

- 257.61 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
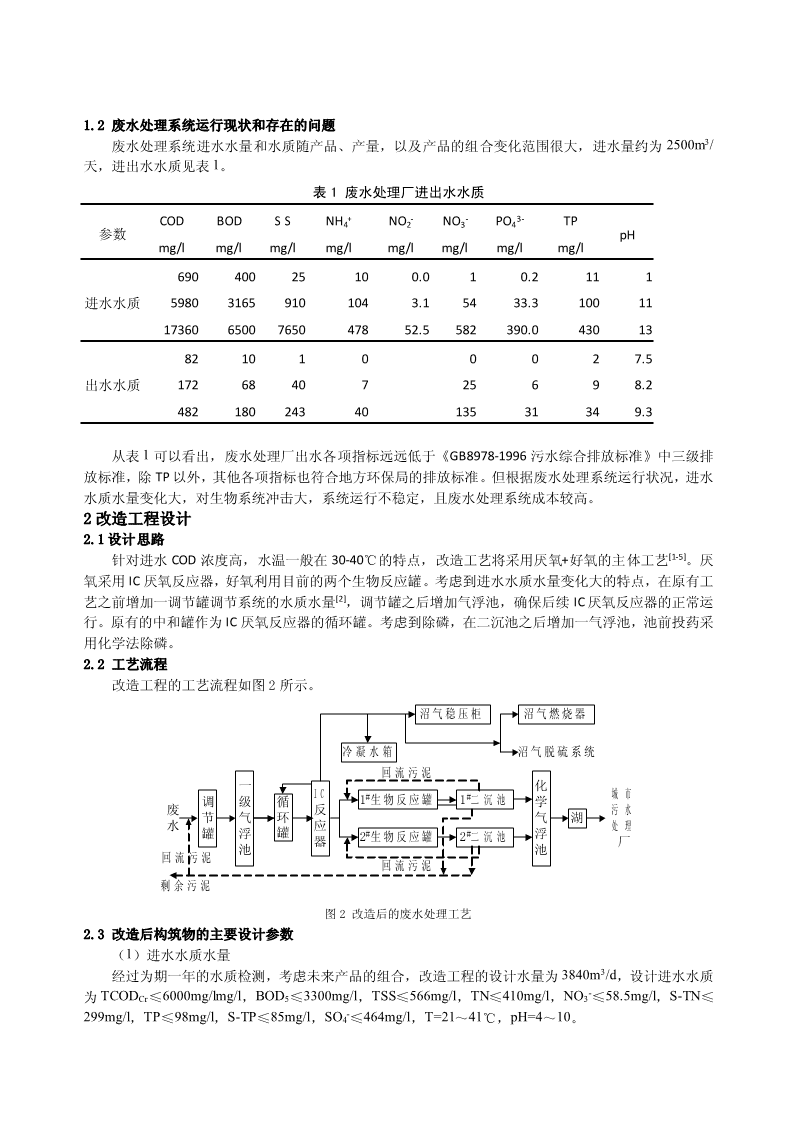
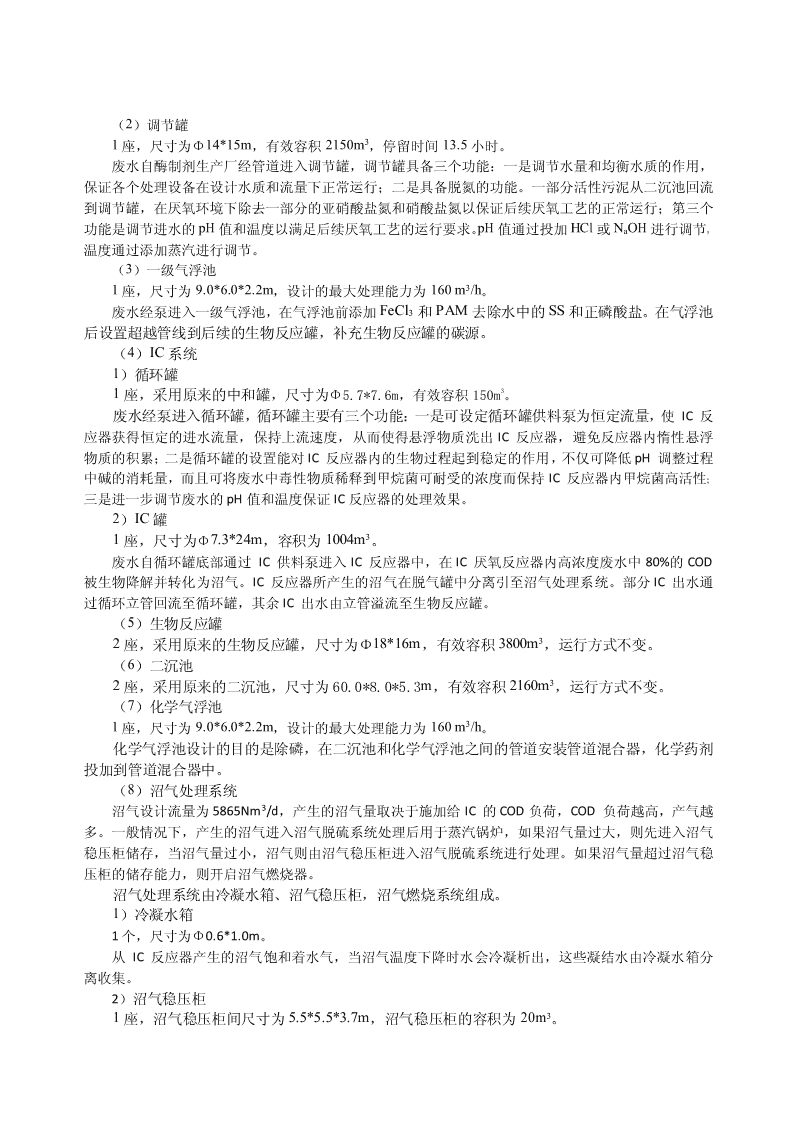
某酶制剂厂废水处理扩产改造工程设计1211王海霞,季鹏,张建蕾,赵伟(1.天津滨海环保产业发展有限公司,天津300457;2.天津滨海新区环塘污水处理有限公司,天津300453)摘要:应某酶制剂厂扩产的需求以及废水排放标准的提高,结合酶制剂厂废水的特性及原有的工艺,改扩建工程采用IC反应器+完全混合反应器(间歇曝气)的组合工艺。运行结果显示,出水水质指标稳定达到《GB8978-1996污水综合排放标准》三级排放标准和地方环保标准,且具有耐冲击能力强,运行成本低的优点。关键词:酶制剂工业废水IC反应器Abstract:accordingtosomeenzymepreparationplantexpansionofdemandandhigherstandardofwastewater,combinedwiththeenzymepreparationplantcharacteristicsofwastewaterandtheoriginaltechnology,reconstructionprojectsusingICreactor+completelymixedreactor(intermittentaeration)combinationprocess.Theoperationresultsshow,waterstabilityindexreachedtheGB8978-1996integratedwastewaterdischargestandard"level3emissionsstandardsandlocalenvironmentalprotectionstandard,andthattheimpactresistanceability,lowercostadvantages.Keywords:enzymepreparationindustrialwastewaterICreactor中图分类号:F4文献标识码:A文章编号:北方某酶制剂生产厂主要生产糖化酶、淀粉酶和纤维素酶等产品,所用的原料主要包括糖、淀粉、矿物质、农产品和化学物质等。酶制剂的生产过程主要包括发酵、提取和造粒,产生的废水是一种高浓度有机废水,生化性好,悬浮物、氮和磷的浓度高,pH经常变化,水温较高。生产过程中产生的废水排放到所属的废水处理厂。原工程主体采用完全混合反应器,间歇曝气,出水水质达到《GB8978-1996污水综合排放标准》中的三级排放标准。按照当地环保部门的要求,工业废水处理厂需在2010年12月21前提高氨氮和总磷的排放标准,即氨氮≤35mg/l,总磷≤3mg/l。同时应酶制剂生产厂的要求,在未来的2-3年生产能力增加约15%,需整体提高废水处理厂的处理能力。基于这两方面的原因对废水处理工程进行改造。1废水处理系统现状及存在的问题1.1废水处理系统现状该废水处理系统包括1个中和罐,2个平行运行的生物反应罐,2个平行运行的二沉池和1个湖,具体工艺流程见图1。回流污泥1#生物反应罐1#二沉池城市污水废水中和罐湖处理2#生物反应罐2#二沉池厂回流污泥剩余污泥图1原废水处理工艺中和罐设置的目的是调节进水的pH值便于后续的生物处理,目前的功能只是一个小的调节罐。废水处理系统分为系列1(1#生物反应罐和1#二沉池)和系列2(2#生物反应罐和2#二沉池)两个系列,生物反应罐为完全混合反应器,采用射流曝气,运行温度一般为35~40℃。生物反应罐采用间歇曝气,一般上曝气周期为1小时,60%的时间进行曝气,40%的时间厌氧,好氧时溶解氧浓度的设置点为2mg/l。二沉池采用平流沉淀池。n1.2废水处理系统运行现状和存在的问题废水处理系统进水水量和水质随产品、产量,以及产品的组合变化范围很大,进水量约为2500m3/天,进出水水质见表1。表1废水处理厂进出水水质CODBODSSNH4+NO2-NO3-PO43-TP参数pHmg/lmg/lmg/lmg/lmg/lmg/lmg/lmg/l69040025100.010.2111进水水质598031659101043.15433.310011173606500765047852.5582390.0430138210100027.5出水水质1726840725698.24821802434013531349.3从表1可以看出,废水处理厂出水各项指标远远低于《GB8978-1996污水综合排放标准》中三级排放标准,除TP以外,其他各项指标也符合地方环保局的排放标准。但根据废水处理系统运行状况,进水水质水量变化大,对生物系统冲击大,系统运行不稳定,且废水处理系统成本较高。2改造工程设计2.1设计思路针对进水COD浓度高,水温一般在30-40℃的特点,改造工艺将采用厌氧+好氧的主体工艺[1-5]。厌氧采用IC厌氧反应器,好氧利用目前的两个生物反应罐。考虑到进水水质水量变化大的特点,在原有工艺之前增加一调节罐调节系统的水质水量[2],调节罐之后增加气浮池,确保后续IC厌氧反应器的正常运行。原有的中和罐作为IC厌氧反应器的循环罐。考虑到除磷,在二沉池之后增加一气浮池,池前投药采用化学法除磷。2.2工艺流程改造工程的工艺流程如图2所示。沼气稳压柜沼气燃烧器冷凝水箱沼气脱硫系统回流污泥一化IC1#生物反应罐1#二沉池城市调级循学废反污水节气环气湖水应处理罐浮罐2#生物反应罐2#二沉池浮器厂池池回流污泥回流污泥剩余污泥图2改造后的废水处理工艺2.3改造后构筑物的主要设计参数(1)进水水质水量经过为期一年的水质检测,考虑未来产品的组合,改造工程的设计水量为3840m3/d,设计进水水质为TCOD-Cr≤6000mg/lmg/l,BOD5≤3300mg/l,TSS≤566mg/l,TN≤410mg/l,NO3≤58.5mg/l,S-TN≤299mg/l,TP≤98mg/l,S-TP≤85mg/l,SO-4≤464mg/l,T=21~41℃,pH=4~10。n(2)调节罐1座,尺寸为Φ14*15m,有效容积2150m3,停留时间13.5小时。废水自酶制剂生产厂经管道进入调节罐,调节罐具备三个功能:一是调节水量和均衡水质的作用,保证各个处理设备在设计水质和流量下正常运行;二是具备脱氮的功能。一部分活性污泥从二沉池回流到调节罐,在厌氧环境下除去一部分的亚硝酸盐氮和硝酸盐氮以保证后续厌氧工艺的正常运行;第三个功能是调节进水的pH值和温度以满足后续厌氧工艺的运行要求。pH值通过投加HCl或NaOH进行调节,温度通过添加蒸汽进行调节。(3)一级气浮池1座,尺寸为9.0*6.0*2.2m,设计的最大处理能力为160m3/h。废水经泵进入一级气浮池,在气浮池前添加FeCl3和PAM去除水中的SS和正磷酸盐。在气浮池后设置超越管线到后续的生物反应罐,补充生物反应罐的碳源。(4)IC系统1)循环罐31座,采用原来的中和罐,尺寸为Φ5.7*7.6m,有效容积150m。废水经泵进入循环罐,循环罐主要有三个功能:一是可设定循环罐供料泵为恒定流量,使IC反应器获得恒定的进水流量,保持上流速度,从而使得悬浮物质洗出IC反应器,避免反应器内惰性悬浮物质的积累;二是循环罐的设置能对IC反应器内的生物过程起到稳定的作用,不仅可降低pH调整过程中碱的消耗量,而且可将废水中毒性物质稀释到甲烷菌可耐受的浓度而保持IC反应器内甲烷菌高活性;三是进一步调节废水的pH值和温度保证IC反应器的处理效果。2)IC罐1座,尺寸为Φ7.3*24m,容积为1004m3。废水自循环罐底部通过IC供料泵进入IC反应器中,在IC厌氧反应器内高浓度废水中80%的COD被生物降解并转化为沼气。IC反应器所产生的沼气在脱气罐中分离引至沼气处理系统。部分IC出水通过循环立管回流至循环罐,其余IC出水由立管溢流至生物反应罐。(5)生物反应罐2座,采用原来的生物反应罐,尺寸为Φ18*16m,有效容积3800m3,运行方式不变。(6)二沉池2座,采用原来的二沉池,尺寸为60.0*8.0*5.3m,有效容积2160m3,运行方式不变。(7)化学气浮池1座,尺寸为9.0*6.0*2.2m,设计的最大处理能力为160m3/h。化学气浮池设计的目的是除磷,在二沉池和化学气浮池之间的管道安装管道混合器,化学药剂投加到管道混合器中。(8)沼气处理系统沼气设计流量为5865Nm3/d,产生的沼气量取决于施加给IC的COD负荷,COD负荷越高,产气越多。一般情况下,产生的沼气进入沼气脱硫系统处理后用于蒸汽锅炉,如果沼气量过大,则先进入沼气稳压柜储存,当沼气量过小,沼气则由沼气稳压柜进入沼气脱硫系统进行处理。如果沼气量超过沼气稳压柜的储存能力,则开启沼气燃烧器。沼气处理系统由冷凝水箱、沼气稳压柜,沼气燃烧系统组成。1)冷凝水箱1个,尺寸为Φ0.6*1.0m。从IC反应器产生的沼气饱和着水气,当沼气温度下降时水会冷凝析出,这些凝结水由冷凝水箱分离收集。2)沼气稳压柜1座,沼气稳压柜间尺寸为5.5*5.5*3.7m,沼气稳压柜的容积为20m3。n沼气稳压柜由罐体和一个沼气浮顶组成,浮顶上端设置配重块,能产生30-35mbar的压力,沼气浮顶和罐体通过弹性PVC膜相连,浮顶可上下移动,沼气稳压柜的容积可增大或减小而无需改变气体系统的内压。3)沼气燃烧器沼气燃烧器的最大燃烧能力为600m3/h,由一个辅助燃烧器(由电磁阀控制)、一个主燃烧器、一套点火器和温度传感器构成,其操作由沼气稳压柜的气位自动控制。3运行效果分析采用IC反应器+完全混合反应器(间歇曝气)组合工艺能有效去除水中的污染物,达到《GB8978-1996污水综合排放标准》三级排放标准和地方环保标准。具体检测结果如表2所示。表2废水处理厂改扩建后出水水质CODBODSSNH+-3-4NO3PO4TP参数pHmg/lmg/lmg/lmg/lmg/lmg/lmg/l最小值532110.600.60.87.0出水水质平均值13560208.7251.62.37.9最大值2101607423.2922.12.98.84结论(1)采用IC反应器+完全混合反应器(间歇曝气)组合工艺处理该酶制剂厂的废水切实可行,出水水质指标达到《GB8978-1996污水综合排放标准》三级排放标准和地方环保标准。(2)该工程设计对进水有机负荷的变化适应性强,容积负荷高,处理效果好,耐冲击能力强,出水水质稳定。(3)该工程设计根据废水的特点进行设计,废水的温度接近IC反应器的常规运行温度,蒸汽的消耗量小,且由于好氧段负荷大幅降低,耗风量大幅下降,降低了成本。参考文献:[1]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社,1998.[2]张自杰,林荣忱,金儒霖.排水工程(下册)(第四版)[M].北京:中国建筑工业出版社,2000.[3]时鹏辉,罗领先.UASB+CASS组合工艺处理啤酒废水[J].水处理技术,2010,36(1):114-116.[4]耿金山,王斌.泡菜废水处理工程设计及运行调试[J].成都大学学报(自然科学版),2009,28(4):353-355.[5]周桂青,戴捷,刘静静,等.制药废水处理工艺设计研究[J].长江大学学报(自然科学版),2011,8(1):33-35.作者简介:王海霞(1977~),女,工程师,E-mail:whx_wdy@sina.comn某酶制剂厂废水处理扩产改造工程设计作者:王海霞,季鹏,张建蕾,赵伟作者单位:王海霞,张建蕾(天津滨海环保产业发展有限公司),季鹏,赵伟(天津滨海新区环塘污水处理有限公司)刊名:城市建设理论研究(电子版)英文刊名:ChengShiJiansheLiLunYanJiu年,卷(期):2012(16)本文链接:http://d.g.wanfangdata.com.cn/Periodical_csjsllyj2012163570.aspx