

- 353.69 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
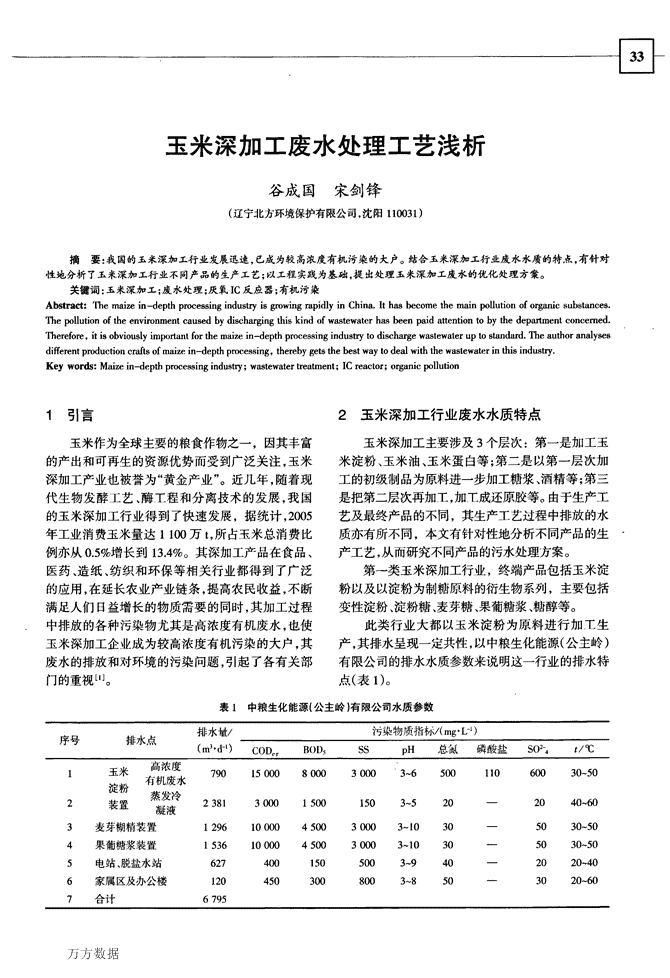
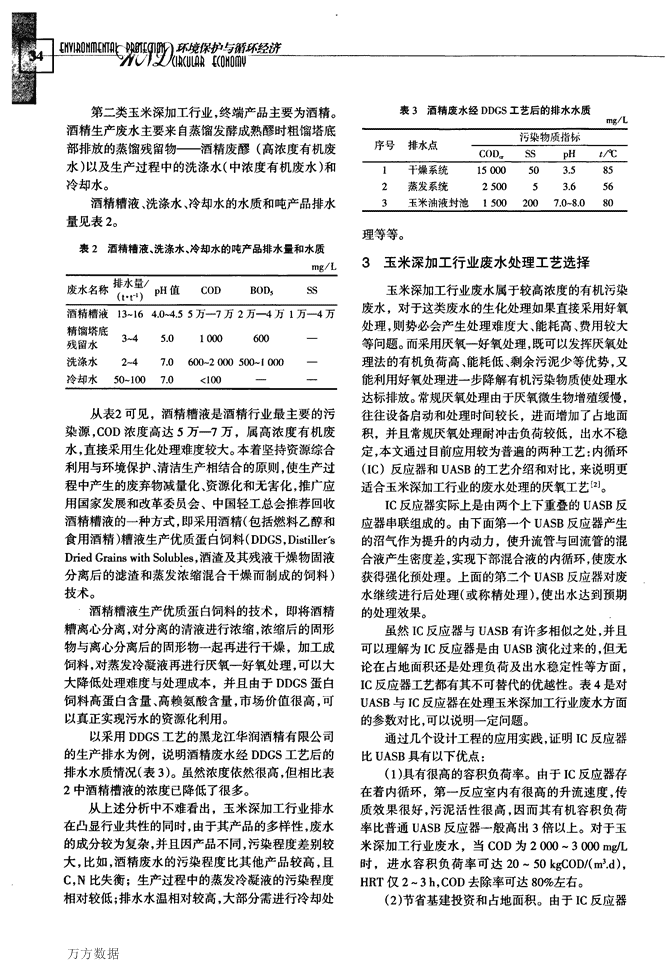
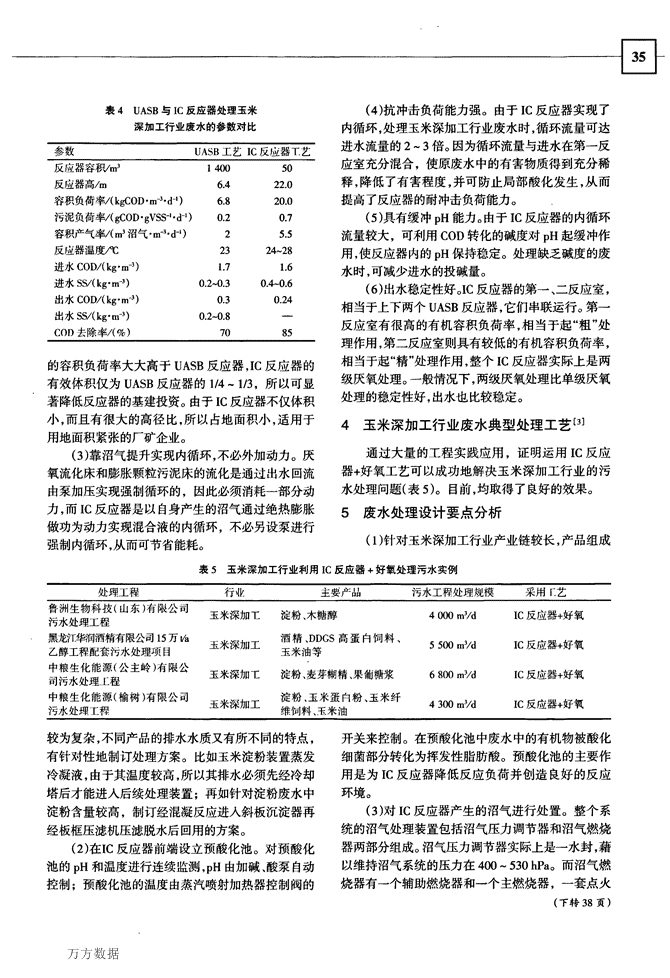
万方数据玉米深加工废水处理工艺浅析谷成国宋剑锋(辽宁北方环境保护有限公司,沈阳110031)摘要:我国的玉米深加工行业发展迅速,已成为较高浓度有机污染的大户。结合玉米深加工行业废水水质的特点,有针对性地分析了玉米深加工行业不同产品的生产工艺;以工程实践为基础,提出处理玉米深加工废水的优化处理方案。关键词:玉米深加工;废水处理;厌氧Ic反应器;有机污染Abstract:Themaizein-depthprocessingindustryisgrowingrapidlyinChina.Ithasbecomethemainpollutionoforganicsubstances.卟epollutionoftheenvironmentcausedbydischargingthiskindofwastewaterhasbeenpaidattentiontobythedepartmentconcerned.Therefore,itisobviouslyimportantforthemaizein-depthprocessingindustrytOdischargewastewateruptostandard.Theauthoranalysesdifferentproductioncraftsofmaizein—depthprocessing,therebygetsthebestwaytodealwiththewastewaterinthisindustry.Keywords:Maizein-depthprocessingindustry;wastewatertreatment;ICreactor;organicpollution1引言2玉米深加工行业废水水质特点玉米作为全球主要的粮食作物之一,因其丰富的产出和可再生的资源优势而受到广泛关注,玉米深加工产业也被誉为“黄金产业”。近几年,随着现代生物发酵工艺、酶工程和分离技术的发展,我国的玉米深加工行业得到了快速发展,据统计,2005年工业消费玉米量达1100万t,所占玉米总消费比例亦从0.5%增长到13.4%。其深加工产品在食品、医药、造纸、纺织和环保等相关行业都得到了广泛的应用,在延长农业产业链条,提高农民收益,不断满足人们日益增长的物质需要的同时,其加工过程中排放的各种污染物尤其是高浓度有机废水,也使玉米深加工企业成为较高浓度有机污染的大户,其废水的排放和对环境的污染问题,引起了各有关部门的重视【l|。玉米深加工主要涉及3个层次:第一是加工玉米淀粉、玉米油、玉米蛋白等;第二是以第一层次加工的初级制品为原料进一步加工糖浆、酒精等;第三是把第二层次再加工,加工成还原胶等。由于生产工艺及最终产品的不同,其生产工艺过程中排放的水质亦有所不同,本文有针对性地分析不同产品的生产工艺,从而研究不同产品的污水处理方案。第一类玉米深加工行业,终端产品包括玉米淀粉以及以淀粉为制糖原料的衍生物系列,主要包括变性淀粉、淀粉糖、麦芽糖、果葡糖浆、糖醇等。此类行业大都以玉米淀粉为原料进行加工生产,其排水呈现一定共性,以中粮生化能源(公主岭)有限公司的排水水质参数来说明这一行业的排水特点(表1)。表1中粮生化能源(公主岭)有限公司水质参数n◆蹶一万方数据第二类玉米深加工行业,终端产品主要为酒精。酒精生产废水主要来自蒸馏发酵成熟醪时粗馏塔底部排放的蒸馏残留物——酒精废醪(高浓度有机废水)以及生产过程中的洗涤水(中浓度有机废水)和冷却水。酒精糟液、洗涤水、冷却水的水质和吨产品排水量见表2。表2酒精糟液、洗涤水、冷却水的吨产品排水量和水质mg/L废水名称掣-。7_:。五/pH值c。。B。。,SS酒精糟液13。164.0~4.55万一7万2万—4万1万—4万曩窨磐34s.。,ooo600一洗涤水2-47.0600~2000500~i000一冷却水50~1007.0<100一从表2可见,酒精糟液是酒精行业最主要的污染源,COD浓度高达5万一7万,属高浓度有机废水,直接采用生化处理难度较大。本着坚持资源综合利用与环境保护、清洁生产相结合的原则,使生产过程中产生的废弃物减量化、资源化和无害化,推广应用国家发展和改革委员会、中国轻工总会推荐回收酒精糟液的一种方式,即采用酒精(包括燃料乙醇和食用酒精)糟液生产优质蛋白饲料(DDGS,Distiller'sDriedGrainswithSolubles,酒渣及其残液干燥物固液分离后的滤渣和蒸发浓缩混合干燥而制成的饲料)技术。酒精糟液生产优质蛋白饲料的技术,即将酒精糟离心分离,对分离的清液进行浓缩,浓缩后的同形物与离心分离后的固形物一起再进行干燥,加工成饲料,对蒸发冷凝液再进行厌氧一好氧处理,可以大大降低处理难度与处理成本,并且由于DDGS蛋白饲料高蛋白含量、高赖氨酸含量,市场价值很高,可以真正实现污水的资源化利用。以采用DDGS工艺的黑龙江华润酒精有限公司的生产排水为例,说明酒精废水经DDGS工艺后的排水水质情况(表3)。虽然浓度依然很高,但相比表2中酒精槽液的浓度已降低了很多。从上述分析中不难看出,玉米深加工行业排水在凸显行业共性的同时,由于其产品的多样性,废水的成分较为复杂,并且因产品不同,污染程度差别较大,比如,酒精废水的污染程度比其他产品较高,且C,N比失衡;生产过程中的蒸发冷凝液的污染程度相对较低;排水水温相对较高,大部分需进行冷却处表3酒精废水经DDGS工艺后的排水水质mg/L理等等。3玉米深加工行业废水处理工艺选择玉米深加工行业废水属于较高浓度的有机污染废水,对于这类废水的生化处理如果直接采用好氧处理,则势必会产生处理难度大、能耗高、费用较大等问题。而采用厌氧—好氧处理,既可以发挥厌氧处理法的有机负荷高、能耗低、剩余污泥少等优势,又能利用好氧处理进一步降解有机污染物质使处理水达标排放。常规厌氧处理由于厌氧微生物增殖缓慢,往往设备启动和处理时间较长,进而增加了占地面积,并且常规厌氧处理耐冲击负荷较低,出水不稳定,本文通过目前应用较为普遍的两种工艺:内循环(IC)反应器和UASB的工艺介绍和对比,来说明更适合玉米深加工行业的废水处理的厌氧工艺[2】。IC反应器实际上是由两个上下重叠的UASB反应器串联组成的。由下面第一个UASB反应器产生的沼气作为提升的内动力,使升流管与回流管的混合液产生密度差,实现下部混合液的内循环,使废水获得强化预处理。上面的第二个UASB反应器对废水继续进行后处理(或称精处理),使出水达到预期的处理效果。虽然IC反应器与UASB有许多相似之处,并且可以理解为IC反应器是由UASB演化过来的,但无论在占地面积还是处理负荷及出水稳定性等方面,Ic反应器工艺都有其不可替代的优越性。表4是对UASB与Ic反应器在处理玉米深加工行业废水方面的参数对比,可以说明一定问题。通过几个设计工程的应用实践,证明IC反应器比UASB具有以下优点:(1)具有很高的容积负荷率。由于IC反应器存在着内循环,第一反应室内有很高的升流速度,传质效果很好,污泥活性很高,因而其有机容积负荷率比普通UASB反应器一般高出3倍以上。对于玉米深加工行业废水,当COD为2000—3000mg/L时,进水容积负荷率可达20—50kgCOD/(m3.d),HRT仅2~3h,COD去除率可达80%左右。(2)节省基建投资和占地面积。由于IC反应器n万方数据表4UASB与Ic反应器处理玉米深加工行业废水的参数对比参数UASB工艺IC反应器T艺反应器容积/m,1400反应器高/m6.4容积负荷率/(kgCOD·m_3.d--)6.8污泥负荷率/(gCOD·gVSS-1·d‘1)0.2容积产气率/(m,沼气·m-3·d一-)2反应器温度/℃23进水COD/(kg·m4)1.7进水SS/(kg·m。)0.2-,,0.3出水COD/(kg·m4)0.3出水SS/(kg·m。3)0.2~0.8COD去除率/(%)70的容积负荷率大大高于UASB反应器,Ic反应器的有效体积仅为UASB反应器的1/4—1/3,所以可显著降低反应器的基建投资。由于IC反应器不仅体积小,而且有很大的高径比,所以占地面积小,适用于用地面积紧张的厂矿企业。(3)靠沼气提升实现内循环,不必外加动力。厌氧流化床和膨胀颗粒污泥床的流化是通过出水回流由泵加压实现强制循环的,因此必须消耗一部分动力,而IC反应器是以自身产生的沼气通过绝热膨胀做功为动力实现混合液的内循环,不必另设泵进行强制内循环,从而可节省能耗。(4)抗冲击负荷能力强。由于IC反应器实现了内循环,处理玉米深加工行业废水时,循环流量可达进水流量的2~3倍。因为循环流量与进水在第一反应室充分混合,使原废水中的有害物质得到充分稀释,降低了有害程度,并可防止局部酸化发生,从而提高了反应器的耐冲击负荷能力。(5)具有缓冲pH能力。由于IC反应器的内循环流量较大,可利用COD转化的碱度对pH起缓冲作用,使反应器内的pH保持稳定。处理缺乏碱度的废水时,可减少进水的投碱量。(6)出水稳定性好。IC反应器的第一、二反应室,相当于上下两个UASB反应器,它们串联运行。第一反应室有很高的有机容积负荷率,相当于起“粗”处理作用,第二反应室则具有较低的有机容积负荷率,相当于起“精”处理作用,整个IC反应器实际上是两级厌氧处理。一般隋况下,两级厌氧处理比单级厌氧处理的稳定性好,出水也比较稳定。4玉米深加工行业废水典型处理工艺【3]通过大量的工程实践应用,证明运用Ic反应器+好氧工艺可以成功地解决玉米深加工行业的污水处理问题(表5)。目前,均取得了良好的效果。5废水处理设计要点分析(1)针对玉米深加工行业产业链较长,产品组成表5玉米深力a-t-行业利用IC反应器+好氧处理污水实例较为复杂,不同产品的排水水质又有所不同的特点,有针对性地制订处理方案。比如玉米淀粉装置蒸发冷凝液,由于其温度较高,所以其排水必须先经冷却塔后才能进入后续处理装置;再如针对淀粉废水中淀粉含量较高,制订经混凝反应进入斜板沉淀器再经板框压滤机压滤脱水后回用的方案。(2)在IC反应器前端设立预酸化池。对预酸化池的pH和温度进行连续监测,pH由加碱、酸泵自动控制;预酸化池的温度由蒸汽喷射加热器控制阀的开关来控制。在预酸化池中废水中的有机物被酸化细菌部分转化为挥发性脂肪酸。预酸化池的主要作用是为Ic反应器降低反应负荷并创造良好的反应环境。(3)对IC反应器产生的沼气进行处置。整个系统的沼气处理装置包括沼气压力调节器和沼气燃烧器两部分组成。沼气压力调节器实际上是一水封,藉以维持沼气系统的压力在400~530hPa。而沼气燃烧器有一个辅助燃烧器和一个主燃烧器,一套点火(下转38页)O75864—5Zni也Ln2—82“扛02n万方数据4结论理效果。对于乳化液含油废水的处理技术,破乳是最关键的,对含油废水进行重力隔油处理后的乳化液用一种联合的方法来进行破乳即盐析、酸化、中和、混凝、气浮、生化降解,其处理效果稳定,净化水的水质良好,主要污染物排放指标达到国家标准。处理装置具有结构简单、操作方便、能耗低、占地少、投资小等特点,净化水可回用,废油渣可制砖。因此,采用该法处理乳化液含油废水具有较好的环境、经济和社会效益。该法可广泛应用,在实际的含油废水处理中,往往采用多种工艺进行试验匹配才能取得理想的处参考文献[1]周长龙.乳化液含油废水的处理与应用[J].轴承,1989(4):50—55.[2]刘海洋.含油废水的处理Ij].化工环保,1994(14):248—249.[3]王立明,陈国标.古马隆含油废水的处理[J].燃料与化工,1995,26(5):255—257。264.[4]杨晓华.浅谈油脂废水的处理[J]-甘肃环境研究与监测,1997,10(6):34—35.[5]赵庆良,任南琪.水污染控制工程[M].北京:化学工业出版社,2005:84-100.(上接32页)内部的冷却水、机油和废气的热能可以被充分利用,这样热电联供机组的效率可以达到80%~90%。3结论和展望(1)辽宁省畜禽养殖污染十分严重,建设畜禽粪污治理与资源化项目势在必行。(2)建设沼气工程可以缓解畜禽粪便对河流、地下水、土壤的污染,可以减少农药、化肥的施用,有利于发展绿色农业;可以作为再生能源,发电或燃用;还可以减排温室气体。(3)改进型USR厌氧反应器处理畜禽粪污具有运行稳定、进料含固量高、产气量大、有机负荷高等特点,在治理畜禽污染方面有着很好的应用前景。(4)沼气热电联供技术能够最大限度地利用沼气热能,发电余热用于厌氧发酵罐增温,可以保证北方地区沼气工程高效稳定运行,是适合北方地区畜禽粪便资源化利用的实用技术。(5)沼气工程建设应因地制宜,建设地点尽可能选择经济相对发达、对沼肥需求量大而集中的地区,即沼气工程周边的农田、鱼塘、植物塘等能够完全消纳经沼气发酵后的沼渣、沼液,使沼气工程成为生态农业园区的纽带。参考文献[1]林伟华,蔡昌达.CSTR—SBR工艺在畜禽废水处理中的应用[J].环境工程,2003,21(3):13—15.[2]崔理化,朱夕珍,陈智营.国内外规模化猪场废水处理组合工艺进展[J].农业环境保护,2000,19(3):188—191.(上接35页)器和温度传感器。由这几部分共同组成沼气燃烧系统来完成对IC反应器产生的沼气进行处置。当沼气产量足够大时,可考虑进行收集,作为厂区的锅炉的能源。(4)为使整个系统更大限度地发挥作用,在设计中可采纳多套加药系统(可在具体工程中,根据各项目特点选择使用):为预酸化池调节pH值的酸、碱加药系统;为发挥沉淀性能的絮凝反应加药系统;为砂滤系统配置的加药系统;为污泥脱水系统配套的絮凝剂投加系统;针对酒精废水的特点而专门配置增加污水营养配比的营养盐(NH4):HPO。投加系统;为厌氧反应微生物发挥活性而投加的微量元素投加系统等等。(5)在调节池、预酸化池、IC反应器顶部易散发臭气,其中含有少量的还原性硫化合物。为了控制和减少这些有害气体对工作场所和大气环境的二次污染,在本工程中,由引风机将这些废气通过管道收集系统输入涤气塔,在涤气塔顶端用碱液喷淋吸收废气中的异味物质加以除臭。(6)由于处理水质完全达标,在设计中将此部分水回用,主要作为处理过程中的工艺用水,如压滤机滤带、酸雾吸收塔、涤气塔、细筛机的冲洗等,从而大大节省了自来水的用量,提高了经济效益。参考文献[1]武江津,王凯军。丁庭华.三废处理工程技术手册/废水卷[M].北京:化学工业出版社,2000:19—36.[2]张忠祥,钱易.废水生物处理新技术[M].北京:清华大学出版社,2005:425.434.[3]胡纪萃.试论内循环厌氧反应器[J].中国沼气,1999,17(2):3—6.n玉米深加工废水处理工艺浅析作者:谷成国,宋剑锋作者单位:辽宁北方环境保护有限公司,沈阳,110031刊名:环境保护与循环经济英文刊名:ENVIRONMENTALPROTECTIONANDCIRCULARECONOMY年,卷(期):2008,28(3)参考文献(3条)1.武江津.王凯军.丁庭华三废处理工程技术手册/废水卷20002.张忠祥.钱易废水生物处理新技术20053.胡纪萃试论内循环厌氧反应器[期刊论文]-中国沼气1999(02)本文链接:http://d.g.wanfangdata.com.cn/Periodical_lncxhjkj200803017.aspx