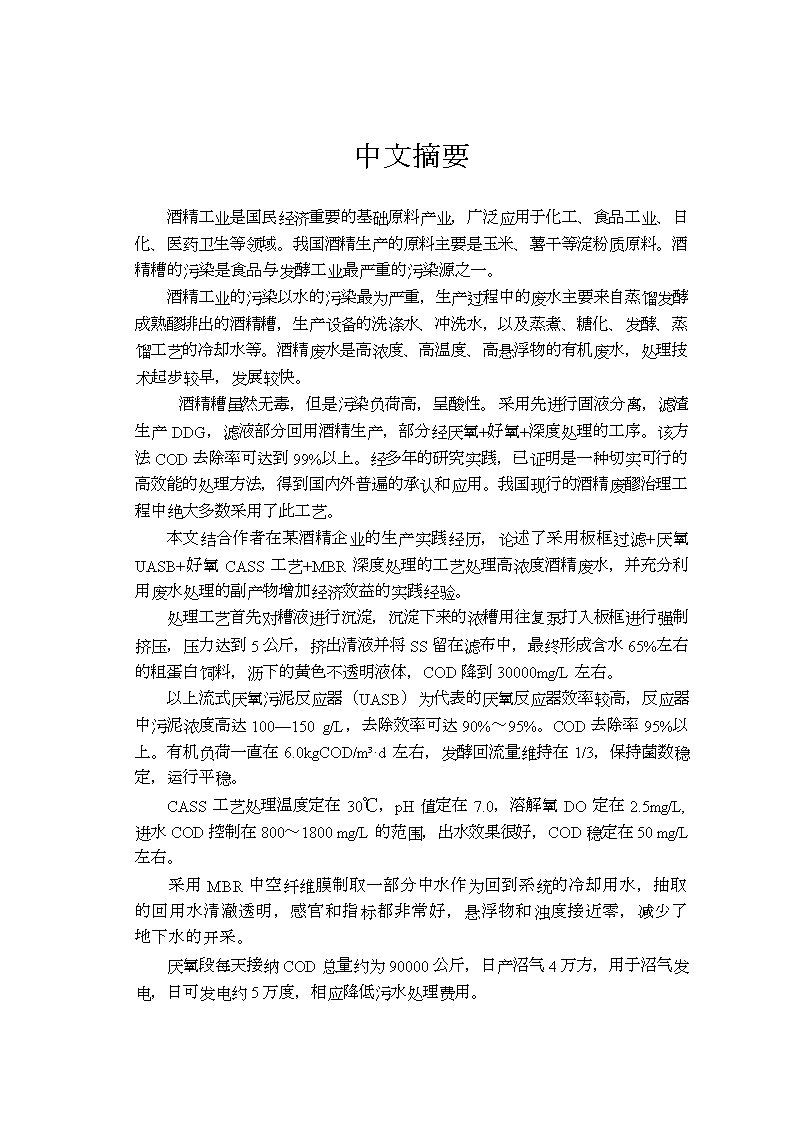
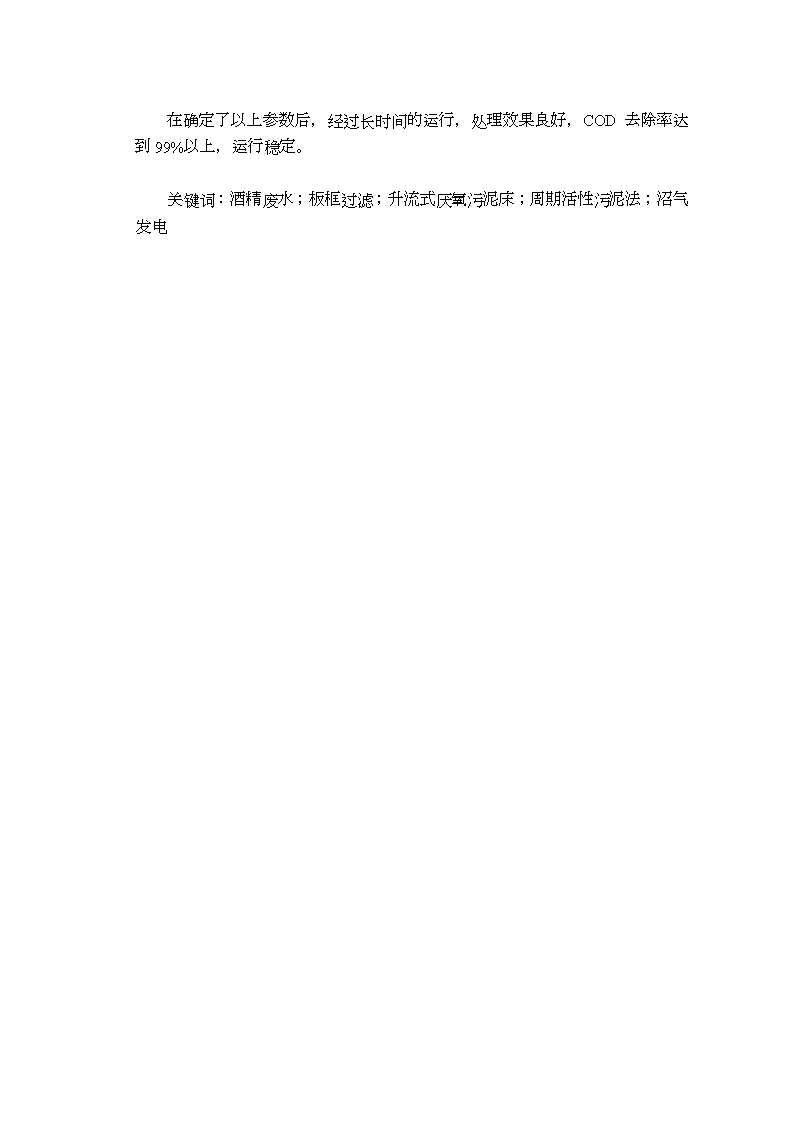
6040200010203040506070温度图3-4温度对去除率的影响水温是影响微生物生长的重要因素,对于中温微生物而言,其适宜的温度范围为15℃~30℃,低于或高于此范围,中温菌的增长速率就会下降,从而降低处理效果。活性污泥是悬浮生长的微生物絮体,它由好氧性微生物(包括细菌、真菌、原生动物、及后生动物)及其代谢和吸附的有机物、无机物组成具有降解废水中有机污染物和一些可部分分解的无机物的能力,显示生物化学活性。由测得的数据可以看出,活性污泥中多数都是中温菌,适宜生长温度为30℃左右,在30℃时污泥去除效果最好,大于或小于30℃去除率有所降低,所以在pH值为7的酸度下,温度为30℃时废水的出水COD值最低,COD去除率最高。(2)pH值对处理效果的影响前面确定了最佳处理温度为30℃,所以在30℃下调整酸度,以确定最佳的pH值,废水的进料量依然保持不变,操作程序时间段不变,温度控制在30℃,用氢氧化钠和盐酸进行调解酸碱度,使pH值分别为:4.5、5.5、6.5、7.5、8.5.处理的溶氧量也保持不变,处理后测得的结果如下表所见:24n第三章处理酒精废水工艺的操作实践PH值对去除率的影响10094.4380601.1.11.2.179.5470402000123456789PH值图3-5pH值对去除率的影响在生物处理过程中,适宜微生物生长的pH值范围一般在4~9,酒精废水的pH酸度大,因此在处理过程中需加入碱性物质,调节酸度值,由图可知,在温度30℃,溶氧量保持不变,酸度为7时废水出水COD值最低,污泥COD去除率最高,达到94.43%。pH值小于7时COD去除率下降,当pH值大于7时,去除率下降明显。而在酒精生产过程中,刷罐水是用氢氧化钠溶液进行的,刷罐以后碱性基本没有变化,用来调节污水pH值非常好,既可以处理掉高碱水,又起到调解酸碱平衡的作用。(3)进水COD对处理效果的影响进水COD的质量浓度也是影像处理效果的一个重要影响因素,在处理温度确定为30℃,pH值设定为7的条件下,进水浓度有所改变时对处理效果也有变化,采用了四种水质进行了实践,分别为进水COD为500mg/L、1500mg/L、2500mg/L、3500mg/L分别测定处理后效果:进水浓度对去除率的影响1008087.493.583.6
76.8604020005001000150020002500300035004000进水浓度图3-6进水浓度对去除率的影响由图可见,CASS处理酒精废水不是越低越好,过低的进水COD不能满足微生物菌的需要,过高的COD也不能使系统很好的处理,污泥中的微生物承受25n第三章处理酒精废水工艺的操作实践不了过高的COD,在温度为30℃,pH值为7的情况下,进水COD在1500mg/L时处理效果最好,这基本符合厌氧出水的控制指标,厌氧出水在800mg/L~1800mg/L.如此厌氧好氧形成了很好的衔接。(4)溶解氧(DO)的浓度对处理效果的影响在确定了反应池水温、pH值、进水COD的适宜范围后,查看了溶解氧对反应效果的影响,采取了1mg/L、1.5mg/L、2.0mg/L、3.5mg/L四个参数做了对比:DO浓度对去除率的影响12010095.696.4801.1.167.4
604020000.511.522.533.54溶解氧浓度图3-7DO浓度对去除率的影响从图中可以看出溶解氧DO的浓度对反应器的运行效果影响很大,浓度为1.2.1mg/L时效果最好,其次是2.5mg/L,参考文献资料,溶解氧浓度在2.0mg/L以上对处理效果都比较理想,考虑到节能的因素,我们确定为2.5mg/L的基本浓度。实践显示CASS工艺处理经过板框过滤、厌氧反应器后的酒精废水,温度定在30℃,pH值定在7.0,溶解氧DO定在2.5mg/L,进水COD控制在800~1800mg/L的范围,效果是很好的。在确定了以上参数后,经过长时间的运行,处理效果良好,COD去除率达到95%以上,运行稳定。如图3-8所示。40000300002000010000进水COD出水COD0图3-8稳定运行的监测结果26n第三章处理酒精废水工艺的操作实践6.0沼气发电的设计运行1.1.1沼气生成量的测算厌氧生物处理是在没有氧的情况下,以厌氧微生物为主对有机物进行降解的处理方法。在厌氧反应过程中,复杂的有机物被降解、转化为简单、稳定的产物,同时释放能量,其主要产物为甲烷。有机物的厌氧降解过程一般可以分为四个阶段。第一阶段为水解阶段,复杂的大分子有机物被细菌胞外酶水解为小分子可溶性有机物,纤维素、淀粉等碳水化合物水解成糖类,蛋白质水解成氨基酸。第二阶段为酸化阶段,溶解性有机物由兼性或专性厌氧菌转化成有机酸、醇、醛、二氧化碳和氢气,有机酸还可进一步降解成各种低级脂肪酸,如乙酸、丙酸、丁酸等。第三阶段为产乙酸阶段。产氢气乙酸细菌利用前阶段产生的各种有机酸,将其分解成乙酸和氢气,还可能有二氧化碳生成。第四阶段为产甲烷阶段。由专性产甲烷菌利用乙酸、二氧化碳、氢气和其他低级有机化合物产生甲烷。影响沼气产生的主要因素影响沼气产生量的主要因素主要包括:污水中COD含量,这是决定沼气产生量决定因素;采用的厌氧发酵工艺,这是决定沼气产生速率的重要因素;厌氧发酵温度,高温(52~55℃)时沼气的产生量和速率较好;pH值要求严格控制在6.8~7.2。沼气主要成分及热值由酒精废液经厌氧发酵产生的沼气中的主要成分为甲烷和二氧化碳,还含有少量的氮、氢、碳四以上的烃类。沼气的热值在20MJ/m3~26MJ/m3之间。本项目沼气生成量预测(1)酒精糟液产生量每生产1吨的酒精可产生酒精糟液16.5m3,糟液中COD的含量约为50~55g/L。按照日产酒精200吨(年产酒精6万吨,每年300个工作日),则日产酒精糟液3300m3。(2)废液的产生量和主要性能指标酒精糟液经沉淀产生的上清液和制造高蛋白饲料压滤后产生的滤液COD含量降至30g/L。(3)厌氧消化后污水的主要指标废水处理采UASB厌氧反应后,COD的去除滤可以达到95%以上,COD27n第三章处理酒精废水工艺的操作实践含量降至1.5g/L左右。(4)厌氧发酵过程中沼气产生量的预测按照每消化1公斤的COD大约可产生沼气0.5Nm3计算,每天产生的废液可生成沼气约为4.5万Nm3。酒精糟液厌氧发酵生成沼气的主要特性(1)沼气的组成沼气主要由甲烷和二氧化碳组成,具体组成详见表3-2。表3-2沼气组成成分表组分名称甲烷二氧化碳氢氮碳四以上烃类合计含量(%)63.235.50.70.60.01100资料来源:北京市燃气及燃气用具产品质量监督检测站《燃气组成、发热量、相对密度检验报告》(2002年4月18日)(2)沼气的热值沼气的高位发热量为25.27MJ/m3(6036kal/m3),低位发热量为22.77MJ/m3(5439kal/m3)(资料来源同上)。1Nm3沼气相当于0.777公斤标煤的热量。(3)沼气的硫化氢含量沼气的硫化氢含量为270mg/m3。(资料来源同上)6.0沼气利用方案及工艺设计1.1.1沼气利用方案的比选沼气的主要成分是甲烷和二氧化碳,它的任意排放会产生温室效应等环境问题,同时沼气中甲烷气体占63%以上,甲烷气体是一种宝贵的清洁能源,热值很高,1m3相当于0.777公斤标煤的热量,具有很高的利用价值。(1)沼气的主要利用方式沼气的处理再利用技术主要有:直接燃烧、产生蒸汽、燃烧发电、转化成瓦斯燃料等几种方式,详见图3-9。28n第三章处理酒精废水工艺的操作实践沼气产生沼气收集沼气焚烧燃料处理锅炉燃料/汽轮机低级燃料蒸汽供热燃气轮机中级燃料瓦斯燃料高级燃料管道供气图3-9沼气利用框架(2)沼气主要利用方式比较沼气各种再利用方式的特性及优缺点详见表3-3。29n第三章处理酒精废水工艺的操作实践表3-3沼气利用方式的比较表收集处理系统特性优点缺点未能回收热量,燃烧产仅需设置沼气收集管投资与维修费用低,适直接燃烧生不稳定,造成熄火,线和燃烧器用于任何场所
污染空气需设置净化设备及贮回收热能,能源回收率距离用户较近,适用于产生蒸汽存罐,需建设厂房较高沼气量较多。距离用户3公里以内,能源回收效率低,输送需设置燃烧器与储槽,可提供附近居民与生管线和纯化设备成本管道供气设置气体输送管线,气产厂部分热能使用高,操作技术与维修费体需先纯化用高应用技术成熟,系统单维修简易,随产气量可沼气必须前处理,符合燃烧发电纯,机组增减弹性大,增减发电机组,能源回燃气发电机组的要求应用普及率高。收率高需设置严格的纯化处纯化后的沼气较为清设备成本高,需设置储制成瓦斯燃料理设备,产品价格高时洁,减少污染,能源回槽,有安全顾虑,价格适用收率高缺乏竞争力(3)利用方式的选取原则1)技术上要具有先进性、可行性和合理性;2)所采用的技术方案应符合国家可持续发展战略;3)经济上可行,能源利用效率高;4)充分利用企业现有的技术条件,节省投资。(4)选用的利用方式目前企业厌氧发酵生成的沼气主要是作为锅炉燃烧的燃料,但沼气直接燃烧能源利用效率较低。通过与相关燃气机组厂家联合进行沼气发电试验,取得良好效果。建设沼气发电系统,只需对原有的系统进行改造,并依据生产规模,扩大厌氧发酵规模,引进沼气发电机组,沼气发电的性价比较高,投资风险小。同时发电机组产生的烟气通过换热器锅炉进行换热,产生蒸汽供生产使用,大大提高沼气的利用效率。也符合废水处理的减量化、无害化和资源化的要求,响应了国30n第三章处理酒精废水工艺的操作实践家发展生物质发电号召,因此燃烧发电和余热回收利用是沼气利用方案的首选。6.0沼气发电工艺设计(1)工艺流程沼气发电工艺主要包括:沼气生成系统、沼气净化系统、燃烧发电及并网系统、气体焚烧系统、监控和保护系统和余热回收系统六部分。工艺流程见图3-10。蒸汽余
热回
收燃烧发电电力并网厌氧发酵沼气收集输送沼气净化系统冷却、调压沼气输送保护监控系统锅炉燃烧蒸汽图3-10沼气发电工艺流程图(2)沼气的集中由于各厌氧反应器都有独立的产气管道,因此,要在每一个反应器出口处设置水封,以防止倒吸的危险,在汇总处还要设一个总水封,使进气管插入水中不低于200毫米,有效防止回火。(3)沼气净化系统设计从发酵罐中抽取的沼气中含有水、二氧化碳、氮气、硫化氢及颗粒污染物等成分,由于沼气中含有二氧化碳等大量惰性气体,会使发电机组的燃烧作用更滑润,因此可不必去除二氧化碳气体等惰性气体,而将引擎系统加以调整,符合沼气燃烧的特性即可。鉴于较高的除硫成本,目前发电机组制造厂商纷纷提高设备的抗腐蚀能力,依据沼气的检验报告,硫化氢的含量仅为270mg/m3,远低于城市污水产沼气的硫浓度,可以不进行脱硫处理,只对水、污染物等成分进行净化处理,以提高沼气的燃烧热值,也避免对燃气发电机组产生腐蚀。沼气在进入燃气发电机组前需进行过滤脱水、干燥等处理。1)过滤、脱水厌氧发酵后产生的沼气含水量为饱和,首先将沼气经过气液分离器初步过滤,除去大液滴和杂质,避免杂质进入发电系统造成发电机引擎的损害。经过滤后,沼气中的有害杂质含量和水分达到发电要求,且其组成成份不变,不影响发31n第三章处理酒精废水工艺的操作实践电效率。2)干燥、加压经过滤脱水后的沼气还需除去较小液滴和细粒,才能进入燃气机。由配置于发电机组内的过滤器和鼓风机对沼气进行干燥加压。其主要的功能是将含水分高的沼气经冷凝、精制、压缩及再加热等过程后,作为发电用的燃料。(4)发电系统设计1)发电规模的确定原则依据企业的酒精产量、厌氧发酵工艺、固液分离中饲料的产量等进行总体规划,依据沼气的产生量逐步增加发电机组,以气定电,保持适度的弹性,确保机组能投入发电。2)发电规模的确定甲烷气体的热值为36000kJ/m3,发电消耗的热值为860kcal/kWh,发电机组的燃烧效率为95%,发电机组的热效率为30%,则甲烷气体的发电能力为3kWh/m3CH4。依据沼气成分的检验报告,沼气中甲烷含量为63.2%,按甲烷含量为60%进行测算,沼气的发电能力约为1.8kWh/m3以上。依据沼气发生量的预测,本工程沼气的日产生量为4.5万Nm3/d,考虑到沼气的过滤、管网损耗,发电机组的燃烧效率(95%),沼气的可利用量按95.5%以上测算,其中83.3%用于发电。沼气的最大发电能力为45000×95.5%×83.3%×1.8/24=2685kWh,按照发电能力是装机容量的80%设计,总装机容量应在3350kW左右,本项目拟建设的发电工程装机容量为3500kW,适当留有检修余量。其余的沼气仍进入锅炉进行燃烧。3)发电机组的设备选取随着国内装备制造业的快速发展,国内沼气发电机组的工艺水平已经达到国际先进水平,性价比高。考虑到厌氧发酵沼气产生的速率,本项目拟安装2台500kW和10台250kW的沼气发电机组,总装机容量为3500kW。32n第三章处理酒精废水工艺的操作实践表3-3发电机组的特性表项目指标(250kW)指标(500kW)型号250GFT500GF1-1RZ发电机转速1500转/分1000转/分发电机频率50Hz50Hz发电机额定出力250kW500kW气缸数612缸径170cm190cm冲程44排气温度560~600℃<630℃质量5.5t13.55t4)发电量测算发电机组年工作小时数为8400h,日最高发电量为9.262万kWh,年发电量为3240万kWh。(5)电力并网系统设计电力并网包括:变压器、输配模块和高压输配线路。变压器将发电产生的380V低压电提升至10.5kV高压,以便于和公司10kV输配电系统相连接。升压变压器容量为4500÷0.8=5625kVA,选用2台3150kVA的升压变压器。输配模块包含高压输出回路/断路及站场保护系统。同时气体控制开关安装在明显可见处,以便隔离维修。高压电输配电线路确定为由架空线连接到公司内10kV输配电系统上。(6)电力监控和保护系统设计采用计算机对沼气的处理过程和燃气发电机组进行实时控制,起到监视、控制、报警和保护作用,并对沼气发电机组的自动启动、停机、故障检测以及电子点火进行自动控制,并能依据沼气量的多少自动调节输出功率。监控和保护系统包括:沼气的处理过程的监控和保护、发电机组的监控和保护、电力并网系统的监控和保护三部分。1)沼气处理过程的监控和保护运用计算机监控系统,针对每个发酵罐的沼气产生量调整其抽气压力,以获得最大且稳定的沼气量。计算机监控系统全天候实施监控,因此通过对监控计算33n第三章处理酒精废水工艺的操作实践机系统上的资料进行分析,就可以获得每个发酵罐的甲烷浓度、产生量、二氧化碳浓度等数值,并进行跟踪预测。2)发电机组的监控和保护发电机由交流发电机、水冷系统和后冷却系统、冷却水箱、泵、通风设备及发电机回路断路系统等单元所组成,由计算机逻辑系统控制;发电机计算机控制系统除基本的负载控制外,还包括紧急开关系统等其它功能。①计算机控制系统监控下列操作单元通风设备机组;发生火灾及气体溢散时的紧急关闭系统;引擎启动程序;发电机同步系统;负载控制;水冷系统的温控;引擎警示紧急关闭系统;空气/燃料比控制;引擎紧急停车程序等。②计算机保护系统具有以下功能如水冷系统温度过高、机油温度超标或机油压力过低时将发出警告,并启动紧急处理程序使引擎停机;由计算机监控系统控制的警报系统及紧急停止运转程序;由稳压器和继电器保护器等装置来维护电力设施的使用安全。3)电力输出系统的监控和保护电力输出系统的监控和保护是当发电设施内发生电力故障时,能在最短时间内把发电设施自动停止供电及事后隔离,这些故障可能发生在与公司互联连接的高压馈线,或在发电设施内的低压设备(包括发电机)。①高压保护系统的组成多功能开关;不同步开关;变压器差动开关;(电压)向量起伏开关。发电设施高压保护系统与公司现有的变电所馈线保护系统相互协调,同时也保护发电设施本身。②低压保护系统的组成多功能开关;34n第三章处理酒精废水工艺的操作实践“逆向无效电力”保护控制单位;过电流开关。沼气焚烧系统及余热利用系统设计工程利用原有的沼气锅炉房消耗剩余沼气产生量或发电机组整体检修时的多余气体,或通过调整固液分离的程度来调节沼气的产生量。发电机组排气温度在560℃~630℃之间,依据目前的工艺,可采用针式换热器锅炉进行回收利用,将其转换成蒸汽供公司生产使用。按照热交换效率,每小时可产生1.6吨120℃的蒸汽。日产120℃的蒸汽约38吨,年产120℃的蒸汽约12000吨。6.0废水深度处理为制取一部分中水作为回到系统的冷却用水,我们做了一部分中空纤维膜的MBR设备,抽取的回用水清澈透明,感官和指标都非常好,悬浮物和浊度接近零。在污水处理,水资源再利用领域,MBR又称膜生物反应器(MembraneBio-Reactor),是一种由膜分离单元与生物处理单元相结合的新型水处理技术。膜的种类繁多,按分离机理进行分类,有反应膜、离子交换膜、渗透膜等;按膜的性质分类,有天然膜(生物膜)和合成膜(有机膜和无机膜);按膜的结构型式分类,有平板型、管型、螺旋型及中空纤维型等。固液分离型膜-生物反应器是在水处理领域中研究得最为广泛深入的一类膜-生物反应器,是一种用膜分离过程取代传统活性污泥法中二次沉淀池的水处理技术。将CASS工艺处理后的废水部分用中空纤维膜加以抽取,由于膜的高效分离作用,分离效果远好于传统沉淀池,处理出水极其清澈,悬浮物和浊度接近于零,细菌和病毒被大幅去除,出水水质优于建设部颁发的生活杂用水水质标准(CJ25.1-89),可以直接作为非饮用市政杂用水进行回用。同时,膜分离也使微生物被完全截流在生物反应器内,使得系统内能够维持较高的微生物浓度,不但提高了反应装置对污染物的整体去除效率,保证了良好的出水水质,同时反应器对进水负荷(水质及水量)的各种变化具有很好的适应性,耐冲击负荷,能够稳定获得优质的出水水质。由于深度处理后的废水浮物和浊度接近于零,视觉上与地下水接近,盐分又很少,因此作为冷却用水非常好,可以在热量替换平衡的情况下,最大可能的进行冷却水替换,大量节约了地下水源。35n第三章处理酒精废水工艺的操作实践6.0主要设备明细表3-4主要设备及构件清单序号设备名称规格型号单位数量备注1厌氧发酵罐3000m3座1新建2厌氧发酵罐2500m3座1新建3厌氧发酵罐2200m3座2改建4沼气发电机组500GF1-1RZ台45沼气发电机组X6170台106冷却塔CDBNL3座77冷却水罐300m3座4自制8换热器B(K)L0.6C(S)200-1.2/2600-24台109变压器3150kVA台210储气柜1000m3座1改建11轴流式风机GDZ3.15台412余热回收装置套113监控和保护系统套114发电车间Ⅰ12×48平方米57615发电车间Ⅱ12×36平方米43216污水提升泵JYWQ200台217絮凝反应罐个1自制18中心筒个2自制19罗茨鼓风机FTB-200台420污泥回流泵JYWQ35台421剩余污泥泵JYWQ25台422螺杆泵G50-1台123板框压滤机800台236n第三章处理酒精废水工艺的操作实践序号设备名称规格型号单位数量备注24滗水器XB400台425曝气系统KKI215套126加药罐个1自制27电动阀LQ40LQ80个928流量计TDS-100F个129超声波液位计CJ个530CASS池立方米880031沉淀池立方米70032污泥浓缩池立方米40033粉碎机台234秸秆发酵设施套1自制35废液输送管道DN300米50036废水输送管道DN300米40037沼气输送管道DN300米100038其他配套台(套)376.0本章小结本章对酒精废水处理工艺的设计、运行参数进行了实践分析,最终形成了板框过滤+厌氧工艺+CASS+深度处理工艺的污水处理流程的建设参数、运行参数,并得到了长期平稳运行经验。37n第四章处理酒精废水中的循环经济第四章处理酒精废水中的循环经济酒精废水的处理过程中,产生了大量的副产品:悬浮物SS、污泥、厌氧产生的沼气、废水处理后产生的二次水以及二氧化碳气等。把这些副产品有效的加以利用,既能够增加企业效益,又可以减少社会资源消耗。遵照“减量化、再利用、资源化”的原则,从酒精废水开始,延伸产业链的源头,通过大幅度提高资源利用率,实施清洁生产,培育新的循环经济增长点,建立起一个有示范效应的循环经济产业。6.0循环经济指标主要指标达到国家循环经济的指标要求,见表4-1。表4-1循环经济示范企业发展指标项目序号指标单位规划目标1人均工业增加值万元/人≥15经济发展2工业增加值增长率≥25%3单位工业增加值综合能耗吨标煤/万元≤0.54单位工业增加值新鲜水耗m3/万元≤95单位工业增加值废水产生量t/万元≤8物质减量与循环6单位工业增加值固废产生量t/万元≤0.17工业用水重复利用率≥98%8工业固体废物综合利用率≥98%9中水回用率≥40%10单位工业增加值COD排放量kg/万元≤111单位工业增加值SO2排放量kg/万元≤112危险废物处理处置率100%13生产、生活污水集中处理率≥98%污染控制14生产、生活垃圾无害化处理率100%38n第四章处理酒精废水中的循环经济15废物收集系统具备16废物集中处理处置设施具备17环境管理制度完善18信息平台的完善度100%19企业编写环境报告书情况1期/年企业管理20公众对环境的满意度≥90%21公众对生态工业的认知率≥90%围绕酒精这一产业,以酒精废水处理为契机,实施酒精产业链清洁生产,利用酒精废水的副产品先后开发出二氧化碳、沼气、饲料、有机肥、电力等深加工产品和综合利用产品,将节能、降耗、减排工作放在重要位置,为企业发展循环经济和可持续发展奠定基础。6.0资源综合利用生产方式形成公司以污水处理设施的建设为契机,完善生产配套设施建设,形成初步形成了资源综合再利用的生产方式,具体表现在如下几个方面。(1)废糟液处理,提取生产蛋白饲料糟液作为酒精的废料,其污染性极大,生产1吨酒精将产生15吨糟液。它具有高温、粘稠、酸性强等特点。如果不进行科学的回收处理,对周边环境造成巨大污染。为了有效的治理年产90万吨的糟液,成立了DDG蛋白饲料公司。酒精生产产生的糟液,由管道经沉淀冷却后直接进入板框压滤机分离出糟渣,糟渣再进入烘干机烘干成含蛋白28%以上的DDG蛋白饲料。饲料公司年产饲料5万吨,年实现销售收入4000万元。从社会效益分析,每年回收生产5万吨蛋白饲料等同15万吨玉米中的蛋白含量,对周边的养殖业起到很好的蛋白饲料供应作用。(2)废气回收,生产二氧化碳生产酒精过程中,除产生废料糟液外,还产生二氧化碳气体。二氧化碳如果不加以收集处理,直接外排到大气中,将会引起大气污染,形成温室效应。为此,公司成立了二氧化碳气体车间,对二氧化碳气体进行系统收集,通过一系列的水洗、碱洗、除杂、除水等净化工艺,再经过高压冲装、低压灌装,二氧化碳气体已成为高纯度的高、低压液体二氧化碳。可广泛应用于焊接、饮品和生产蔬菜等领域。通过不断的技术改造,公司实现年产二氧化碳2万吨。39n第四章处理酒精废水中的循环经济(3)废液再利用,生产沼气发电生产酒精产生的糟液,经过生产饲料过程后,分离出来的稀糟液具有极强的酸性,如果直接排放将带来巨大的环境污染。而在厌氧反应器中进行发酵反应,产生可再生能源沼气,年可产沼气1000万立方米。为了最大限度利用沼气这一可再生能源,公司兴建了天津市第一家环保型自备电厂―沼气发电厂,总装机容量3500千瓦时。废液制取的沼气经管道进入沼气发电车间,通过外混内燃式发电机组进行发电,年可发电1440万度,实现间接经济效益720万元。同时再加上原有的热电联产发电,企业真正实现了自产发电的自给自足,不必再担心夏季用电高峰拉闸限电影响生产。(4)污泥沼气发酵也是一个造肥的过程。在这个过程中,作物生长所需的氮、磷、钾等营养元素基本上都保持下来,因此沼液是很好的有机肥料。沼液及沼渣总称为沼肥,是生物质经过沼气池厌氧发酵的产物。据测定,沼液中含有丰富的氮、磷、钾、纳、钙等营养元素。沼液、沼渣中的大部分物质都是新生的,这就是沼液、沼渣与敞口池中粪水的根本区别。沼液中,已经测出各类氨基酸、维生素、蛋白质、赤霉素、生长素、糖类、核酸以及抗生素等,这些物质都是综全利用的物质基础。例如:赤霉素可使种子提早发芽,某些核酸、单糖能增强作物的抗旱能力,某些游离氨基酸能增强作物抗冻能力某些抗生素则能防治某些作物病虫害,多种氨基酸和微量元素添加到饮料中以弥补其不足,促进畜禽增产等。6.0中水和能源的循环利用废水处理后将产生大量的可回用二次水源,供生产的冷却用水。对原有用水系统是一个根本性变革,使吨酒精用水量节约了40%。1.1.1工艺创新,实现闭路水循环公司在实施节水改造前,每生产1吨酒精需耗水30多吨。6万吨生产能力按标准需耗水近200万吨。为了降低水消耗,公司进行了节水工程,形成了密闭式的水循环系统,充分用中水代替原来的地下开采水。在用水过程中,坚持三项举措。一是生产循环用水。二氧化碳水循环:一次水经二氧化碳车间用于冷却后,温度升高不大,经冷却塔降温处理后,再用于二氧化碳生产冷却用水;沼气发电水循环:沼气发电冷却水直接进入冷却水池,经冷却后再用于沼气发电冷却。二氧化碳冷却塔溢出水一部分进入沼气发电冷却水池加入沼气发电水循环;40n第四章处理酒精废水中的循环经济酒精生产水循环:酒精生产冷却水直接进入二次水池,经降温处理后再用于酒精生产冷却。二氧化碳冷却塔溢出水另一部分进入二次水池,加入酒精生产水循环;热电联产水循环:原煤燃烧后产生大量煤灰,在进入烟道前加装水膜除尘器,冲洗煤灰后的废水直接进入沉淀池经自然沉淀后,再抽取上清液用于冲洗煤灰。二是酒精糟液部分回用。集团除对水资源进行多次重复利用外,还对要求不高的用水部门进行物质取代。糟液处理需要较大的动能和热能,而且受负荷的限制。为了减小设备的承载负荷和节能,在保持生产工艺的前提下,根据精确计量,打入定量糟液;在粉碎车间拌料时,也掺入糟液代替水。同时,热电厂也一改以前的水润煤为糟液润煤。三是生活用水尽量用生产废水。除直接饮用外,公司坚持生活用水尽量用二次水。在冬季,公司利用蒸馏车间的冷却水,用于全厂的冬季取暖。同时,利用二次水用于卫生间冲厕。通过不断的技术改造,节水效果显著。吨酒精实现节水40%。6.0废水热源梯级利用公司多个生产部门需要蒸汽,蒸汽来源于热电厂的锅炉车间,负荷压力较大。而有些部门如蒸馏车间、沼气发电车间是散热部门。对用汽要求不高,只是预热升温。我们采取热量代换的方法进行升温。如沼气车间的厌氧反应器中糟液的预热,以前采用蒸汽升温。现将糟液通过管道,首先穿插在蒸馏废醪出料管内预热,再进入蒸馏车间进行酒汽蒸馏换热,再由主糟管路升温,回至厌氧反应器,温度已由原来的36度提高到70度左右。再如热电厂锅炉内的软化水如果从常温加热至汽化,耗煤较大。通过技术改造对软化水在进入锅炉前进行预热处理,17度软化水从软化车间通过管路依次通过蒸馏冷却、糖化锅冷却、蒸馏酒汽换热,最后进入沼气车间,在沼气车间烟囱内盘旋上升,温度可升至95度左右,再进入锅炉。以废水处理为核心,采用节能新技术、新工艺的酒精清洁生产闭路循环工艺流程,对生产过程中产生的废弃物糟液、二氧化碳、沼气消化液、废水等进行资源化减量化和无害化理。工艺流程如下所示:41n第四章处理酒精废水中的循环经济图4-1工艺流程图6.0废水处理循环利用的经济效益废水处理工程以年产6万吨为例,淀粉质酒精废水水量为3000m3/d,CODcr30000mg/L,BOD518000mg/L,SS2000mg/L,pH4-5。根据环保部门的有关规定,废水排放应达到《污水综合排放标准》(GB8978-1996)中的一级标准:CODcr≤300mg/L,BOD5≤150mg/L,SS≤200mg/L,pH6~9。运行费用:人工费用0.1元/吨水;吨水电耗0.65元/吨水,药剂费0.25元/吨水,直接费用1.00元/吨水。效益分析:厌氧段每天接纳COD总量约为90000kg,每立方米沼气的发热量约为20800~23600J,沼气发热量约为5500kcal/m3,相当于1kg燃煤的热值,回收用于厂内生产锅炉燃烧,每天节约标准煤45吨,吨煤按600元计,每天可收益27000元,全年按300天生产时间计算,可节约标准煤炭13500余吨,每年节约煤炭费用800万元。除去年运行费用约144万元,吨水收益7.4元/吨水。6.1本章小结将酒精废水处理产生的副产品二氧化碳、沼气、饲料、有机肥、电力等进行综合利用,形成循环产业链。不仅减少污染,而且带来一定的经济效益。42n第五章结论及建议第五章结论及建议6.0结论酒精是一重要的基础原料有机产品,应用广泛。生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,以及设备的洗涤水、冲洗水、冷却水等。企业日产酒精200吨,日产污水3000吨。酒精废水的特点是高浓度、高温度、高悬浮物,酒精废水的污染是食品与发酵工业最严重的污染源之一。经过多年的的发展实践,最后确定采用板框过滤+UASB厌氧消化反应器+CASS好氧处理+深度处理的工艺完全实现了废水达标排放,污染物去除率达到99%以上。所产生的副产品开发了蛋白饲料、有机肥和沼气发电。具体参数如下:(1)酒精糟液要先进行沉淀降温,沉淀24小时以上,降温到45℃,能取得较好的沉降效果。板框过滤采用不低于80目的滤布进行过滤,能达到去除悬浮物80%的能力。(2)厌氧采用UASB为主要处理工艺,反应器中污泥浓度高达100—150g/L,COD去除率95%以上。有机负荷一直在6.0kgCOD/m³·d左右,发酵回流量维持在1/3,保持菌数稳定,运行平稳。(3)CASS工艺处理温度定在30℃,pH值定在7.0,溶解氧DO定在2.5mg/L,进水COD控制在800~1800mg/L的范围,出水效果是很好,COD稳定在50mg/L左右,氨氮低于15mg/L,总磷低于0.5mg/L,效果良好。(4)采用MBR中空纤维膜制取一部分中水作为回到系统的冷却用水,回用水清澈透明,感官和指标都非常好,悬浮物和浊度接近零。(5)厌氧段每天接纳COD总量约为90000kg,日产沼气40000m3,用于沼气发电,日可发电约50000kwh,相应降低污水处理费用。在确定了以上参数后,经过长时间的运行,处理效果良好,总体COD去除率达到99%以上,氮磷达标排放,运行一直稳定。6.1建议在现有的废水处理基础上,还需要进一步优化操作关键点,使运行成本更低,处理效果更好。同时探索新的处理工艺,以期达到更好的治理效果。目前对酒精废水的DDGS工艺,国内技术也逐步走向成熟,利用酒精生产工艺中的废能源采用四效蒸发,提纯废液中固形物,最后形成COD指标极大地43n第五章结论及建议降低,非常容易的进行厌氧好氧处理。有可能会成为未来更好的发展趋势。44n参考文献参考文献[1]KimTH,TaylorF,KevinB.Hicks.BioethanolproductionfrombarleyhullusingSAA(soakinginaqueousammonia)pretreat-ment[J].BioresourceTechnology,2008,99(13):5694-5702[2]TangaYQ,KoikebY,LiuaK,etal.EthanolproductionfromkitchenwasteusingtheflocculatingyeastSaccharomycescerevisiaestrainKF-7[J].Biomass&Bioenergya.2008,1(27):1-9[3]宋安东,张世敏,马向东,等.利用苹果渣生产酒精的实验研究[J].中国沼气,2003,21(2):45-47[4]饶志明.微生物发酵法从柑橘皮渣制取乙醇的研究[J].果树科学,2000,17(1):31-34[5]李静,李安民.鲜苹果渣制备酒精的工艺研究[J].农产品加工,2009,8(4):60-63[6]孙世中,高天荣,赵焱,等.废弃烟叶燃料酒精发酵工艺探索[J].农业工程学报,2009,25(6):245-248[7]张继泉,郭利美,王瑞明.玉米秸秆发酵生产燃料酒精工艺探讨[J].广州食品工业科技,2003,19(2):24-25[8]BergC,LichtFO.Worldfuelethanolanalysisandoutlook[R].MinistryofEconomyTradeandIndustry(METI)(Japan),2003[9]OliverioJL,HilstAGP.DHR!DEDINIHidroliseRapida(DEDINIRapidHydrolysis)revolutionary:processforproducingalcoholfromsugarcanebagasse[J].InternationalSugarJournal,2004,106(12):168-172[10]DienBS,BothastRJ,NicholsNN,etal.TheU.S.cornethanolindustry:Anoverviewofcurrenttechnologyandfutureprospects[J].IntSugarJnl.,2002,104(12):204-207[11]马赞华.酒精高效清洁生产新工艺[M].北京:化学工业出版社,2003[12]高寿清.生物制燃料酒精的发展和需要解决的问题[J].食品与发酵工业,1991,11(1):54-60[13]唐受印,戴友芝,刘忠义,等.食品工业废水处理[M].北京:化学工业出版社,2001[14]张超.厌氧好氧工艺设计处理酒精生产废水[J].污染防治技术,2006,19(2):57-59[15]沈连峰,田立江,陈荣平,等.酒精废水的处理和综合利用技术[J].水处理技术,2007,33(8):68-7045n参考文献[16]李兆春,郑朔方,侯文华,等.玉米酒精糟液生产高蛋白饲料的清洁生产工艺[J].工业用水与废水.2005,36(3):27-29[17]买文宇.生物化工废水处理技术及工程实例[M].北京:化学工业出版社,2002[18]尤新.玉米的综合利用及深加工[M].北京:中国轻工业出版社,1993[19]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社,1998[20]于明.板框压滤机的选择和操作参数的确定[J].过滤与分离,1998,23(1):19-21[21]钟碧良,麦劳光,李春香,等.板框过滤机联动控制[J].茂名学院学报,2002(1):22-25[22]Lettinga,G.etal.Useoftheupflowsludgeblanket(UASB)reactorconceptforbiologicalwastewatertreatment,especiallyforanaerobictreatmentbiotechnol[J].Bioengin,1980,22(3):699-734[23]王凯军,左剑恶,甘海南,等.UASB工艺的理论与工程实践[M].北京:中国环境科学出版社,2000[24]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社,2003[25]许保玖,龙腾锐.当代给水与废水处理原理[M].北京:高等教育出版社,2000[26]唐一.碱度及水力负荷等因素对UASB反应器中污泥颗粒化影响的研究[D].北京:清华大学硕士论文,1990[27]AbbasiTasneem,AbbasiS.A.Productionofcleanenergybyanaerobicdigestionofphytomass-Newprospectsforaglobalwarmingameliorationtechnology[J].Renewableandsustainableenergyreviews,2010,14(6):1653-1659[28]LucasSeghezzo,GrietjeZeeman,JulesBvanLier,etal.Areview:theanaerobictreatmentofsewageinuasbandegsbreactors[J].BioresourceTechnology,1998,65(3):175-190[29]ColussiI,CortesiA,DellaVedovaL,etal.Start-upproceduresandanalysisofheavymetalsinhibitiononmethanogenicactivityinEGSBreactor[J].BioresourceTechnology,2009,100(24):6290-6294[30]Jewell,WJ.Anaerobicsewagetreatment[J].EnvironmentalScienceandTechnology,1987,21(1):14-2[31]IshchenkoSS,KlimovAA.CharacteristicsofthetemperaturedependenceoftheEPRspectrumofalayeredGaSe:Gdcrystal[J].Physicsofthesolidstate,1998,40(1):55-56[32]LettingaG,RebacS,ZeemanG.ChallengeofpsychropHilicanaerobicwasterwatertreatment[J].TrendsBiotechnol.,2001,19(9):363-37046n参考文献[33]FrankinRJ,KoevoetsAA,GilsWM,etal.ApplicationoftheBIOBEDupflowfluidizedbedprocessforanaerobicwastewatertreatment[J].WaterScienceandTechnology,1992,33(2):373-382[34]KrishnaG.V.T.Gopala,KumarPramod,KumarPradeep,etal.Treatmentoflow-strengthsolublewastewaterusingananaerobicbaffledreactor(ABR)[J].EnvironmentalManagement.2009,90(1):166-176[35]VanDerLastARM,LettingaG.Anaerobictreatmentofdomesticsewageundermoderateclimatic(Dutch)conditionsusingupflowreactorsatincreasedsuperficialvelocities[J].WaterScienceandTechnology,1992,25(7):167-178[36]EliasRF,PatrickS,FrancescPB,etal.Treatmentofantraniicacidinananaerobicexpandedgranularsludgereactoratlowconcentrations[J].WaterScienceandTechnology.,1999,40(1):187-194[37]阎中,林秀军,朱民.低温下EGSB反应器运行研究[J].建设科技,2008,5(14):39-42[38]Austermenn-HaunU.Fullscaleexperienceswithanaerobictreatmentplantsinthefoodandbeverageindustry[J].WaterScienceandTechnology,1999,40(1):305-312[39]ZoutbengGR.Anaerobictreatmentofpotatoprocessingwastewater[J].WaterScienceandTechnology,1999,40(1):297-304[40]隗华,陈崇亮.EGSB/CASS工艺处理植物蛋白废水[J].中国给水排水,2008,24(18):69-71[41]张统,间歇式活性污泥法污水处理技术及工程实例[M].北京:化学工业出版社,2002[42]沈耀良,王宝贞.循环活性污泥系统(CASS)处理城市污水[J].中国给水排水,1999,25(11):5-8[43]王福珍.污泥膨胀问题与序列间歇式活性污泥法[J].中国环境科学,1995,15(2):131-141[44]KIRKWOODS.Yannawawastewatertreatmentplant(Bangkok,Thailand):design,constructionandoperation[J].WaterScienceandTechnology,2004,45(10):221-228[45]霍艳.ICEAS工艺在污水处理厂中的运行控制实践[J].中国给水排水,2008,34(7):40-43[46]杨亚静,李亚新.CASS工艺的理论与设计计算[J].科技情报开发与经济,2005,15(13):186-18847n致谢致谢本文在选题、实验方案确定及论文撰写、修改过程中都得到了学院导师季民教授的悉心指导。导师严谨的治学精神,深厚的学养,高尚的品格,使我无论在做学问还是做人方面都获益匪浅,再次表示谢意。天津市环评中心的张泽生高工,正是在他的鼓励下,当时才参加的入学考试并被录取,在我的研究生学习中给以了很大的帮助。在我的论文准备、选题、实验研究及撰写过程中都给予了大力指导、支持和帮助,论文得以能够完成,离不开他在学术上的指导,在此表示感谢。学院的李超、苏晓、黄羽、王凯同学帮我查找资料给了我很大帮助,在此表示感谢。也一并感谢我的家人和同事对我的一贯支持。48