

- 1.80 MB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
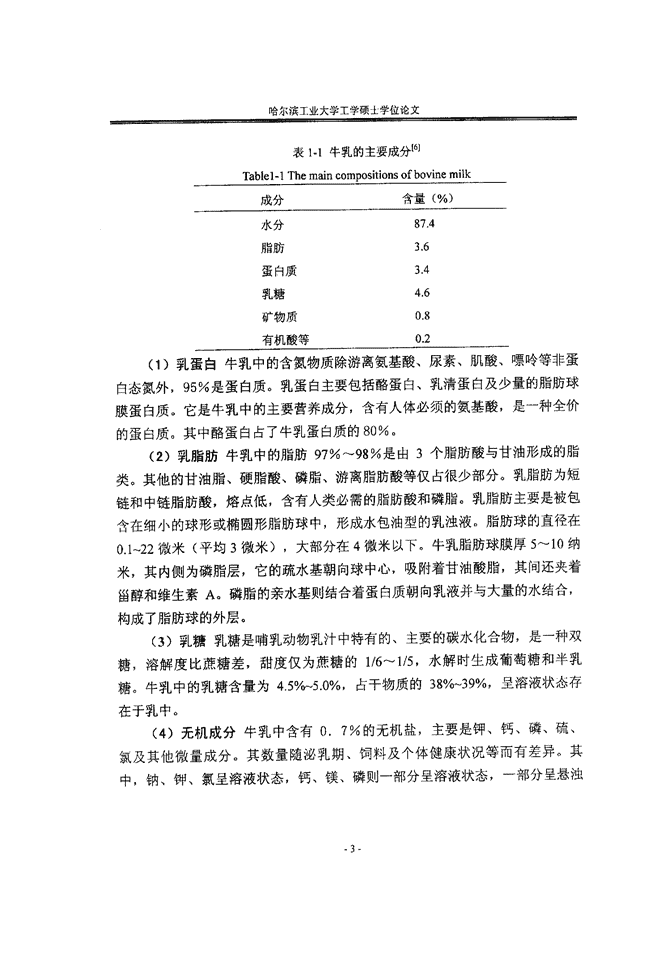
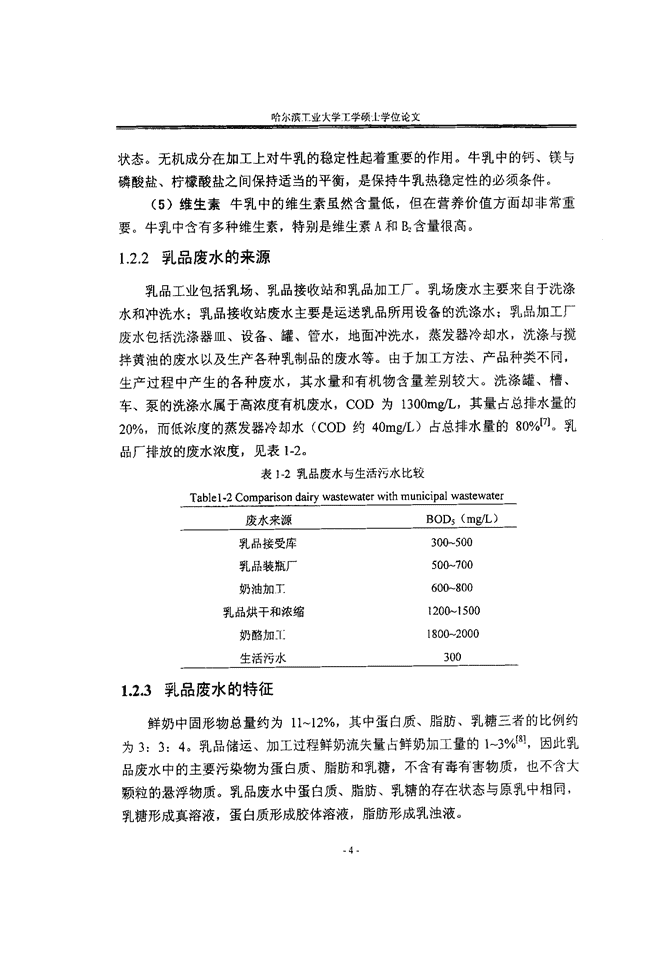
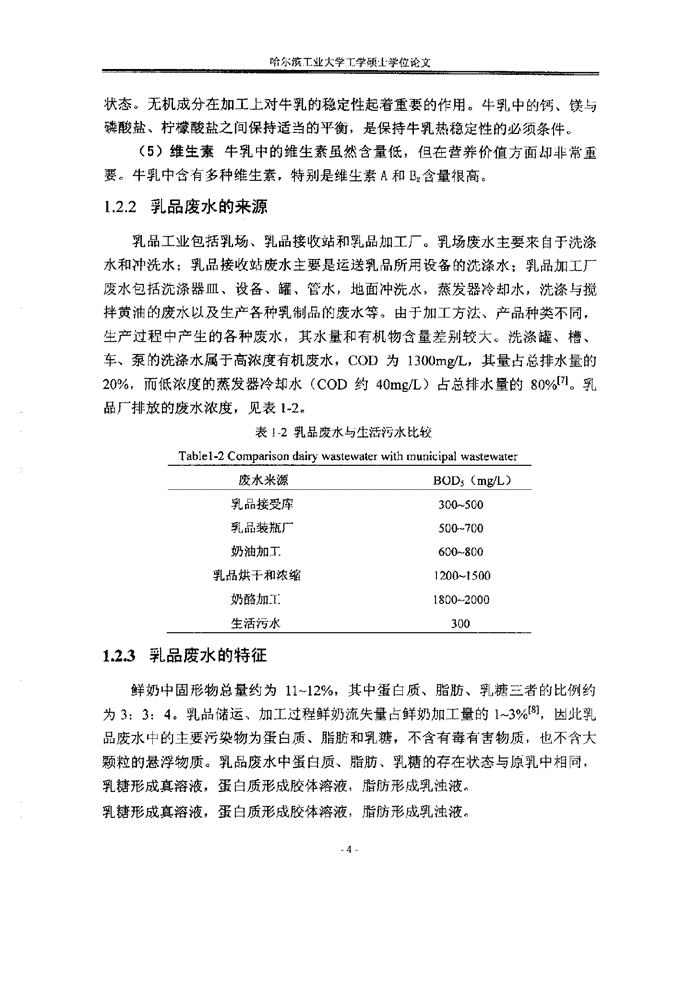
哈尔滨工业大学工学硕士学位论文表1.1牛乳的主要成分【6】Tablel一1Themaincompositionsofbovinemilk成分含量(%)水分脂肪蛋白质乳糖矿物质有机酸等8743.63.44.60.80.2(1)乳蛋白牛乳中的含氮物质除游离氨基酸、尿素、肌酸、嘌呤等非蛋白态氮外,95%是蛋白质。乳蛋白主要包括酪蛋白、乳清蛋白及少量的脂肪球膜蛋白质。它是牛乳中的主要营养成分,含有人体必须的氨基酸,是一种全价的蛋白质。其中酪蛋白占了牛乳蛋白质的80%。(2)乳脂肪牛乳中的脂肪97%~98%是由3个脂肪酸与甘油形成的脂类。其他的甘油脂、硬脂酸、磷脂、游离脂肪酸等仅占很少部分。乳脂肪为短链和中链脂肪酸,熔点低,含有人类必需的腊肪酸和磷脂。乳脂肪主要是被包含在细小的球形或椭圆形脂肪球中,形成水包油型的乳浊液。脂肪球的直径在0.1~22微米(平均3微米),大部分在4微米以下。牛乳脂肪球膜厚5~i0纳米,其内侧为磷脂层,它的疏水基朝向球中心,吸附着甘油酸脂,其间还夹着甾醇和维生素A。磷脂的亲水基则结合着蛋白质朝向乳液并与大量的水结合,构成了脂肪球的外层。(3)乳糖乳糖是哺乳动物乳汁中特有的、主要的碳水化合物,是一种双糖,溶解度比蔗糖差,甜度仅为蔗糖的1/6~1/5,水解时生成葡萄糖和半乳糖。牛乳中的乳糖含量为45%~5.O%,占于物质的38%一39%,呈溶液状态存在于乳中。(4)无机成分牛乳中含有0.7%的无机盐,主要是钾、钙、磷、硫、氯及其他微量成分。其数量随泌乳期、饲料及个体健康状况等而有差异。其中,钠、钾、氯呈溶液状态,钙、镁、磷则一部分呈溶液状态,一部分呈悬浊n喻尔滨T业火学工学硕一L学位论文状态。无机成分在加工上对牛乳的稳定性起着重要的作用。牛乳中的钙、镁与磷酸盐、柠檬酸盐之间保持适当的平衡,是保持牛乳热稳定性的必须条件。(5)维生素牛乳中的维生素虽然含量低,但在营养价值方面却非常重要。牛乳中含有多种维生素,特别是维生素A和B:含量很高。l,2.2乳品废水的来源乳品工业包括乳场、乳品接收站和乳品加工厂。乳场废水主要来自于洗涤水和冲洗水:乳品接收站废水主要是运送乳品所用设各的洗涤水;乳品加工厂废水包括洗涤器皿、设备、罐、管水,地面冲洗水,蒸发器冷却水,洗涤与搅拌黄油的废水以及生产各神乳制品的废水等。由于加工方法、产品种类不同,生产过程中产生的各种废水,其水量和有机物含量差别较大。洗涤罐、槽、车、泵的洗涤水属于高浓度有机废水,COD为1300mg/L,其量占总排水量的20%,而低浓度的蒸发器冷却水(COD约40mg/L)占总排水量的80%I”。乳品厂排放的废水浓度,见表l一2。表1.2乳品废水与生活污水比较Tablel-2Comparisondairywastewaterwithmunicipalwastewater废水来源BOD5(mg/L)乳品接受库乳品装瓶厂奶油加工乳品烘干和浓缩奶酪加:L生活污水1.2.3乳品废水的特征鲜奶中圆形物总量约为11~12%,其中蛋白质、脂肪、乳糖三者的比例约为3:3:4。乳品储运、加工过程鲜奶流失量占鲜奶加工量的1-3%f81,因此乳品废水中的主要污染物为蛋白质、脂肪和乳糖,不含有毒有害物质,也不含大颗粒的悬浮物质。乳品废水中蛋白质、脂肪、乳糖的存在状态与原乳中相同,乳糖形成真溶液,蛋白质形成胶体溶液,脂肪形成乳浊液。∞湖㈣¨M㈣州咐姗嘉嘉≮n喻尔滨工业大学_:I=学硕一L学位论文状态。无机成分在加工上对牛乳的稳定性起着重要的作用。牛乳中的钙、镁与磷酸盐、柠檬酸盐之间保持适当的平衡,是保持牛乳热稳定性的必须条件。(5)维生素牛乳中的维生素虽然含量低,但在营养价值方面却非常重要。牛乳中含有多种维生素,特别是维生素A和吼含量很高。1.2.2乳品废水的来源乳品工业包括乳场、乳品接收站和乳品加工厂。乳场废水主要来自于洗涤水和冲洗水;乳品接收站废水主要是运送乳品所用设备的洗涤水;乳品加工厂废水包括沈涤器皿、设备、罐、管水,地面冲洗水,蒸发器冷却水,洗涤与搅拌黄油的废水以及生产各种乳制品的废水等。由于加工方法、产品种类不同,生产过程中产生的各种废水,其水量和有机物台量差别较大。洗涤罐、槽、车、泵的洗涤水属于高浓度有机废水,COD为1300mg/L,其量占总排水量的20%,而低浓度的蒸发器冷却水(COD约40mg/L)占总排水量的80%【7I。乳品厂排放的废水浓度,见表l一2。表l一2乳品废水与生活污水比较Tablel·2Comparisondairywastewaterwithmunicipalwastewater废水来源BOD5Crag/L)乳品接受库乳品装瓶厂奶油加T乳品烘干和浓缩奶酪]Jl--[:生活污水300~500500~7Q0600-8001200一15001800~20003001.2.3乳品废水的特征鲜奶中固形物总量约为11~12%,其中蛋白质、脂肪、乳糖三者的比例约为3:3:4。乳品储运、加工过程鲜奶流失量占鲜奶加工量的1-3%”1,斟此乳品废水中的主要污染物为蛋白质、腊肪和乳糖,不含有毒有害物质.也不含大颗粒的悬浮物质。乳品废水中蛋白质、脂肪、乳糖的存在状态与原乳中相同,乳糖形成真溶液,蛋白质形成胶体溶液,脂肪形成乳浊液。n警堕堑鎏三些查兰三兰堡圭耋堡丝兰乳品废水呈乳白色,新鲜废水呈碱性,易腐化发酵,发酵后呈酸性。这类废水排入水体,不仅使其中有价值的成分损失【91,同时易引起藻类大量繁殖,消耗水中溶解氧,对水生动植物造成危害。乳品加工业排放的废水,水量和COD浓度随季节及产品种类不同波动较大【1⋯,COD平均为800~2500mg/L,BOD5为600~1500mg/L,BODs/COD比值大于O.5,属可生化性较好的中商浓度有机废水‘‘”。1.3国内91"-孚L品废水处理的研究现状水是生命之源,是人类和其它一切生物生存和发展的物质基础,又是社会经济发展重要而宝贵的资源。随着经济的发展和人口的增长,水资源的短缺已成为当代社会突出的环境问题。我国主要工业产品的平均用水量比发达国家高几十倍甚至上百倍i12J,不仅加剧了用水的紧张,而且产生大量污水污染环境。过去,人们只是从美学和环境的角度考虑处理废水,而今天,随着环境保护和资源危机意识的增强,人们认识到控制污染源和有毒物质变得越来越重要,同时也越来越重视废水中有用物质的回收利用,使废水真正实现完全资源化。乳制品加工业是耗水和排水大户,尤其国内乳品生产用水量大,每加工lkg鲜奶耗水10-20kg,是国外乳品厂的10~20倍‘7,131。加强管理,减少用水量以及采用先进的废水处理技术,将乳品废水资源化,加大废水回用力度,是解决当前水资源短缺的重要措施。1.3.1乳品废水处理技术由于乳品废水有机物含量高,可生化性好,因此国内外对于乳品废水的处理主要采用物化法和生化法【14A5]。用物化法对废水进行预处理,去除悬浮物质,然后再进入生化系统,最后回用或达标排放。1.311物化处理技术物理化学方法由于试剂用量大,COD去除率低,很少单独作为一种处理技术处理乳品废水,而是作为预处理手段,主要用于去除乳品废水中的蛋白质、脂肪等有机物以及非有机类的固体物质。n洗涤罐、槽、车、泵的高浓度乳品废水中,往往含有洗刷下来的乳渣。近年国外有研究回收废水中乳渣的物理化学方法⋯61,英国采用空气浮选法,可使高浓度乳品废水中总固体分离出80%~98%,分离乳脂肪96%,BOD,去除82%~96%。前苏联采用电浮选法回收废水中的乳渣作为粗饲料。国内的研究表明【l”,气浮法不仅可以回收乳渣,而且这种预处理技术可去除进水中40%的COD和70%以上的固形物(乳脂肪、乳蛋白等),使总氮含量降至30mg/L以下。絮凝技术也是乳品废水处理中经常采用的预处理技术。乳品废水中的污染物主要为乳蛋白和乳脂肪,其生物降解速率缓慢[18】,而脂肪及其中间产物会对厌氧微生物产生抑制作用【l”。为使后续的生物处理过程能够顺利进行,出水水质达到较高的要求,就必须首先使脂肪和蛋白质微粒凝聚与脱稳,而采用混凝沉淀是非常有效的方法。通过向废水中加入絮凝剂,使水中的胶体和悬浮颗粒表面电荷被中和,静电排斥力消失,通过桥连和网捕作用形成粗大絮凝体而沉淀下来。不同絮凝剂絮凝作用不同[20】,日本采用向废水中加入表面活性剂[2l】,通过絮凝和泡沫分离使悬浮物质去除。国内研究表明【22】,采用絮凝沉淀作为乳品废水预处理技术,可使COD去除50%左右。膜分离是一门新兴的多学科交叉的高新技术。膜分离技术兼有分离、浓缩、纯化和精制的功能,又有高效、节能、环保、分子级过滤以及过程简单、易于自动化控制等特性,已广泛应用于金属、纺织、制革、造纸、化工、食品、生化、医药、保健、水处理和国防等工业【2⋯,成为当今分离科学中最重要的手段之一。在乳品工业中,膜技术主要应用于乳品除菌、回收产品、乳清脱盐、牛乳的浓缩、乳蛋白浓缩、乳蛋白质分级分离、乳的标准化等【2⋯。膜技术在乳品废水回用【8】,以及乳清废水的浓缩等方面也有广泛的应用【2”。1.3.1.2生化处理技术生化处理法包括厌氧处理法、好氧处理法、厌氧一好氧处理法、水解酸化一好氧处理法(H/O工艺)以及光合细菌(PSB)处理等技术路线。厌氧处理技术由于具有有机负荷高、不需要曝气装置、能耗低、污泥量小以及产生大量生物能源等优点【2⋯,曾得到广泛的关注。厌氧生物滤池(AF)、n哈尔演T业人学_【=.学硕卜学位论文上流式厌氧污泥床(UASB)反应器已经成功地应用在乳品废水的处理上【10l。特别是UASB,由于其处理能力强,对进水质量要求低的特点,受到更加广泛关注【2“。但由于消化时间长、占地面积大、效率低等缺点,使其应用受到了一定的限制。由于乳脂及其降解产物.长链脂肪酸对甲烷菌活性有抑制作用,只有将废水中的-$LN含量降低到100mg/L以下时,才能应用厌氧工艺处理乳品废水[1“。但西班牙研究人员发现12”,采用特殊设计的厌氧过滤反应器,使脂肪有足够长的时间降解,可以不用预先去除脂肪,直接进行厌氧处理,绝大多数脂肪都能被成功降解,COD去除率达90%以上。两相厌氧处理系统特别适合高浓度有机废水的处理,其在乳品废水的处理上还处于实验室研究规模,主要集中在研究乳糖降解动力学上【l⋯。生物接触氧化法、SBR法、活性污泥法等好氧工艺对乳品废水的处理效果较好,c0D的去除率达到90%以上脚J,运行较稳定。但需鼓风曝气,动力消耗大,运行费用高。由于乳品废水中含有蛋白质成分,废水的生物降解速率缓慢,若降解时间不足,出水中会残留蛋白质及蛋白质降解中间体,因而出水很难达标【7】o以国内外经典的延时曝气处理流程为例,为使排放达到国家二级出水标准,水力停留时间必须在30小时以上,若要达到一级标准,则需48小时以上。所以用全好氧生物降解工艺,不仅能耗较高,占地面积大,而且只能完成生物硝化过程,不能实现生物反硝化、完成真正意义上的脱氮⋯J。因此,好氧处理系统只适用于低浓度的有机废水,一般用作厌氧生物处理的后续处理工艺。采用厌氧一好氧生化法处理乳品废水具有投资低、运行成本低、污染物去除率高、操作方便稳定的特点口⋯。但也因厌氧出水的BOD5/COD比值下降,含有生物降解速率较为缓慢的生物降解中间体,在好氧处理水力停留时间不足和没有生物除氮工程措施的情况下,同样很难使出水COD达标17J。在改进型的工艺流程中,在厌氧和好氧段之间加设了缺氧段,用大比例混合液回流来解决氨氮脱除,致使工程投资大幅度增高,而且运行不稳定,操作困难。水解酸化.好氧处理法是近年提出的一种新型处理工业废水的方法p“。水解酸化工艺就是根据产甲烷菌与水解产酸菌生长速度不同,将厌氧处理控制在反应时间较短的水解和产酸阶段。用水解一好氧(H/O)工艺处理乳品工业废n哈尔滨工业太学工学硕士学位论文水,近年来已有不少成功的工程实例[32,33,34j。其处理效果(COD和氨氨总去除率分别达到95%及85%以上)、可操作性、运行稳定性及经济性等均优于上述的几种工艺。光合细菌(PhotosyntheticBacteria简称PSB)是一类水生革兰氏阴性细菌,分布广泛。在厌氧光照、好氧黑暗条件下能迅速利用低分子有机物,被广泛应用于各种有机废水的净化处理。自60年代末,日本小林正泰首先应用PSB处理淀粉、豆制品、皮革高浓度有机废水取得了成功13“,随后许多国家也相继进行了这方面的研究。国内研究表明f361,把PSB与氧化菌混合菌株,固定在炭渣填料上处理乳品废水,出水各项指标均达到排放标准。COD、BOD、SS、S“、油类去除率分别为97%、98%、96%、86%、88%。1_3.2乳品废水资源化废水资源化是指将生产和生活的废弃用水经合理分类和科学处理后加以综合利用。某些工业废水中往往含有许多有价值成分,因此除了对废水进行综合治理,直接排放和加以回用外,对其中有价值的成分可加以回收利用,这样不仅解决了环境污染,而且能够产生额外的经济效益。直接处理与资源化相结合是治理工业废水污染的良策,也是社会可持续发展的大势所趋。1.3.2.1废水回用乳品废水回收再利用的流程图见图I一1。用量最大的浓缩冷却水,污染较轻,COD仅40m∥L左右,但其量却占总水量的80%以上,这部分水经处理后可以直接回用做冷却循环水。蒸发器和干燥塔冷凝水温度较高,经回收处理后,作为锅炉补水,既节水又节省能源。高浓度的洗刷水,经处理达标后,用于刷车、浇灌,除尘、冲洗卫生间等Ⅳ“。1.3.2.2乳渣回收高浓度洗刷废水中的乳渣,可以采用投加电解质、气浮的方法,在预处理阶段予咀回收。回收的乳渣中,含蛋白质约40%,脂肪约50%。乳渣具有很高的营养价值,可作精饲料或蛋白发酵原料生产氨基酸"J。1.3.2.3污泥利用随着城市污水处理厂的逐步建成、完善,剩余污泥的处理和处罱成为亟需解决的问题。世界范围内有农用、填埋、投海和焚烧等多种污泥处置方法,但根据我国国情,农业利用是最可行、最现实的处霞方案p⋯。在对污泥进行无害化处理之后,可以直接造粒为污泥颗粒肥。另外,为满足N、n哈尔滨工业大学工学硕士学位论史P、K的含量要求,污泥也可再复配一些化肥而形成复合肥。另外,乳品废水处理系统的污泥含有35%蛋白质、35%灰分、30%的纤维类物质以及5%脂类‘391,不含重金属、病原体等污染物,经脱水浓缩后,可以作动物饲料‘”1。经长期喂养羊和猪后,并没有出现健康和安全问题[41,42]。春秋冬冷却塔春秋冬生活用水(洗浴)▲水1冷凝水(浓缩、干燥)’锅炉补水图1-I乳品废水回收再利用流程圈fig.1—1Flowdiagramofrecoveryandreusefordairywastewater1.4本项目主要研究目的和内容1.411项目来源本项目为内蒙古蒙牛乳品公司委托哈尔滨工业大学市政环境学院开发的横向合作项目。1.4.2本项目的主要研究目的意义目前的乳品废水处理技术中,水解酸化一好氧处理法是处理效果比较好,近几年普遍采用的一种新的乳品废水处理技术。但由于系统浮渣的产生和排放,造成了二次污染,并没有达到完全彻底的污染治理效果。本项目通过解决水解酸化系统浮渣污染问题,使其资源化,从而使乳品废水处理真正实现全流程资源化。同时根据浮渣的成分特点,充分开发利用这些浮渣资源,使其变废为宝,可以为废水处理厂带来可观的经济效益。该项目的研究不仅具有环境效n哈尔演工业大学T学颤』’学位论文益和经济效益,同时具有更深远的社会意义,只有站在整体的高度对环境污染提出治理方案、制定生产工艺,才符合社会可持续发展的战略方针。1.4.3本项目的主要研究内容本项目重点研究水解酸化池浮渣的资源化,通过浮渣成分分析,确定最佳的浮渣资源化方法及工艺参数,并与现有的水解酸化一好氧处理工艺相结合,最终形成一套完整的乳品废水全流程资源化的技术路线。本文的主要研究内容:(1)分析浮渣成分及其利用价值,确定浮渣资源化的最佳方案:f2)确定脂肪酸成分分析方法,并对甲酯化方法和气相色谱、质谱条件进行研究:(3、根据浮渣特性及实验条件,选择提取混合艏肪酸的方法;(4)对影响脂肪酸提取的因素进行分析,确定主要影响因素,并考虑它们对脂肪酸提取率和酸值的影响程度;(5)通过正交优化实验和结果分析,确定最佳工艺参数:(6)研究在最佳提取条件下,混合脂肪酸的提取率和酸值;f71对提取脂肪酸后的残液进行分析,并研究它的絮凝效果:(8)与现行的水解酸化.好氧废水处理工艺相结合,确定一套完整的乳品废水全流程资源化的技术路线。n堕尘堡三些奎耋三茎墼圭兰堡丝兰第2章水解酸化.好氧工艺的净化效能水解酸化的主要作用是改进废水的可生化性,为废水的有效处理创造良好的条件【4^“j。本章从水解酸化法的原理、生物相分离技术的特点等方面,介绍水解酸化~好氧工艺的净化效能,以及该工艺在乳品废水处理上的应用。2.1水解酸化工艺废水的生物处理过程实际上是微生物群体生长繁殖的体现,在一定条件为相对稳定的动态平衡过程【4“。有机物种类繁多,通常采用的工艺流程主要有以下几种:①预处理+好氧;②预处理+好氧+好氧;③预处理+水解酸化+好氧;④预处理+厌氧+好氧;⑤预处理+水解酸化+厌氧+好氧。但不论选择何种工艺流程,其选择的理论依据就是生物相分离技术【4“。废水生物处理的作用原理概括起来说,是通过微生物酶的作用,将废水中的污染物氧化分解。同一有机污染物在好氧和厌氧条件下的分解特点不同:①转化条件不同;②有机污染物的代谢途径不同:③代谢过程中的最终电子受体不同:④代谢的终产物不同;⑤物质的代谢速率不同;⑥细胞生长速率不同;⑦微生物培养和控制难度不同。废水的厌氧生物处理是在无氧的条件下,利用厌氧菌的作用来分解有机物的一种生化处理方法。物料的厌氧生物降解过程分为三个阶段。一是水解发酵(酸化)阶段,微生物通过释放胞外自由酶或连接在细胞外壁上的固定酶来完成生物催化氧化反应,使大分子物质分解为小分子及其水溶物,酸化菌将J二述小分子转化为更为简单的化合物并分泌到细胞外,主要产物有挥发性脂肪酸、醇类、乳酸等;二是产乙酸阶段,指上一阶段产物被进一步转化为乙酸、氢气、碳酸及新的细胞物质;三是产甲烷阶段,指产乙酸阶段产物被转化为甲烷、二氧化碳及新的细胞物质14”。厌氧分解过程的三个阶段和各种物质数量转化的关系,见图2.1【48】。水解酸化工艺就是考虑到产甲烷菌与水解产酸菌生长速度不同,将厌氧处理控制在反应时间较短的厌氧处理第一阶段,即在大量水解细菌、酸化菌作用下将不溶性有机物水解为溶解性有机物,将难生物降解的大分子物质转化为易n——==—————,。,。。。,』!垒量三竺奎耋三耋鎏圭兰篁尘兰生物降解的小分子物质的过程。该工艺最本质的特征是生物相的分离,即水解产酸相中保持水解产酸菌的优势。4%蔓邀醚LL篷量墼逸墩,I.燮b蹦2-1厌氧分解过程Fig.2-1Processofanaerobicbiodegradation2.2生物相分离技术的特点生物相分离技术是运用微生物学原理,通过工程设计手段,根据不同的处理水质及要达到的目标,人为地将各种微生物类群的作用分开,从而实现废水处理系统最优化的技术。该技术具有效率高、能耗低,投资少等优点,主要体现在【49】:(1)通过水解酸化过程,在常温下迅速将固体物质转化为溶解性物质,复杂的大分子有机物降解为易于生物处理的小分子有机物,提高废水的可生化性:(2)厌氧污泥起吸附和水解酸化的双重作用,抗冲击负荷能力强,并为后续好氧处理提供稳定的进水水质;(3)由于反应控制在水解酸化阶段,反应进行得比较迅速,使水解酸化池体积缩小,从而降低了工程造价;(4)水解酸化段的微生物可使硫酸盐还原释放部分,减轻了好氧处理的负担;(5)对环境条件适应性较强,运行操作比较简单,易于维护管理:n哈尔溟工业大学工学碗士学位论文(6)出水无厌氧发酵所具有的强烈刺激的不良气味;(7)可以实现污泥的减量化。2_3内蒙古盛乐污水处理厂介绍2-3.1污水水量、水质内蒙古和林格尔盛乐经济园区是一个新兴的省级经济技术开发区,座落在呼和浩特市南209国道32公里处,控制面积30平方公里,有280家注册企业、5个农场,常住人口达10000多人,是一个以资源开发和利用为基础,以市场为导向,以高科技为主导,以食品加工业为核心的工业园区,属自治区级开发区和全国乡镇企业科技园区。目前入驻该园区的企业主要有:蒙牛乳业股份有限公司、世界乳业巨头阿拉公司、绿鑫食品有限公司、宇航人保健食品有限公司、兆君羊绒有限公司等:现阶段园区内排放的污水以乳品加工工业污水为主(约占总水量的95%),污染负荷较高,兼有部分生活污水。今后随着各类企业陆续入驻园区,排水量将会逐步增多。目前,园区污水排放总量已达到15000m3/d,污水水质,见表2.1。表2-1污水进水指标Table2.1Indexofintakewastewatel-指标数值COD(mg/L)BOD5(m∥L)SS(mg/L)PH200010003506~92.3_2工艺流程盛乐污水处理厂的厂区及车间,见图2.2。n譬尘鎏.:;兰::ij:。!:耋2:;:竺鎏兰图2-2盛乐污水处理厂Fig.2-2Shenglewastewatertreatmentfactory.14.n哈尔滨工业大学工学硕士学位论文2.3.2.1工艺流程盛乐污水处理厂工艺流程,见图2-3。污水r]厂—一一——⋯一一。.厂一一~~⋯一’:脊“裕。栅f一1细格铷r一1淡;≈骖,滴r叫饔零癸}l————————————————Jl——,——,.一一——一——————.一L———.——一~~。r~~一l聱塑婴塑^a鐾堂攀I污泥泵泥饼外运出水!两_r|j一律譬{斟瞪提升泵—一⋯i、图2—3盛乐污水处理厂工艺流程图Fig.2-3FlowdiagramofShenglewastewatertreatmentfactory2.3.2.2运行效果上述工艺的单元处理效果,见表2—2。表2—2单元处理效果分析Table2-2Analysisofunittreatmenteffects水解酸化池1躞黼蚵n兰尘鎏:;些奎耋::兰竺;:兰竺鎏兰2.3.23乳品废水浮渣量估算采用水解酸化一好氧工艺处理乳品废水时,水解池产生大量浮渣,盛乐污水处理厂的水解酸化池产生的浮渣,见图2—4。图2.4盛乐污水处理厂的水解酸化池浮泥Fig2-4Suspendedsludgeofhydrolyticacidificationsystemofwastewatertreatmentfactoryn哈尔滨工业大学工学硕士学位论文经过污水厂工作人员一年来监测、分析得知,处理每m3污水可收集乳品浮渣约O.6kg,每天可收集产生浮渣0.6×15000=9000kg,经测定,浮渣含水率约为60%~70%,这样每天可产生干浮渣约9000×35%=3150kg;年产干浮渣约3150×360=1.134X106kg;年产含水率80%的浮渣约1.134×106/80%=1418×106kg。2.4本章小结水解酸化.好氧工艺最本质的特征是生物相的分离,与其他工艺相比具有显著的特点,本章对内蒙古盛乐污水处理厂采用该工艺处理乳品废水的工艺流程、运行状况以及水解酸化池浮渣的产量进行了估算。n哈尔滨工业大学工学硕士学位论文第3章乳品废水浮渣成分及利用价值研究通过对乳品废水浮渣的成分及主要成分利用价值进行分析,研究几种可行的资源化方案,并确定一种最佳的浮渣资源化方案。3.1浮渣成分分析3.1.1材料和仪器3.1.1.1实验材料乳品废水浮渣。样品1(系统浮渣)取自内蒙古蒙牛乳品公司废水处理厂的水解酸化池,经自然晾干至含水率在20%左右,粉碎待用;样品2(塘泥)取自排放浮渣的河床,经自然晾干,粉碎待用。3.1.12实验仪器本实验所使用的主要仪器,见表3.1。表3-1实验仪器一览表Table3-1Thescheduleofexperimentinstrumentn:堡鎏三些奎兰三耋堡圭兰堡鎏銮3.1.1.3实验药品本实验所使用的化学试剂,见表3.2。表3-2实验试剂一览表9n哈尔滨工业大学工学硕士学位论文3.1-2实验内容及方法3.1.2.1水分测定按GB/T5009.3-2003中水分的测定方法进行测定。准确称取2~59样品于已恒重的称量皿中,开盖置于真空烘箱内干燥1小时(温度50~60。C,真空度300~400mmHg),取出置于干燥器内冷却至室温后称重。重复以上操作至恒重。3.1.2.2灰分测定按GB/T5009.4.2003中灰分的测定方法进行测定。用己恒重的瓷坩埚精确称取测定水分后的样品2~59,置于电炉上低温炭化,直至无烟为止。移入温度为550℃的高温炉内灼烧4h,待炉温降至200℃取出坩埚,雹于干燥器内冷却至室温后迅速称重。再将坩埚移入高温炉中灼烧lh,冷却,称重。重复以上操作直至恒重。3.1.2.3蛋白质含量测定按GB/T5413.1.1997中蛋白质测定方法进行测定。准确称取0.2~29样品,小心移入凯氏烧瓶中,加入硫酸铜O.59,硫酸钾109,浓硫酸20mL及数粒玻璃珠,轻轻摇匀后,瓶口放-d,漏斗,倾斜罱于电炉上加热消化,至液体变淡绿色透明后,再继续加热微沸30min。将消化完全的消化液冷却,完全移入100mL容量瓶中,加蒸馏水定容,摇匀。准确移取消化稀释液10mL,沿小玻璃杯移于反应管内,缓慢加入lOmL40%氢氧化钠溶液,用少量蒸馏水洗漏斗数次,进行水蒸气蒸馏。冷凝管下端预先插入盛有10mL4%硼酸吸收液和1滴混合指示刹的接受瓶的液面下。蒸馏至吸收液中的指示剂变为绿色开始计时,继续蒸馏10rain,将冷凝管提离液面再蒸馏1min,用蒸馏水冲洗冷凝管尖端后停止蒸馏。馏出液用0.01000mol/L盐酸标准溶液滴定至微红色为终点。同时作空白实验。3.1.2.4脂肪含量测定按GB/T5413.3.1997中脂肪的测定方法进行测定。于乳脂计中先加入lOmL硫酸,加入适量乳或乳制品(乳制品需加入适量的水),使样品与硫酸不要混合,然后加lmL异戊醇,塞上橡皮塞,使瓶口向下,同时用布包裹以防冲出,用力振摇使呈均匀棕色液体,静置数分钟(瓶口向下),置65~70℃水浴中5rain,取出后放乳脂离心机中以1100r/min的转速离心5rain,再置65~70"C水浴中,注意水浴水面应高于乳脂计脂肪层,5min后n哈尔滨工业大学工学硕士学位论文取出,乳脂计口向下垂直,调整胶塞使脂肪柱底线落在带刻线部分,读取脂肪层与酸层交线弯月面最低点的读数,即为脂肪的百分数。3.125乳糖含量测定按GB/T5413.5.1997中乳糖的测定方法和GB317。1998中还原糖的测定方法进行测定。准确称取59样品,加入100mL左右温水溶解,过滤。于滤液中加入50mL奥氏试剂,混匀,用小烧杯覆盖其上,在电炉上加热,4~5min内沸腾,并继续准确煮沸5min。取出,加入冰乙酸lmL,在不断摇动下,加入准确计量的碘溶液,其量以确保碘过量为准,再加入15mLlmol/L的盐酸溶液,放置2min并不时摇动。以淀粉为指示剂,用硫代硫酸钠溶液滴定至兰色褪尽即为终点。3.1.2.6总糖含量测定按GB/T5413.5-1997中总糖的测定方法和GB317,1998中还原糖的测定方法进行测定。准确称取59样品,加入100mL左右温水溶解,过滤。于滤液中加入10roLl:1的盐酸,置于75℃水浴中转化。在2分30秒至2分45秒内使溶液温度升至67。C,保持5分钟,并于此时间内使温度升至69.5。C。取出冷却,用30%的氢氧化钠中和至中性。然后按乳糖的测定方法进行滴定。3.127氯含量测定按GB/T17767.1.1999中总氮的测定方法进行测定。3.1.2.8磷含量测定按GB/T17767.2.1999中总磷的测定方法进行测定。3.1.2.9钾含量测定按GB/T17767.3—1999中总钾的测定方法进行测定。3.1.2.10钙含量测定按GB/T5413.21—1997中钙的测定方法进行测定。3.1.3结果与分析采用上述方法对浮渣进行分析,其主要成分及含量,见表3—3和表3.4。比较表3.3和表3-4可以看出,水解酸化池浮渣的蛋白质和脂肪含量明显高于塘泥,尤其是脂肪含量,水解酸化池浮渣的脂肪含量达到样品重的50%,几乎是塘泥脂肪含量的3倍。而塘泥中N、P、K的含量又高于水解酸化池浮渣中的含量。这说明水解酸化池浮渣被排放后,在河床上淤积,一部分脂肪已经分解,同时由于样品中含有大量泥沙,因此N、P、K的含量高。n堕尘堡三些奎耋三兰堡圭兰堡鎏塞表3.3水解酸化池浮渣成分Table3—3Thecompositionsofsuspendedsludgeinhydrolysis—acidogenosissystem成分含量(%)水分灰分蛋白质脂肪总糖乳糖NPKCa19.62108.7550.5004O.03126O.320.1965.3表3.4塘泥成分Table3-4Thecompositionsofsuspendedsludgeinriverbed成分含量(%)水分灰分蛋白质脂肪总糖乳糖NPKCa14.66016.8818.30040.031.720.34O3233.4从表3-4的结果可以看出,塘泥中脂肪和蛋白质含量虽然低于水解酸化池浮渣中的含量,但远远高于原乳中脂肪和蛋白质的含量(原乳中脂肪4.34%t22.n哈尔滨工业大学工学硕士学位论文蛋白质3.37%【50,51]),与乳粉中脂肪的含量相当(乳粉脂N>/20%E521)。说明浮渣中的脂肪降解缓慢,直接排放污染环境,同时浮渣中的酪蛋白降解时产生难闻的气昧,对周围的大气环境造成污染。3.2浮渣脂肪酸组成分析脂肪酸组成的测定主要采用色谱分折法,其中气相色谱法是测定脂肪酸组成最成熟的一项技术。对于复杂的定性分析,气相色谱必须和其他分析系统相结合,质谱就是气相色谱最有效的辅助装置。目前,运用气相色谱.质谱分析脂肪酸组成已有许多研究报道[53,54,55J。运用液相色谱一质谱分析脂肪酸组成也正处于研究之中1561。由于脂肪酸不易挥发性,故在气相色谱分析时,通常先将脂肪酸转化成为易挥发的衍生物(如甲酯化)后,才能进行气谱.质谱分析。脂肪酸的酯化有两种:一种是把从试样中提出的脂肪进行皂化,去除不皂化物后成为游离脂肪酸,再酯化。另一种是把从试样中提出的脂肪直接酯化。当试样中构成脂肪酸碳原子数少的物质含量多时,最好直接酯化。试样中不皂化物多时,则先皂化,后酯化。3.2.1粗脂肪酸的提取取59干燥粉碎的浮渣与25mL浓度12%盐酸混合,置于70。C恒温水浴上水解1h。水解完成后,取出,加入25mL乙醇,冷却,移八分液漏斗中,用100mL石油醚一乙醚(1:1)分两次萃取,静止分层,取醚层旋转蒸发回收溶剂后,即为粗脂肪酸。3.2_2粗脂肪酸的甲酯化由于从浮渣中提取的粗脂肪酸,含有的不皂化物较多,而且短链脂肪酸挥发损失,所以采用先皂化,后酯化的方法对样品进行甲酯化。(1)皂化称取约500mg粗脂肪酸放入烧瓶中,加入lN氢氧化钾一乙醇溶液15mL,安装好回流冷凝管,加热回流1小时皂化。皂化后,将烧瓶与旋转式蒸发器连接.去除乙醇。生成的水溶性碱盐用200mL水溶解,加入乙醚n堕查堡三兰查耋三兰堡圭兰堡耋兰20mL,用分掖漏斗提取不皂化物两次,弃去醚层。在水层中加入6N硫酸约1.6mL,调节pH至2.0,再用20mL石油醚提取脂肪酸两次,用无水硫酸钠干燥,提取出的脂肪酸保存在石油醚中。(2)甲酯化取脂肪酸O.59,置入反应烧瓶内,加入10mL无水甲醇使溶解,加入lmL浓硫酸,加热回流lh,冷却,移入分液漏斗中,用15mL石油醚提取脂肪酸甲酯,用蒸馏水反复洗涤直到提取液呈中性为止。使石油醚提取液通过无水硫酸钠,吹氮浓缩,即可用于气谱一质谱分析。3.2_3气相色谱.质谱分析经皂化和甲酯化处理后的样品,用气相色谱一质谱联用仪分析其组成。气谱质谱条件:0.25mm×30m×O.25urn的HP一5MS色谱柱;载气为99.999%的高纯氦气,流速1.0mL/min;进样口温度250℃,初始柱温100℃,以30℃/min升温至190℃,保持20min,以30。C/min升温至280。C,保持3min;连接管温度为280℃。EI电离源,电离能量为70eV;溶剂延迟时间3min;离子肼150。C,质量扫描范围10~300。3.2.4脂肪酸组成粗脂肪酸甲酯化样品的总离子流色谱图,见图3-1所示。^●】’,‘⋯noe⋯一D,l一止业虬L止图3—1浮渣中脂肪酸甲酯的总离子流色谱图Fig_3—1TICoffattyacidcompoundsinsuspendedsludgen采用气相色谱法测定脂肪酸组成时,必须同时处理标准样品,通过比较峰位置和峰面积,才能对各组分进行定性和定量。而用气谱.质谱联用仪,则不需要标样,而是通过谱库检索确定各峰的结构名称来对各组分进行定性,通过面积归一法计算各组分的相对百分含量。对上述总离子流色谱图,采用计算机检索和人工解析各峰相应的质谱图,共鉴定出9种主要脂肪酸,并采用峰面积归一化法测定了各组分的相对百分含量,结果见表3.5。表3-5浮渣中脂肪酸组成及相对百分含量Table3-5Compositionsandrelativepercentcontentoffattyacidinsuspendedsludge由表3—5可知,月桂酸(C12:0)、肉豆蔻酸(C14;0)、棕榈酸(Ct6:0)、硬脂酸(Cj8:0)、油酸(Cts:1)是浮渣脂肪酸中最主要的成分,总含量达95.93%,其中含量最高的是棕榈酸(31.07%),依次是油酸(29.06%),月桂酸(1994%),肉豆蔻酸(12.59%)和硬脂酸(3.27%)。浮渣中C16和Cls酸的总含量为67.20%,二者是合成洗涤剂和表面活性剂的主要原料,有很高的利用价值。3.3浮渣主要成分利用价值分析3.3.1脂肪利用价值脂肪的利用价值主要体现在脂肪酸的利用价值上。浮渣中的脂肪主要是乳n堕堡堡三些查兰三兰堡圭耋堡墼耋脂肪,在废水处理过程中会有部分脂肪分解,某些低级脂肪酸挥发,但脂肪的理化性质和其中的主要脂肪酸种类与乳脂肪类似。3.311乳脂肪的理化’陛质及脂肪酸组成乳脂肪是乳中的最主要成分之一,乳脂肪的主要理化常数,见表3-6。表3-6乳脂肪的主要理化常数【57】Table3-6Constantofphysical—chemistryofmilkfat项目数值比重(15℃)熔点(℃)凝固点(℃)折射率(15"C)酸值碘值赖刻特.迈斯尔数(水溶性挥发性脂肪酸值)波伦斯克值(非水溶性挥发性脂肪酸值)皂化值乳脂肪的脂肪酸组成受饲料、营养、环境等因素的影响而变动,尤其是饲料会影响乳中脂肪酸的组成捧‰”。在饲料不正常的情况下,会使乳脂肪的组分含量不正常。当不给乳牛充分的饲料时,则其为了产乳而降低了本体脂肪量,结果会使牛乳中挥发性脂肪酸含量降低.而增高了不挥发性脂肪酸的含量,并且增加了脂肪酸的不饱和度。一般来说,夏季放牧期所产牛乳不饱和脂肪酸含量升高,而冬季舍饲期所产牛乳饱和脂肪酸含量增多。牛乳脂肪的脂肪酸组成与一般脂肪有明显的差别。乳脂肪的脂肪酸种类远较一般脂肪为多,乳脂肪组成的多样性,是与反刍动物瘤胃中微生物的生物合成密切相关的。曾发现,乳脂肪中的脂肪酸多达100余种,但实际上很多脂肪酸的含量均低于0.1%。与一般脂肪相比,乳脂肪的脂肪酸组成中,水溶性、挥发性脂肪酸含量特别高,这类乳脂风味良好且易于消化。乳腊肪的组成复杂,在低级脂肪酸中甚至检出了醋酸,另一方面也发现有C20.C26的高级饱和脂肪酸。一般天然脂肪中的脂肪酸绝大多数是碳原子为偶数的直链脂肪酸,而026肼”"舶j"¨m弛加q屯一qo碰q≈64,947争47麟Ⅲ⋯脚¨m;耋¨踟O1:2n哈尔滨工业大学工学硕士学位论文在牛乳脂肪中已证实含有C9一C23的奇数碳原子脂肪酸,也发现有带侧链的脂肪酸。乳脂肪的不饱和脂肪酸主要是油酸,约占不饱和脂肪酸总量的70%左右。乳脂肪中主要脂肪酸组成及含量,见表3.7。表3—7乳脂肪中脂肪酸组成及含量㈣比较表3.5和表3.7可以发现:(1)浮渣中没有短链脂肪酸。由于短链脂肪酸在水解酸化中挥发损失。(2)浮渣脂肪酸中主要成分与乳脂肪相同,分别是月桂酸、肉豆蔻酸、棕榈酸、硬脂酸、油酸。前者总含量为95.93%,后者总含量为67.62%。(3)浮渣中含量最高的脂肪酸与乳脂肪相同,都是棕榈酸。分别为31.07%n哈尔滨工业火学工学硕士学位论文和23.07%。(4)浮渣中主要脂肪酸的排列顺序和含量为:棕榈酸(31.07%)、油酸(29.06%)、月桂酸(19.94%)、肉豆蔻酸(12.59%)、硬脂酸(3.27%)。(5)乳脂肪中主要脂肪酸的含量和排列顺序为:棕榈酸(23.07%)、油酸(18.57%)、肉豆蔻酸(12.95%)、硬脂酸(7.61%)、月桂酸(5.42%)。3.3.1.2脂肪酸利用价值脂肪酸是重要的基本化工原料,其应用领域广阔。脂肪酸类产品可广泛用作表面活性剂、化妆品、洗涤用品、农用化学品、药品及其他工业化学品,具有工业味素之称[6”。其在塑料、表面活性剂、纺织、皮革等领域的用量逐年增长,特别是以脂肪酸为主的合成产品、各类衍生物,其旺盛的市场需求已超过几千种,从而带动了整个脂肪酸行业的繁荣。脂肪酸价格,见表3.8。表3-8脂肪酸价格表Table3-8Price-listoffattyacid脂肪酸等油脂化学品的最大市场分布在美国、欧洲和fi:_f本等化工行业比较发达的国家。随着亚洲经济的迅速腾飞以及东南亚棕榈油的大量生产,亚洲的油脂化学品发展速度十分迅速。由于具有得天独厚的自然条件,廉价的劳动力及处于迅速发展的亚洲经济圈等优势,从而使得东南亚地区成为世界上最大n哈尔滨工业大学工学硕士学位论文的脂肪酸生产地区。目前,马来西亚已成为世界最大的脂肪酸生产基地之一。据有关资料介绍2001年世界脂肪酸生产能力大约为5.5X109kg,主要分布在西欧、北荚和东南亚,其中欧洲1.5×109kg,北美1,0×109kg,亚洲2.5×lO’奴,其他地区5×108kg。随着我国目化产业及其他众多相关工业的发展,国内对脂肪酸类产品的需求量持续增长。工业油酸1994年需求量为6.553×10’kg,1999年增长到1.6×107埏,工业硬脂酸1999年需求量3.14×108kg,需求量的快速增长,造成国内脂肪酸产品紧俏,产品价格上扬,每年需大量进口补充国内市场。2003年我国脂肪酸产量3×108kg以上,产品多为硬脂酸。当年进口脂肪酸1.859×108kg,其中硬脂酸1.736×108kg,棕榈酸、硬脂酸酯和盐1.23×107kg。脂肪酸产品来源有提取和合成法两大类[621,合成法因各种原因至今没能发挥应有的作用,因而目前的生产方法仅限于从油脂及油脚、皂脚中提取[63,64,65J。若从乳品废水浮渣中提取脂肪酸不仅可以解决环境污染问题,同时也为生产脂肪酸开辟了新的廉价原料来源。乳品废水浮渣中脂肪主要是乳脂肪,含量在50%左右。从表3—5可以看出,SLN'肪中短链脂肪酸SCT(碳链中碳原予少于6个)在水解酸化工艺中几乎全部挥发损失,因此短链脂肪酸没有回收价值。浮渣中,中链脂肪酸MCT(碳链中碳原子6-12个)的含量约为20%。以中碳链脂肪酸组成的中碳链脂肪酸甘油酯在人体内消化吸收速度是普通长链脂肪酸的4倍,代谢速度是其10倍,因而很难再形成身体脂肪,不会造成人体肥胖,因此在食物营养、医药品和体育运动等方面有着广泛的应用。中碳链脂肪酸甘油酯可以作为婴儿的营养补给品,手术后患者、其他吸收障碍患者的主要能源以及体育运动员迅速恢复体力的营养品。此外,中碳链脂肪酸甘油酯具有非常优异的氧化稳定性,表面张力小,在皮肤中的展延性大,并且对各种化合物具有极好的溶解性,可以作为维生素、杀菌剂、激素、抗生素、保存料、着色料等各种医药品的溶剂【6⋯。浮渣中,长链脂肪酸LCT(碳链中碳原子超过12个)的含量高达80%,其中,肉豆蔻酸、棕榈酸、油酸和硬脂酸含量较高。LCT是合成表而活性剂的重要原料,随着相关行业的发展,LCT的需求呈逐年上涨趋势。n堕堡鎏三些查兰三耋堡圭兰堡篁兰乳脂肪中含有一种重要的功能性脂肪酸一共轭亚油酸(CLA),它是亚油酸几何和位置的异构体。由于饲料和季节不同,每克牛乳脂肪中含有25~17.7mgCLA16”,在乳制品加工、储存和运输过程中,共轭亚油酸的量保持不变【6⋯。大量研究证明,CLA具有抑制肿瘤,抗氧化,降低胆固醇、甘油三酯和低密度脂蛋白,延缓动脉粥样硬化,提高免疫力,提高骨骼密度等多种重要生理功能;对改善动物机体代谢,重新分配营养素,减少脂肪沉积,增加瘦肉率,改善肉品质,提高动物免疫系统功能也具有明显的效果【69,70,71]。CLA作为一种新的天然类脂功能因子,近年来对其制备方法进行了大量研究[721,并已被开发成减肥、抑制肿瘤、促进生长发育等保健食品和各种类型的运动食品,同时也被用作饲料添加剂。CLA无毒副作用,具有极好的安全性,可达GRAS标准,国际市场价格为40万元/吨,目前仅有同本、美国等国家少数几家公司生产。3-3.2蛋白质利用价值乳品废水浮渣中含有8%左右的蛋白质,蛋白质的利用价值主要体现在两个方面,一是作蛋白质饲料,二是经水解后作氨基酸液面肥。(1)蛋白质饲料蛋白质饲料是指干物质中粗纤维含量在18%以下,粗蛋白质含量在20%以上的饲料。这类饲料的粗纤维含量低,可消化养分多,是配合饲料的基本成分。蛋白质饲料可分为植物性蛋白饲料、动物性蛋白饲料和生物蛋白饲料[7”。植物性蛋白饲料主要以大豆饼粕为主,包括花生粕、棉籽饼、菜子饼等蛋白质饲料。动物性蛋白饲料主要以鱼粉为主,其次为肉骨粉、血粉、羽毛粉、鸡粉等。生物蛋白饲料是现代高科技生产技术产品,它是以各种植物的秸秆、书《叶、鸡粪、麸皮、果渣、菜粕、食品工业和动物屠宰下脚料等工农业废弃物为原料,添加含有有益生物菌群的特定添加剂后,经生物处理而成【74’7⋯。生物蛋白饲料中含有多种氨基酸、丰富的维生素微量元素和微生物菌体以及多种活性酶,这些营养丰富的物质,对促进畜禽的消化吸收,改善肠道菌群的分布,增加免疫力及促进增长,提高饲料转化率具有积极的作用,可完全替代价格昂贵的豆粕和鱼粉等植物和动物饲料蛋白。随着人民生活水平的不断提高,人们对n哈尔滨工业大学工学硕士学位论文肉奶蛋的需求量与日俱增,这就推动了畜牧业配合饲料工业的发展。我国动物蛋白饲料匮乏,每年都要进口大量鱼粉尚不能满足需求,因此急需开发新的蛋白饲料原料资源。而乳品废水浮渣中含有一定量的蛋白质成分,可以丌发成新的蛋白质饲料的原料资源。(2)氨基酸液面肥乳品废水浮渣中的蛋白质采用水解、络合等工艺,可以加工成氨基酸液面肥。氨基酸类肥料无毒、无公害、不污染环境,使用安全,是生产优质农产品,特别是水果、蔬菜等的理想肥料。氨基酸叶面肥以氨基酸为主,并络合微肥,含有植物营养型生长调节剂和植物必需的微量元素。氨基酸叶面肥能促进根系生长,壮苗、健株、增强叶片的光合功能及作物的抗逆、抗病虫害能力,对多种作物均有较显著的增产效果。同时,还有改善产品品质的作用。适用于小麦、棉花、大豆、花生、油菜、甜菜、烟草和各种蔬菜、果树、茶树、花卉等的根外喷施、浸种、拌种、蘸根、灌根等。3.4乳品废水浮渣资源化方案根据以上对浮渣成分和主要成分利用价值的分析,设计了以下三种乳品废水浮渣资源化方案:(一)饲料;(二)肥料;(三)脂肪酸提取。3.4.1饲料蛋白质、脂肪和碳水化合物为动物三大营养和能量物质。畜禽饲料中蛋白质成分往往较高,同时需要添加适量的脂肪等能量成分。与陆生脊椎动物相比较,鱼类对碳水化合物的需求及利用能力相对较低,鱼类代谢较多依赖蛋白质和脂肪提供能量"“”J。脂肪作为能量和必须脂肪酸的来源,是鱼用配合饲料中必备的营养物质之一【『78】。在饲料中添加适量的脂肪,可节约蛋白质,提高鱼体对蛋白质和脂溶性维生素的吸收利用17”。乳品废水浮渣中含有较高的脂肪和蛋白质,其中脂肪主要是乳脂,消化吸收性好,因此浮渣可以作为畜禽饲料的脂类添加剂,以及优质的鱼用饲料。用该乳渣直接喂养观赏鱼类,早、晚各喂一次,经两个月的喂养观察,发现鱼生长良好,游动迅速敏捷,无不良反应。浮渣状态和喂养观赏鱼类情况,见图3.2和图3-3。n譬釜鎏二些銮兰::兰罂,::竺鲨::j::图3-2浮渣状态Fig3-2Conditionofsuspendedsludge劁3-3观赏鱼喂养情况Fig.3-3Keepfishwithsuspendedsludge32.n3.4.2肥料浮渣中有机成分含量高,并含有少量的氮、磷、钾等成分,可以作为自‘机肥原料。经堆肥发酵腐熟后直接作为有机肥料,或添加适量的N、P、K等成分,制成有机无机复混肥使用。用该乳渣做花卉底肥,经两个月的实验观察,发现施肥量小于1%时,作物的长势旺盛,同时土壤保水性好,抗旱。花卉生长情况,见图3-4。幽3-4花卉生长情况Fig.3-4Growingconditionofflower3.4.3脂肪酸提取乳品废水浮渣中含有50%的脂肪,脂肪中长链脂肪酸含量高达80%,其中,C16和cl8饱和及不饱和脂肪酸是合成表面活性剂、洗涤用品的重要原料。从浮渣中提取脂肪酸可以为生产脂肪酸开辟新的廉价原料来源。提取的混合脂肪酸可以直接出售,或继续精馏分离成各种脂肪酸产品。提取脂肪酸后的残渣和残液可以继续提取蛋白质,或做其他用途。n哈尔滨工业大学工学硕士学位论文以上三种方案中,饲料、肥料方案的产品附加值低,而脂肪酸提取方案,技术含量高,产品附加值高,经济效益好,市场前景广阔,因此本项目对脂肪酸提取方案进行重点研究。3.5本章小结本章对乳品废水浮渣的成分、脂肪酸组成以及主要成分的利用价值进行了分析。脂肪和蛋白质是浮渣中含量最高的两种有机成分,脂肪含量高达50.5%,蛋白质含量为8.75%。浮渣中的主要脂肪酸组成与乳脂肪相同。月桂酸、肉豆蔻酸、棕榈酸、硬脂酸、油酸是浮渣脂肪酸中最主要的成分,总含量达95.93%,其中含量最高是棕榈酸,为31.07%。浮渣中的脂肪主要是乳脂肪,其脂肪酸组成中,短链脂肪酸在水解酸化过程中挥发损失,中链脂肪酸在食物营养、医药品和体育运动等方面有着广泛的应用。长链脂肪酸含量高达80%,它是重要的基本化工原料,广泛应用在表面活性剂和合成洗涤剂等领域。蛋白质是蛋白饲料的主要成分和氨基酸液面肥的主要原料来源。根据以上分析,设计了三种浮渣资源化方案,饲料、肥料和脂肪酸提取,由于脂肪酸产品附加值高,市场前景好,经济效益可观,最终确定提取脂肪酸为乳品废水资源化方案。n望玺鋈三些查耋三兰堡圭兰堡篁兰第4章乳品废水浮渣提取混合脂肪酸的研究根据前一章确定的乳品废水浮渣提取脂肪酸方案,本章的任务是研究从浮渣中提取脂肪酸的方法,并考察相应因素对脂肪酸提取率和酸值的影响,确定最佳工艺参数,研究在最佳条件下的脂肪酸提取效果,并对残液进行资源化研究。4.1仪器与药品4.1.1实验材料乳品废水浮渣:取自内蒙古蒙牛乳品公司废水处理厂的水解酸化池,经自然晾干至含水率在20%左右,粉碎待用。4.1.2实验仪器本实验使用的主要仪器设备,见表4.1。表4-1实验仪器一览表Table4-1Thescheduleofexperimentinstrumentn4.1.3实验药品本实验使用的化学药品,见表4.2。表4-2实验试剂一览表Table4-2Thescheduleofchemicalreagent4.2实验方法4.2.1酸水解法提取混合脂肪酸的工艺路线浮渣一干燥一粉碎一加酸一水解一萃取一回收溶剂一混合脂肪酸。将一定量已干燥粉碎的乳渣与盐酸混合,置于恒温水浴上水解。水解完成后,取出,加入乙醇,冷却。用石油醚一乙醚(1:1)萃取,静止分层,取醚层回收溶剂后,即为混合脂肪酸。按式4-1计算提取率。脂肪酸提取率(%)=(粗脂肪酸重量/样品重量)×100%4-1n哈尔滨工业大学工学硕士学位论文4.2-2酸值的测定精确称取o.2-0.59样品于锥形瓶中,加入乙醚一乙醇(1:1)混合液溶解样品,加入1.2滴1%酚酞指示剂,用0.1NKOH标准溶液滴定至微红色,30s内不褪色即为终点【80】。记录消耗KOH标准溶液的体积,按式4.2计算酸值。酸值=(Vl--V2)×C×56/W4-2式中v,——滴定样品消耗氢氧化钾溶液的体积(mL);v2——空白消耗氢氧化钾溶液的体积(mL);c——氢氧化钾标准溶液的浓度(mol/L);、Ⅳ_一样品重量(g)4.3实验内容4.3.1混合脂肪酸的提取方法目前从油脚和皂脚中提取混合脂肪酸的方法主要有:离心法、盐析法、溶剂萃取法、加热法、皂化法、酸水解法、索氏提取法、超临界C02萃取法、常压催化水解法和分批压热釜水解法等【63,65,81,82】。在鱼油提取工艺中,目前有以下几种方法:蒸煮法、稀碱水解法、超l晦界流体萃取法、溶剂萃取法、冷冻法和酸贮法等183]。根据乳品废水浮渣的特点和现有实验条件,并参照油脚、皂脚中混合脂肪酸的提取方法以及鱼油的提取方法,确定采用索氏提取法、溶剂萃取法、蒸煮法、酸水解法和碱水解法五种方法提取浮渣中的脂肪酸,并以混合脂肪酸的提取率为考核指标进行比较。4.3.1.1索氏提取法精密称取干燥并研细的浮渣2~59移入滤纸筒内,将滤纸筒放入索氏提取器,石油醚加热回流提取12h,旋转蒸发去除石油醚即得混合脂肪酸惮⋯。43.1.2溶剂萃取法准确称取一定量的浮渣,按每克浮渣12mL的比例加入氯仿:甲醇(2:1)提取液,于65℃水浴中加热回流1h,过滤,旋转蒸发回收溶剂,冷却,按每克浮渣5mL的比例加入石油醚,再加入无水硫酸钠,振荡lmin,3000r/rain离心5min,取醚层,挥发除去石油醚后即得混合脂肪酸瞵⋯。4.3.1.3燕煮法按每克浮渣5mL水的比例加入水,放入预热到95。C的温控水n哈尔滨工业大学工学硕士学位论文浴槽,进行隔水蒸煮lh,每隔5~10min搅拌一次,加热至I/2时间时加入碱液,蒸煮完毕后,3000~4000r/min离心沉降15min,分离油相后即得混合脂肪酸[83】。4.3.1.4酸水解法按每克浮渣9mL的比例加入质量分数为20%的盐酸,在7帖80℃水浴中加热水解1h。取出,按每克样品5mL的比例加入乙醇,冷却,按每克样品15mL的比例加入乙醚.石油醚(1:1)混合溶剂萃取,取醚层,旋转蒸发回收溶剂后即得混合脂肪酸【洲。4.3.1.5碱水解法称取一定量的浮渣,加半量或一倍半量水,放入水浴中搅拌升温至45~50℃,分两次加12.5mol/L氨水,调pH为8~9,搅拌升温至80"--90℃,保温45rain,加入6%铵盐,搅拌,水解,盐析15rain,离心后即得混合脂肪酸吲。4.3.2水解条件与提取率的关系酸水解提取混合脂肪酸的过程中,脂肪酸的提取率受多个因素的影响,其中盐酸的浓度、酸用量、水解温度、水解时间以及有机溶剂的种类和用量等是主要的影响因素。为了获取最佳提取工艺,提高脂肪酸的提取率,以混合脂肪酸的提取率和酸值作为评价指标,对水解条件进行探索,找出各因素与提取率和酸值的关系。4.3.2.1盐酸浓度对提取率和酸值的影响取一定量乳渣,按酸用量3mL/g加入盐酸,温度50℃,水解时间30min,盐酸浓度分别为1%、3%、6%、12%、20%、36%,水解后按20mL/g样品的比例加入乙醚.石油醚萃取,进行脂肪酸提取实验。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率和酸值。43.2.2盐酸用量对提取率和酸值的影响取一定量乳渣,加入浓度为12%的盐酸,温度50。C,水解时间30rain,盐酸加入量分别为1mL/g、2mL/g、3mL/g、4ml/g、5mL/g,水解后按20mL/g样品的比例加入乙醚一石油醚萃取,进行脂肪酸提取实验。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率和酸值。4.3.2.3温度对提取率和酸值的影响取一定量乳渣,按酸用量3mL/g加入浓38.n哈尔滨工业大学工学硕士学位论文度12%的盐酸,分别在30℃、40℃、50℃、60℃、70℃、80℃、90℃的温度条件下,进行脂肪酸提取实验,水解时间为30min,水解后按20mL/g样品的比例加入乙醚.石油醚萃取。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率和酸值。4.3.2.4水解时间对提取率和酸值的影晌取一定量乳渣,按酸用量3mL/g加入浓度12%的盐酸,在温度50℃下,分别水解lOmin、20rain、30min、40min、60min、90min,水解后按20mL/g样品的比例加入乙醚.石油醚萃取。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率和酸值。4.3.2.5有机溶剂种类对提取率的影晌取一定量乳渣,按酸用量3mL/g加入浓度12%的盐酸,在温度50℃下,水解30min。水解完成后按20mL/g样品分别加入乙醚、石油醚、环己烷、乙醚一石油醚(1:1)混合液进行萃取。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率。43.2.6有机溶剂用量对提取率的影响取一定量乳渣,按酸用量3mL/g加入浓度12%的盐酸,在50℃下,水解30min。水解完成后按乙醚-石油醚(1:1)用量分别为5mL/g、10mL/g、20mL/g、30mL/g进行萃取。每一实验条件为一组,每组设10个重复,测定脂肪酸提取率。4.3.3酸水解条件的优化浮渣的水解程度直接影响着混合脂肪酸的提取率,单因素实验表明,盐酸浓度、盐酸用量、水解温度、水解时间对脂肪酸提取率有羞不同的影响。本研究属于多因素影响的实验研究,拟采用正交实验法对水解条件进行优化,以确定最佳的工艺参数。正交实验法是解决多因素对实验结果影响的有效方法。该方法的突出优点是,实验次数可以大大减少,同时通过少数实验,可以推断出合理的生产条件,并能得到比预期结果更多的对各因素的分析信息。正交实验法对实验结果进行分析时,有以下特点:(1)分析各因素对指标的影响是否显著,分析哪些因素重要,哪些因素不重要。(2)分析指标随每个因素的变化趋势。n哈尔滨工业大学工学硕士学位论文f3)确定各个因素按哪个水平搭配能获得较理想的指标。(4)指出进一步实验的方向。根据单因素实验结果,确定酸水解法提取混合脂肪酸的多因素正交实验的因素和水平,见表4—3。本实验考察4个因素;盐酸浓度、酸用量、温度、水解时间对脂肪酸提取率和酸值的影响,按L9(34)正交表对提取条件进行研究,以确定酸水解法提取混合脂肪酸的最佳工艺条件。表4-3正交实验的因素和水平Table4-3factorsandlevelsoforthogonalexperiment4.3.4最佳工艺验证在实际的生产实践中,要想得到好的产品质量和经济效益,必须兼顾多方面的因素,进行反复分析、综合比较和权衡来作出选择。通过单因素和多因素实验结果分析,确定酸水解法提取混合脂肪酸的最佳工艺条件为:盐酸浓度为12%,酸用量为3mL/g(以干孚L渣计),温度50。C,水解时间60min,乙醚一石油醚用量为20mL/g。在该提取条件下,研究酸水解法从乳品废水浮渣中提取脂肪酸的效果4.3.5残液絮凝效果酸水解法提取脂肪酸后,留有大量的残液,浮渣中的蛋A质都进入到残渣、残液中。对残渣、残液中蛋A质含量进行分析,可以了解蛋白质的去向,同时为确定残液的资源化方向提供依据。4.3.5.1残渣、残液蛋白质含量分析按GBff54131—1997中蛋白质测定方法进行测定。n哈尔滨工业大学工学硕士学位论文4.3.5.2残液絮凝效果实验将高岭土完全溶解于水中,混合均匀,配制成59/L高浓度悬浊液。烧杯混凝试验在六联混凝试验搅拌仪中进行。混凝试验程序设定如下:加入混凝剂,调节pH值在8左右,快速搅拌1min,转速为500r/min。然后在50r/min转速下慢速搅拌10min。在慢速搅拌结束时,搅拌杆自动从烧杯中缓慢地移出。沉降20min后,测定并记录烧杯中上清液在550nm的吸光度,同时观察并记录烧杯试验中絮体的形成状况。4.4结果与讨论4.4.1混合脂肪酸提取方法比较各种方法提取浮渣粗脂肪酸的结果,见图4—1。脂肪分成游离脂肪和结合态脂肪两类,游离脂肪一般都能直接被乙醚、石油醚等有机溶剂提取,而结合态脂肪不能直接被乙醚、石油醚提取,需在一定条件下进行水解等处理,使之转变为游离脂肪后才能提取。——。‘‘。。。。。。。。。。。。。。。。。。。。。。——。。。。。。。。。。。。。。。。。。。。。。。。。}。。。。。。。。———————————————————————————————————————————一一一—]圈提取率装甜盛掣60%‘。。%I30%20%10%O%L1L_|15%._12%索氏法溶剂法蒸煮法酸水解法碱水解法图4-1几种方法提取粗脂肪酸的提取率Fig.4-lYieldofmixedfattyacidofseveralmethodsn哈尔滨工业大学工学硕士学位论文由图4.1可知,由于乳脂肪属于结合态脂类【8”,而索氏提取法和有机溶剂法、蒸煮法提取的只是游离脂肪,结合态脂肪提取不出来,故脂肪酸提取率较低,分别为18%、15%、12%。碱水解法虽然也能够破坏脂肪的结合态,但不如酸水解法效果好。样品与盐酸溶液一同加热进行水解,能够使结合或包藏在组织里的脂肪全部游离出来,因此酸水解法从浮渣中提取粗脂肪酸的提取率最高,达到55%。故本研究拟采用酸水解法从浮渣中提取混合脂肪酸。4.4.2水解条件对提取率和酸值的影响4.4.2,1盐酸浓度对提取率和酸值的影响盐酸浓度对提取率和酸值的影响结果,见图4—2。由图4.2可知,在一定的浓度范围内,随着盐酸浓度的增加,脂肪酸提取率和酸值也随之增加,当酸浓度增加到一定值后,提取率和酸值则不再增加。当盐酸浓度从l%增加到12%时,脂肪酸提取率从28.o%增加到54.2%,酸值从166mgKOH/g增加到258mgKOH/g。当酸浓度超过120/o后,提取率和酸值都不再随浓度变化而变化。摹一槲并掣甾超鉴40.030.O20.0O5盐酸浓度(%)0∞n!尘堡三些查耋三兰堡圭兰堡丝兰蓄量嚣O510152025303540盐酸浓度(%)b)幽4-2盐酸浓度与脂肪酸提取率及酸值的关系Fig4—2TherelationshipbetweenHCIconcentrationandfattyacidyieldandacidvalue这是因为盐酸在脂肪酸的提取过程中主要起两方面作用,一是破坏磷脂一蛋白质络合物形成的脂肪球膜,使脂肪游离出来,成为疏水性的物质。二是催化脂肪水解成脂肪酸。随着酸浓度的增加,游离出来的脂肪酸越多,脂肪酸的提取率增加的也越快,同时水解反应速率也随着酸浓度的增加而加快。当酸浓度达到一定值后,提取率和酸值则不再变化。4.4.2.2盐酸用量对提取率和酸值的影响盐酸用量对脂肪酸提取率和酸值的影响,见图4-3。由图4.3可知,随着酸用量的增加,脂肪酸提取率和酸值也在增加,但增加幅度不大,当酸用量增加到一定值后,则不再增加。当酸用量为ImL/g时,脂肪酸提取率为45.0%,酸用量为2mL/g时,提取率达到最大为49.0%。当酸用量超过2mL/g以后,增加酸用量,提取率不再增加。酸用量对酸值的影响与提取率基本相同,只是在酸用量为3mL/g时酸值达到最大296mgKOH/g。0O0O0凹卯孙∞虬均¨坫坞n竺玺蒌三些查兰三兰堡圭兰堡鎏兰55.050.O§45·o槲40,0甚裴350超磐30.025.020.O·//——卜—一Ol23456酸用最(mFg)O123456酸用量(m地)b)图4-3酸用量与脂肪酸提取率及酸值的关系Fig4—3TherelationshipbetweenamountofHClandfattyacidyieldandacidvalue..44.O0O∞聃髂卯拍拈孔鸽毖虬加仓/Ho鼍m)培甜n呈堡鋈三兰奎耋三兰堡圭兰篁篁兰423温度对提取率和酸值的影响温度对提取率和酸值的影响,见图4-4。70.O60.O零僻50.0甚裂40.0龌30.O20.O3。。260喜。。。誓运180铤14。1002030405060708090100温度(℃)a)20304050607080901()O温度(℃)b)图4.4温度与脂肪酸提取率及酸值的关系Fig4—4Therelationshipbetweentemperatureandfattyacidyieldandacidvalue.45.n哈尔滨工业大学工学硕士学位论文由图4—4可知,随着温度的提高,脂肪酸提取率和酸值也随之提高,达到一定温度后,再提高温度,提取率和酸值下降,然后又逐渐提高。当温度从30℃提高到60"C时,脂肪酸提取率从48.8%提高到65.O%,之后开始降低,70℃时提取率降到59.O%,然后又逐渐回升。而酸值在50℃时达到最高值288mgKOH/g,70"C时降到187mgKOH/g,之后开始回升。提取率和酸值出现这种趋势,主要是因为温度升高,加快了脂肪球膜破裂的速度和脂肪的水解速率,因此,在一定的温度范围内,提取率和酸值随着温度的升高而增加,达到一定温度后,乳脂中的一些短链挥发性脂肪酸逐渐挥发出去,因此提取率和酸僵出现短暂下降趋势。4.4.2.4水解时间对提取率和酸值的影晌水解时间对提取率和酸值的影响,见图4.5。由图4.5可知,时间对水解的影响与温度的影响基本相同,随着水解时间的延长,脂肪酸提取率和酸值随之增加,在水解30min时,脂肪酸提取率达到最大值59.2%,此时酸值为226mgKOH/g。水解60rain时,酸值达到最大值252mgKOH/g,之后,再延长水解时间,提取率和酸值反而下降,最后趋于稳定,这也是由于随着水解时间的延长,挥发性脂肪酸损失造成的。摹u褂盛裂倒坦塑5045403530O25.O20.0./\..4060水解时间(min)aJ——0O嘶∞弱n塞查堡三些奁耋三兰堡圭兰堡鎏耋蛩旦熏坦链//\◆●—一◆——r、、’0102030405060708090100水解时间(min)b)图4-5水解时间与脂肪酸提取率及酸值的关系Fig.4_5Therelationshipbetweenhydrolysistimeandfattyacidyieldandacidvalue4.4.2.5有机溶剂种类对提取率的影响不同有机溶剂对脂肪酸提取率的影响见表4-4。表4—4不同溶剂对提取率、颜色的影响Table4-4Effectsofdifferentsolventonyieldandcoloroffattyacid由表4-4可知,乙醚一石油醚混合物是较理想的萃取剂,与环己烷的提取率相差不多,分别为54.O%和54.5%。虽然乙醚溶解脂肪的能力比石油醚强,但它易吸收水分,提取的成品中往往带有水分。而乙醚和石油醚混合使用,石油醚可以降低乙醚的极性,使乙醚与水不混溶,只抽提脂肪,并可以使分层清0O∞黔躺孔盟如培坞M挖mn哈尔滨工业大学工学硕士学位论文晰。因此,本实验选择乙醚.石油醚(1:1)作为萃取剂提取脂肪酸。4.4.2.6有机溶剂用量对提取率的影响有机溶剂量对提取率的影响,见图4-6。由图4-6可知,萃取开始时,随着乙醚一石油醚用量的增加,脂肪酸的提取率明显提高。有机溶剂用量为5mL/g时,脂肪酸提取率只有21.8%,当乙醚一石油醚用量增加l倍,提高到10mL/g时,脂肪酸提取率也按比例增加到42%。乙醚一石油醚用量增加到20mL/g时,脂肪酸提取率增加到56.O%。之后,再增加溶剂用量,提取率提高缓慢,当乙醚一石油醚用量从20mL/g增加到30mL/g时,脂肪酸提取率只提高了1.6%。综合考虑成本和提取率,本实验确定乙醚一石油醚的用量为20mL/g样品。摹糌盛裂澍超罂7060105lO2030乙醚一年黼醚用量(mL/g)图4-6有机溶剂用量与脂肪酸提取翠的芙系Fig.4—6Therelationshipbetweenamountoforganicsolventandfattyacidyield4.4.3正交实验分析根据表4.3的因素水平,分别在不同的盐酸浓度、酸用量、水解时间和水解温度下,按L9(34)正交表对酸水解法提取混合脂肪酸的条件进行研究,正交实验设计及结果,见表4-5。对于正交实验取得的实验数据,可采用两种分n哈尔演工业大学工学硕士学位论文析方法,极差法和方差法。本实验采用极差分析法。极差法的优点是对实验数据只做少量计算就能比较出最优因素水平的组合(即最佳实验条件)。表4-5正交试验设计及结果L9(34)Table4-5L9(34)Arrangementandresultsoforthogonaltestn哈尔滨工业大学工学硕士学位论文表4.5中符号说明如下:(1)K1、K2、K3分别为各因素一、二、三水平对应的脂肪酸提取率之和;(2)kl、k2、k3分别为各因素一、二、三水平对应的脂肪酸提取率平均值:(3)KI/、K27、K3,分别为各因素一、二、三水平所对应的脂肪酸酸值之和;(4)k17、k2’、ksj分别为各因素一、二、三水平所对应的酸值的平均值;(51R、“为极差,即分别为同一因素各水平的提取率平均值和酸值平均值中最大值与最小值之差。(6)G为正交实验表中九个实验的提取率之和,g为提取率的平均值;(7)G7为正交实验表中九个实验的酸值之和,g/为酸值的平均值。极差的大小反映因素变化对考核指标的影响程度。极差大表明该因素对指标的影响程度大,在对该因素的水平进行选择时应认真考虑;极差小表明该因素对指标影响程度小,可以任意确定其水平。由表中R值可以看出,影响提取率的因素排序为A>D>C>B,即盐酸浓度>水解时间>水解温度>酸用量。若以提取率为考核指标,则酸水解提取脂肪酸的最佳条件为A282C2D2。由R,值可以看出,影响酸值的因素排序为B>D>C>A,即酸用量>水解时|'13J>水解温度>赫酸浓度。若以酸值为考核指标,则提取脂肪酸的最佳条件为AsBsCIDa。本实验以提取率作为第一考核指标,同时综合考虑水解条件对酸值的影响以及提取成本等,确定酸水解法提取乳品废水浮渣的最佳工艺条件为A282c1D2,即盐酸浓度为12%,酸用量为3mL/g(以干乳渣计),温度500|C,水解时问60rain。水解后用乙醚.石油醚(1:1)萃取,用量为20mL/g样品4.4.4最佳工艺条件验证结果经单因素实验和正交实验确定的酸水解法提取混合脂肪酸的最佳工艺条件为:盐酸浓度为12%,酸用量为3mL/g(以干乳渣计),温度50。C,水解时间60min。乙醚.石油醚(1:1)用量为20mL/g样品。在此条件下按4.2的方法进行脂肪酸提取实验,结果见表4-6。n哈尔滨工业大学工学硕士学位论文表4-6验证实验的工艺条件及结果Table4-6Technologicalparametersandresultsoftestifyingexperiment项目参数盐酸浓度%酸用量mL/g水解温度℃水解时间min乙醚-石油醚(1:1)用量mL/g脂肪酸提取率%酸值mgKOH/g由表4-6可知,在确定的最佳工艺条件下,粗脂肪酸的提取率和酸值分别为54.3%和215mgKOH/g,达到了实验的要求。因此,所确定的最佳工艺条件是完全可行的。4.4.5残液絮凝效果4.4.5.1残渣、残液蛋白质含量分析酸水解法从乳品废水浮渣中提取脂肪酸后,留有大量残液和少量残渣。其中残渣分两种,一是上层浮渣,其主要成分是混杂在乳品废水浮渣中的毛发、草屑及塑料薄膜等物,因此漂浮在上层;二是下层沉渣,其主要成分是泥沙等,因此沉淀在底层。乳品废水浮渣中的蛋白质在提取脂肪酸的过程中会进入残液和残渣中。残液、残渣中蛋白质含量,见表4—7。表4.7残液、残渣中蛋白质含量由表4.7可知,浮渣中的蛋白质在提取脂肪酸后,绝大部分都进入水相,即残液中。上层浮渣蛋白质含量高于下层沉渣,主要是由于上层残渣中含有毛他,的印∞铤Ⅲn哈尔滨工业大学工学硕士学位论文发等含蛋白成分的物质,而下层残渣中主要是混入的泥沙等成分。上层浮渣可以作饲料。4.4.5.2残液絮凝作用絮凝作用是指胶体和悬浮物颗粒在絮凝剂的作用下,桥连成粗大絮凝体的过程。溶液中的胶体或悬浮物颗粒在絮凝剂的作用下,通过电荷中和、桥连以及沉淀物的网捕作用最终形成絮体而沉淀。常用的絮凝剂有无机高分子絮凝剂和有机高分子絮凝剂。在水处理、发酵和食品等工业中,高分子絮凝剂的应用十分广泛。有机合成高分子絮凝剂具有受pH值影响较小、形成的絮体大且强度高、产生污泥量少等优越性。但是其使用中仍然存在一些难以避免的问题,例如其对絮凝的胶体有很大的选择性,本身不易被生物降解而影响后续处理,而且是否会对人体健康产生毒性、致癌性、致突变性等不利影响尚未定论。天然高分子物质作为有机合成高分子絮凝剂的替代产品,具有来源丰富、可生物降解、对人体健康无危害的优势,从环境可持续发展角度来看,具有十分重要的意义和广阔的应用前景。(1)残液投加量以6、8、10、12mL/L向59/L的高岭土溶液中投加残液,进行混凝试验,结果见图4—7。摹腓爨粼68468-.81012残液投加量(mL/L)图4.7残液投加量与絮凝效果的关系Fig.4-7Relationshipbetweendoseofremainingliquidandflocculationeffect■■●化■I矩Ir.1.——..L∞鲫加∞册如∞∞m0n哈尔滨工业大学工学硕士学位论文由图4.7可知,随着残液投加量增大,混凝效果显著增强,在投加量为10mL/L时,絮凝率达到最大值84%。因此,可确定残液的最佳投加量为10mL/L。在混凝试验中发现,残液的絮凝作用明显,形成的矾花大而密实,沉降快。残液之所以有絮凝作用,可能是因为残液中的蛋白质主要是酪蛋白,乳中的酪蛋白能与钙、磷、镁、柠檬酸等构成酪蛋白复合体,并能与其他蛋白质和多糖形成络和物[蛐。这些络和物分子庞大,因此才有絮凝作用。(2)pH值与絮凝效果的关系按最佳投加量向高岭土悬浊液投加残液后,用稀盐酸或氢氧化钠溶液调节高岭土悬浊液的pH值,在4.0~10.0范围内进行混凝试验,结果见图4.8。摹一静爨粼3456789lOpH图4-8pH值与絮凝效果的关系Fig.4-8RelationshipbetweenpHvalueandflocculationeffect由图4-8可知,pH值对残渣的絮凝效果影响显著。在pH值4-8范围内絮凝率呈上升趋势,而在pH值8~10范围内絮凝率呈下降趋势。在7-8范围内上絮凝率显著增加,尤其pH值在8左右时,絮凝效果最佳。因此,絮凝的最佳pH值为8左右。∞阳∞蚰∞n哈尔滨工业大学工学硕士学位论文酸水解提取脂肪酸后的残液,由于有盐酸残留,pH值较低,pH值在2左右。因此,该残液适合碱性废水的絮凝处理,可节省调节pH值的酸碱量。4.5本章小结目前以工业油脂为原料生产脂肪酸主要采用高温高压水解法[87,88],设备投资高,能耗大。本研究采用酸水解法提取浮渣中的脂肪酸,属于常压水解,工艺简单,不需要高压设备,投资低,提取率高。本章考察了主要影响因素(盐酸浓度、酸用量、水解时间、水解温度、有机溶剂种类及用量)对脂肪酸提取率和酸值的影响,通过正交实验确定了酸水解法提取粗脂肪酸的最佳工艺条件,同时研究了在最佳条件下浮渣脂肪酸的提取率和酸值,并对提取脂肪酸后的残液的絮凝作用进行了初步研究,得出以下结论:(1)酸水解法为提取乳品废水浮渣中混合脂肪酸的最佳方法,采用该方法粗脂肪酸的提取率可达55%。f2)盐酸浓度、酸用量、水解时间、水解温度、有机溶剂种类及用量是影响酸水解法提取脂肪酸的主要因素。综合考虑各种因素,通过单因素实验和正交实验确定酸水解法提取脂肪酸的最佳工艺条件为:盐酸浓度12%,酸用量3mL/g(以干乳渣计),温度50。C,水解时间60min。乙醚.石油醚(1:1)用量20mL/g。f31在最佳提取条件下,混合脂肪酸的提取率和酸值分别为54.3%和215mgKOH/g。(4)浮渣中的蛋白质在提取脂肪酸后进入残液中。残液在pH值8左右,对高岭土悬浊液有明显的絮凝作用。由于残液pH值较低,因此适合碱性废水的絮凝沉淀。n哈尔滨工业大学工学硕士学位论文第5章乳品废水全流程资源化技术路线结合前两章浮渣的资源化研究实验,以及现行处理乳品废水的水解酸化.好氧工艺,本章的任务是提出乳品废水全流程资源化的技术路线,并对该路线的特点和可行性进行分析。5.1技术路线(1)乳品废水全流程姿源化技术路线根据浮渣的资源化研究结果,并结合水解酸化.好氧工艺,制定的乳品废水全流程资源化的技术路线,见图5—1。污泥回流ljljI』^彳r絮了~了区亘■农灌』电厂回用水图5q1乳品废水全流程资源化工艺流程图F;pE.1F1nwdinpramnfthewholec;rcⅢfreqnIIrceRrepenemt{nnnfdnirvwastewafern哈尔滨工业大学工学硕士学位论文(2)浮渣资源化路线酸水解提取脂肪酸的技术路线,以及采用该路线得到的各种产品和数量,见图5—2。]图5-2浮渣资源化流程图Fig.5-2Flowdiagramofsuspendedsludgeresourcesregeneration5.2技术路线特点陔技术路线充分体现了,以废水为资源,全流程优化,多尺度利用的特点。具体表现在:(1)全流程从废水到系统产物一水解池浮渣、污泥都得到了资源化利用。(2)整个工艺流程由废水资源化系统、浮渣资源化系统和污泥资源化系统3部分组成。主要产品为达标水、脂肪酸、絮凝剂和肥料。(3)废水资源化系统将进水经水解酸化一好氧工艺处理后,用于发电厂回用水或农业灌溉:污泥资源化系统将好氧池产生的污泥经浓缩,高温堆肥发酵后1L劂一医Sn哈尔滨工业太学工学硕士学位论文制成有机肥或有机无机复混肥,可以用作牧草肥料。浮渣资源化系统将水解酸化池产生的浮渣采用酸水解法处理后得到粗脂肪酸和残液。粗脂肪酸继续精馏,可以得到各种脂肪酸产品,作为化工原料出售;残液可以直接作为絮凝剂使用,或者可以继续水解、调配,可以得到氨基酸液面肥和硫酸铵。5.3可行性分析5_3.1项目实施优势(1)技术优势哈工大市政环境学院在环境污染防治、水污染控制及水资源保护、废物资源化等方面拥先进的技术,已经自主研制和拥有了处于国际领先水平的微生物絮凝技术。该技术路线是在盛乐污水处理厂原水解酸化一好氧工艺路线的基础上,增加了对水解酸化池产生的浮渣进行回收利用工艺。酸水解法提取浮渣中的粗脂肪,具有工艺简单,提取率高,不需要高温高压设备,提取后的残液可以作为絮凝剂使用或生产氨基酸液面肥等,技术的潜在应用领域宽,能较好地适应市场多样化需求。(2)人才优势课题由马放教授和几位博士、硕士研究生共同组建,科研创新能力强,技术水平高。专业人员的知识结构合理,不仅包括环境科学与工程、微生物、食品工程等技术类专家,而且包括环境经济和化工专家。(3)市场优势项目是在污染治理实践和为用户服务中开发和发展起来的,具有先进性和独创性,在市场上容易形成竞争优势。乳品工业在食品工业中所占的比重越来越大,乳品废水的治理成为急待解决的问题,因此项目的市场需求较大,容易形成规模化产业。项目工艺简单,易于操作,能与传统废水处理工艺较好地结合,便于推广使用。产品品种多样化,均为市场急需产品。5.3.2经济效益该技术路线中,浮渣资源化系统是在原废水处理工艺的基础上新增的项目,因此,主要对新增加的浮渣资源化系统进行经济效益分析,并按污水处理厂自己加工浮渣分析。n哈尔滨工业大学工学硕士学位论文(一)投资概算新增投资额:210万元,其中:1、科研开发:50万元技术攻关与中试工作:50万元2、车间改建:150万元(1)厂房改造:30万元(2)生产设备:120万元3、市场开发:7万元(1)广告宣传:5万元(2)促销活动:2万元4、技术培训:3万元总投资概算210万元,具体投资金额可根据当地资源与现有厂房情况具体制定,生产设备也可适当增减。(二)生产成本:浮渣加工成本估算表,见表5-1。。表5-1生产成本估算表Table5-1Estimatedtableofproductcost项目单位成本金额计算依据!垂!!!:堕!!互垂!!!!堕!——人I.费303人员10人,30元,人.天,104kg厌材料费燃料动力费折旧费摊销费办公费管理费用其他总成本400元/天设备10年折旧改建费用按10年摊销由表5-l可知,每103kg浮渣加工费用1023元;加工106kg浮渣的总成本为102.3万元。1J∞4"2;,眩渤柏”∞加如㈣n堕玺篓三些奎耋三茎堡圭耋堡丝兰一(三)销售收入由图5·2可知,按不同的工艺路线生产,可得到不同的产品。主要产品市场参考价格,见表5-2。表5-2主要产品市场价格Table5-2Priceofprimaryproducts单价产率产值序号产品名称!重!!兰!!:堕!!!!:丝!!!:蛭!!互重!!蚤!!!坠11辛酸180000.81.4410Il121314癸酸月桂酸肉豆蔻酸棕榈酸硬脂酸油酸共轭弧油酸亚麻酸合计混合脂肪酸絮凝剂硫酸钙氨基酸液面肥饲料1500070001200060006500600016000060004000502000100005001.8511875.676.210487489.6361842005034507.5按加工1×10%g浮渣计算:1、采用混合脂肪酸.絮凝剂一饲料工艺,产值为:200十50+7.5=257.5万元2、采用脂肪酸一絮凝剂一饲料工艺,产值为;361.84+50+7.5=419.34万元3、采用混合脂肪酸一氨基酸叶面肥一饲料工艺,产值为200+34+50+7.5=291.5万元4、采用脂肪酸.氨基酸叶面肥一饲料工艺,产值为:361.84+34+50+7.5=453.34万元.59.24,”6”oo∞呲加卯如176l15Ol1n哈尔滨工业大学工学硕士学位论文(四)利润估算1、采用混合脂肪酸,絮凝剂.饲料工艺,利润为:257.5—102.3=155.2万元2、采用脂肪酸.絮凝剂.饲料工艺,利润为;419.34—102.3=317.04乃元尽管工艺2估算利润高于工艺l,但需增加精馏塔,因此投资部分也要相应增加。由于成本估算中不包括工艺3和工艺4,因此不对两者做利润估算。若采用工艺1,加工1x106kg浮渣的产值约257.5万元,利润约155.2万元,两年左右可收回成本。目前盛乐污水处理厂的废水,处理后卖给发电厂,售价为每103k91.5元人民币。另外,污泥堆肥后还可以出售。浮渣资源化的收入再加上这两部分的收入,对乳品废水处理厂来说,效益非常可观。5.3.3环境效益该项目的研究与开发不仅在理论上有一定的指导意义,而且在工程应用方面有着显著的经济效益和社会效益。目前我国工业污染治理的主要方式——末端治理对保护环境虽然具有积极的作用,但它在治理过程中由于技术和观念等原因,往往造成污染物的二次转嫁,使污染得不到彻底的治理。采用上述技术路线,可以便乳品废水处理过程中的各种污染物全部得到资源化利用,降低污染物对生态环境的危害,极大地有利于环境质量的提高和生态环境的好转,具有优良的环境效益和生态效益。该技术不仅可以为废水处理厂带来可观的经济效益,而且具有良好的技术经济指标,技术立意新,设计方案完善,创新点比较突出,技术路线的可行性较高,操作运行科学简便,减少二次污染作用明显,填补了国内污染治理领域的一项空白。5.4本章小结本章提出了乳品废水全流程资源化的技术路线,分析了该路线的特点,并从技术优势和经济效益、环境效益的角度分析了该技术路线的可行性。n啥尔滨工业大学工学硕士学位论文结论本文对乳品废水全流程资源化的可行性进行了研究,重点探讨了水解酸化池浮渣的资源化利用。通过实验研究和分析,在乳品废水处理过程中,达到无二次污染物排放,实现全流程资源化,在技术上是完全可行的。1。浮渣中含有50%的脂肪和8%的蛋白质,同时含有N、P、K等成分;浮渣中的主要脂肪酸组成与乳脂肪相同,月桂酸、肉豆蔻酸、棕榈酸、硬脂酸、油酸是浮渣脂肪酸中最主要的成分,总含量达95,93%,其中含量最高是稼榈酸,为31.07%。2.根据各种成分的利用价值,制定了3种资源化方案,通过分析比较,最终确定提取混合脂肪酸为浮渣最佳资源化方案。比较了五种提取脂肪酸的方法,依据提取率大小,最终确定采用酸水解法提取浮渣中的脂肪酸。该方法粗脂肪酸的提取率可达55%。3以粗脂肪酸的提取率和酸值为考核指标,对影响酸水解法提取脂肪酸的主要因素(盐酸浓度、酸用量、承解温度、水解时闯以及有机溶剂种类和用量)进行研究,通过单因素实验和正交实验确定酸水解法提取脂肪酸的最佳工艺条件为:盐酸浓度12%,酸翔量3mL/g(以于乳渣计),温度506C,东解时间60rain。乙醚.石油醚(1:1)用量20mL/g。在最佳提取条件下,混合脂肪酸的提取率和酸值分别为54。3%和215mgKOR/g。4.浮渣中的蛋白质在提取脂肪酸后进入残液中。残液在pH值8左右,对高蛉土悬浊液有明显的絮凝终用,由于残液pH值较低,因此适合碱性废水的絮凝沉淀。7.结舍浮渣的资源化方案,以及现行处理乳品废水的水解酸化。好氧工艺,提出了乳品废水处理全流程资源化的技术路线。整个工艺流程出废水资源化系统、浮渣资源化系统和污泥资源化系统3部分组成,从废水到系统产物一水解池浮渣、污泥都得到了资源化利用,主要产品为达标水、脂肪酸、絮凝剂和肥料。该项目的研究不仅解决了目前乳品废水处理过程中产生的=次污染问题,为乳晶凌水处理过程实现全流程资源化打下了坚实的基础,具有优良的环境效n哈尔滨工业大学工学硕士学位论文益和社会效益。而且采用该技术路线可以为污水处理厂带来可观的经济效益,仅浮渣提取脂肪酸一项就可为污水处理厂创利200多万元,弥补了污水处理投入和产出不平衡的矛盾,因此该项目具有广阔的应用前景。虽然实验结果令人满意,但还存在一些问题,需要进一步研究。1.酸水解法从浮渣中提取脂肪酸的提取率虽然很高,但消耗试剂量大。目前炼油厂含油污泥采用破乳等方法回收燃料油,该方法能否应用到乳品废水浮渣的处理上有待进一步深入研究。2.提取混合脂肪酸后的残液有絮凝作用,但对其中有絮凝作用的主要成分及絮凝机理还不很清楚,需要对絮凝效果以及絮凝机理进一步深入研究。3.残液提取水解氨基酸的方法也需要进一步研究。n望玺鋈三些尘兰三竺塑圭兰堡堡兰参考文献l程明峰,王增田.目前环境污染治理存在的问题及对策.内蒙古环境保护.2002,(1):31~332励建荣.我国乳品工业的现状与发展前景.中国乳品工业.2004,(9):49~523张容昶.不同牛的乳成分,草食家畜,1981,f5):5-124R.Jean—Pierre,D.Christine,GPierre,eta1.Characterizationofanimalproductsaccordingtogeographicoriginandfeedingdietusingnuclearmagneticresonanceandisotoperatiomassspectrometry:COWmilk.FoodChemistry.2004,85(1):63-665M.S.Havemose,M。R.Weisbjerg,W.L.EBredie,eta1.Influenceoffeedingdifferenttypesofroughageontheoxidativestabilityofmilk.InternationalDairyJournal.2004,14(7):563—5706郭本恒.乳品化学.中国轻工业出版社,200I:l~27马效民,乳晶工业废水处理.林业科技情报.2002,34(3):53~548B.B6atrice,QGGenevi6ve,C.Bemard,eta1.Treatmentofdairyprocesswatersbymembraneoperationsforwaterreuseandmilkconstituentsconcentration.Desalination.2002.147(1-3):89~949K.Baskaran,L.M.Palmowski,B.M.Watson.Wastewaterreuseandtreatmentoptionsforthedairyindustry.WaterSciTechn01.2003,3:85~91lOB.Demirel,O.Yenigun,tT.Onay.Anaerobictreatmentofdairywastewaters:areview.ProcessBiochemistry.2005,40(8):2583~2595II蔡晶,张吴艚.乳品工业废水处理世界环境.2002,(5):37~3812姚建,王安,郑佩娜废水资源化是解决水资源紧缺的有效途径.四川环境,2000,19(3):31-3313V.Mavrov,E,Bdlieres.Reductionofwaterconsumptionandwastewaterquantitiesinthefoodindustrybywaterrecyclingusingmembraneprocesses。Desalination.2000,131(1-3):75-8614马三剑,支n锋,蒋京东.乳品加工废水处理技术.给水排水,2001,(12):47--4915J.R.Danalewich,T^GPapagiannis,R。L.Belyea,et,aI.Characterizationofdairywastestreams,currenttreatmentpractices,andpotentialforbiological-63.n呈堑篓三些奎耋三耋矍圭兰堡苎兰nutrientremoval.WaterResearch.1998,32(12):3555-356816胡斌.气浮净水技术.上海科技出版社,198617张敏,刘和义,包南.气浮一生物接触氧化法处理乳品加工废水.中国给水排水.2003.19(9):65—66l8QVidal,A.Carvlho,R.Mndez,eta1.Influenceofthecontentinfatsandproteinsontheanaerobicbiodegradabilityofdairywastewaters.BioresourceTechnology.2000.74:23l~23919M.Perle,S.Kimchie,QShelef.Somebiochemicalaspectsoftheanaerobicdegradationofdairywastewater.WatRes.1995,29(6):1549一v155420J.tBarrow,H.H,Van.horn,D.L.Anderson,eta1.EfleetsofFeandCaadditionstodairywastewatersonsolidsandnutrientremovalbysedimentationAppliedEngineeringinAgriculture.1997,13(2):259~26721S.Yoshihiro,M.Toshiroh.Removalofsuspendedsolidsbycoagulationandfoamseparationusingsurface—activeprotein.WaterResearch,2002,36(9):2195-220422刘志刚,赵庆良.混凝沉淀/复合式生物反应器处理乳品废水.中国给水排水.2005,2l(7):80~8223刘章武.膜分离技术在食品工业中的应用.科技进步与对策.2001,(9):177~17824M.Rosenberg.Currentandfutureapplicationsformembraneprocessesinthedairyindustry.TrendsinFoodSciand"rech.1995.6(1):12~1925GDel,GD.Giacomo,L.Aloisio.ROtreatmentofwastewatersfromdairyindustry.Desalination.1998.119(1-3):205一一20626金杰,刘斌,俞志敏.乳品废水厌氧发酵生化指标变化的研究.合肥学院学报(自然科学版).2004,(4):14~1827E.VRamasamy,S.Gajalakshmi,R.Sanjeevi,eta1.Feasibilitystudiesonthetreatmentofdairywastewaterswithupflowanaerobicsludgeblanketreactors.BioresourceTeclmology.2004,93(21:209.21228F.Omil,J.M,Garrido,B.Arrojo,eta1.Anaerobicfilterreactorperformanceforthetreatmentofcomplexdairywastewateratindustrialscale.WaterResearch.2003.37(17):4099--410829F.Carta.Escobar,J.Pereda-Marin.PAlvarez-Mateos、eta1.Aerobicpurificationofdairywastewaterincontinuousregime:PartI:Analysisofthebiodegradation-64、n塞筌鎏三些盔耋三兰堡圭兰堡篁兰processintworeactorconfigurations.BiochemicalEngineeringJournal.2004,21(10):183-19130吴建华,刘锋,蒋京东.用UASB~TF法处理某乳品厂废水.苏州城建环保学院学报。2001,14(3):454931孙美琴,彭超英.承解酸化。好氧生物法处理工业废水.二[业水处理.2003,23(5):16~1832单连斌,王憨德,臧雪莉等.水解酸化一sBR法处理乳晶废水的工程应用.环境保护科学.2003,(6):17一1833严永红。邢小钢.水瓣酸化一ICEAS工艺处理乳晶加工废水.给水排水.2005,3l(3):64-6534支4义,张兆昌.水解酸化一气浮一sBR工艺处理乳品废水的研究.环境工程.1998,16f5):19—2235刘如林.光合细菌在有机废水处理中的应用,环境科学.1991,12(2):63~6836李景生,黄韵珠.应用PSB处理乳品厂废水的试验研究.环境科学研究。1997,10(3):17—2037隋联毅,刘丽嫒。乳品加工业水资源再剥用的措旌.节能与环保.2004,(11)47-4838田宁宁,王凯军,曹从荣等.污泥好氧堆肥产品(复合肥)的农田试验.中国给水排水.2003,19(I):37-3939R.L.Betyea,J.E.Williams,L.Geiseke,eta1.Evaluationofdairywastewmersolidsasflfeedingredient。J,Dairy.Set.1990,73:1864-187140LD.Roux.R.L.Belyea.Effectsofultra-filtrationmembraneconcentrationanddrytemperatureonnutritionalvalueofbiosotidsfromamilkprocessingplant.BioresourceTechnology.1999,70:17-2141J.E.Williams,R。L.Belyea,L,Geiseke,eta1.Effectsoffeedingwash—watersolidsonhealthandperformanceofewesandlambs.J.Anim.Sci.1995,73:3552-356l42GM.Zion.R.L.Belyea,J.E.Williams,eta1.FeedingwaShwatersolidstoSOWSgestationandlactation:SOWproductivity,pigperformanceandtissuecomposition.J.Anim.Sci.1992.70:3112~312443O.Ince.PerforlTlanceofatwo-phaseanaerobicdigestionsystemwhentreatingdairywastewater.WaterRes.1998,(9):2707-271344沈耀良,王宝贞.水解酸化:[艺及其应用研究.哈尔滨建筑大学学报.1999,32f61:35-38—65-n,皇玺鎏三些查耋三耋堡圭兰堡篓兰45任南琪,王爱杰,马放.产酸发酵微生物生理生态学.科学出版社,2005:225--22846马放,冯玉杰、任南琪.环境生物技术.化学工业出版社,2003:118-12047w.Gujer,A.J.B.Zehnder.Conversionprocessesinanaerobicdigestion.WaterSciTech.1983,15(8/9):127-一6748周律.环境工程学.中国环境科学出版,2001:115—11649马放,李环,任南琪.生物相分离技术处理染料废水的研究.给水排水.2002,28(8):34-3750P.T0ledo,A.Andr6n,L.Bjtjrck.Compositionofrawmilkfromsustainableproductionsystems.InternationalDairyJournal.2002,12(1):75-805lH.Lindmark.M/lnsson,R.Fond6n,H.E.Pettersson.CompositionofSwedishdairymilk.IntemmionalDairyJournal.2003,13(6):409-42552马君.陈晓玲,雷勇等.全腊乳粉中脂肪测定的标准方法改进.预防医学情报杂志.2004,20(6):729-73053王瑾,李祖光,胡伟等.大豆油中脂肪酸组成的气相色谱一质谱分析.浙江科技学院学报。2003,15(11):16-1854李朝旭,张志国,张爱霞等.石家庄地区牛乳脂肪中脂肪酸成分分析.中因乳品工业.2004,32(5):41—355李英,王楼明,刘丽等.用气相色谱.质谱联用法测定植物油中脂肪酸的组成山西食品工业,2000,(4):37-3956A.Latorre,A.Rigol,S.Lacorte.Comparisonofgaschromatography—massspectrometryandliquidchromatography-massspectrometryforthedeterminationoffattyandresinacidsinpapermillprocesswaters.JournalofChromatographyA.2003,99l(2):205—21557金世琳.乳与乳制品生产.轻工业出版社,1977:5-1l58Kennelly,J.John.Thefattyacidcompositionofmilkfatasinfluencedbyfeedingoilseeds.AnimalFeedScienceandTechnology.1996,60(3-4):137—15259YChilliard,A.Ferlay,M.Doreau.Effectofdifferenttypesofforages,animalfatormarineoilsinCOW’SdietOnmilkfatsecretionandcomposition,especiallyconjugatedlinoleicacid(CLA)andpolyunsaturatedfattyacids.LivestockProductionScience.2001,70(1~2):3l-4860谢继志.液态乳制品科学与技术.轻工业出版社出版日期,1999:17—1961叶建泉.脂肪酸的应用及市场分析.日用化学品科学.2005,(5):2-7.66.n哈尔滨工业大学工学硕士学位论文62沈明椿,赵立柱.油脂水解技术路线概述.表面活性剂工业.1994,(2):2-763傅茂良.大豆油脂肪酸生产工艺及设备探讨,中国油脂.2004,29(71:51~5364罗明照,郭焱,李继勇等.利用工业油脚或皂脚制各混合脂肪酸.西安石油学院学报(自然科学版).2002,17(3):35~3965孙尚德,毕艳兰,徐玲等.从油脚、皂脚混合物中提取油脂的不同方法的比较研究.粮油加工与食品机械.2005,(5):48~4966赵国志,刘喜亮,中里真人等.中碳链脂肪酸甘油酯的研究概况.粮油加工与食品机械.2005,(2):19~2267J.Jiang,B.L.Joerck,R.Fonden,eta1.Occurrenceofconjugatedcis-9,trans一1I—ocladecadienoicacidinbovinemilk:effectsoffeedanddietaryregimen.JDairySCIL.1996,79:438-44568N.C.Shantha.L.N.Ram.Conjugatedlinoleicacidconcentrationsindairyproductsaseffectedbyprocessingandstorage.JournalofFoodScience.1995,60:72069华伟,盛漪,张灏.牛乳中共轭亚油酸(CLA)的研究.中国乳品工业.2001,29(3):46~4970自爱英,曹健,魏明.共轭亚油酸的生理功能及其合成、纯化研究检测方法.中国油脂.2003,28(7):43~4771吴风亮,陈卫涛,张若鸿等.共轭亚油酸的生理功效及其在乳品中的强化途径.中国乳品工业.2004,32(11):24~3072郭诤,张根旺,孙彦.共轭亚油酸制备方法的研究进展.化学通报.2003,(9):592~59773米小红,杨书成.加速发展蛋白饲料的开发研究和生产.北京农业.2000,(7):474王文波,陈伟荣,王可畏.利用畜血生产优质蛋白源的研究.新疆化工.2004,(1):29-3275杨树林,吴曼,宁长发等.利用农业废弃物微生物共发酵制取蛋白质的研究(英文).中山大学学报(自然科学版).2003,(42):115-11776J.MWeber,F.Haman.Pathwaysformetabolicfuelsandoxygeninhighperformancefish.ComparativeBiochemistryPhysiology.1996.1t3A:33~3877付世建,谢小军.饲料碳水化合物水平对南方鲇生长的影响.水生生物学报.2005,29(4):393~39878王道尊,潘兆龙,梅志平.不同脂肪源饲料对青鱼生长的影响,水产学报.n哈尔滨工业大学工学硕士学位论文l989,l3(4):370-374X.Fu,X.Xie,WIZhang,eta1.ThestudyonnutritionoftheSilurusmeridionalis:Proteinsparingeffectoflipid.ActaHydrobiologicaSinica.2001,25:70-75任有直.油脂及脂肪酸统一检验方法[M】.化学工业出版社,1992:39~55.顾剑飞,侯晓权,刘文生.油脚提取豆油脂肪酸工艺技术.化学工程师.2001,83(2):54-55李植峰,张玲,沈晓京等.四种真菌油脂提取方法的比较研究.微生物学通报.2001,28(6):72-75陶宁萍,鲍丹。鱼油的营养和药用价值及其提取工艺的研究进展.上海水产大学学报.2005,14(2):197~20l大连轻工业学院等.食品分析.中国轻工业出版社,1994:139~140金世琳.乳品生物化学(上册乳脂肪与类脂).轻工业出版社,1983:111~113金世琳.乳品生物化学(下册乳蛋白质).轻工业出版社,1988:117~140忻耀年,朱先龙.油脂连续高压水解制备脂肪酸的工艺和技术.中国油脂2002,27(6):55~57王辉.油脂高温高压连续水解机理及工业因素讨论粮食与油脂.2000,(4):35-36阳舳趴跎∞辨黔跖盯罢gn竺玺鎏三些盔兰三兰至圭耋篁篁圣攻读学位期间发表的学术论文1董爱军,马放,徐善文.乳品废水浮渣提取脂肪酸.中国甜菜糖业.2005.420-23n哈尔滨工业大学工学硕士学位论文哈尔滨工业大学硕士学位论文原创性声明本人郑重声明:此处提交的硕士学位论文《乳品废水处理全流程资源化的研究》,是本人在导师指导下,在哈尔滨工业大学攻读硕士学位期间独立进行研究工作所取得的成果。据本人所知,论文中除已注明部分外不包含他人已发表或撰写过的研究成果。对本文的研究工作做出重要贡献的个人和集体,均已在文中以明确方式注明。本声明的法律结果将完全由本人承担。作者签字篆乞‰日期:加弃”月2,6日哈尔滨工业大学硕士学位论文使用授权书《乳品废水处理全流程资源化的研究》系本人在哈尔滨工业大学攻读硕士学位期间在导师指导下完成的硕士学位论文。本论文的研究结果归哈尔滨工业大学所有,本论文的研究内容不得以其它单位的名义发表。本人完全了解哈尔滨工业大学关于保存、使用学位论文的规定,同意学校保留向有关部门送交论文的复印件和电子版本,允许论文被查阅和借阅。本人授权哈尔滨工业大学,可以采用影印、缩印或其它复制手段保存论文,可以公布论文的全部或部分内容。保密口,在年解密后使用本授权书。本学位论文属于不保密口(请在以上相应方框内打“4”)作者签名:导师签名n哈尔滨工业大学工学硕士学位论文致谢值此论文完成之际,首先向我的导师马放教授致以诚挚的敬意和衷心的感谢。从论文的选题到论文的完成,本论文的点点滴滴无不凝聚着马老师的心血和汗水。在我三年多的研究生学习和整个论文的工作过程中,马老师不仅教给我丰富的理论和实践知识,更教会我如何成为一名优秀的科技j£作者。尤其是他高尚的品德、渊博的学识、敏锐超前的学术意识、民主而严谨的治学态度使我终身受益!本课题的顺利完成得益于崔崇威老师、杨基先老师、冯玉杰老师给予的大力指导和帮助,他们渊博的学识和严谨的治学态度使我受益非浅!课题的顺利完成还得益于徐善文给予的指导和大力支持,他敏锐的思维和勤奋好学的精神很值得我学习!感谢徐德昌院长,马立明、洛铁男主任在三年多的学习和生活中给予我的真诚的关心和帮助!最后我要感谢我的丈夫,是他在物质上的支持和精神上的鼓励帮助我一步步走向今天,他的理解和支持永远是推动我继续前进的强大动力!再一次感谢曾给予我帮助的各位老师、同事、亲人、朋友,谢谢您们!n啥尔滨工业大学工学硕士学位论文1987.09-1991.071991.08~1996.091996.10~1999.111999.12-2004.082004.09~今个人简历无锡轻工业学院食品科学与工程系制糖工程专业学习轻工业部甜菜糖业科学研究所助理工程师轻工业甜菜糖业科学研究所工程师哈尔滨工业大学糖业研究院工程师哈尔滨工业大学糖业研究院高级工程师