

- 251.32 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
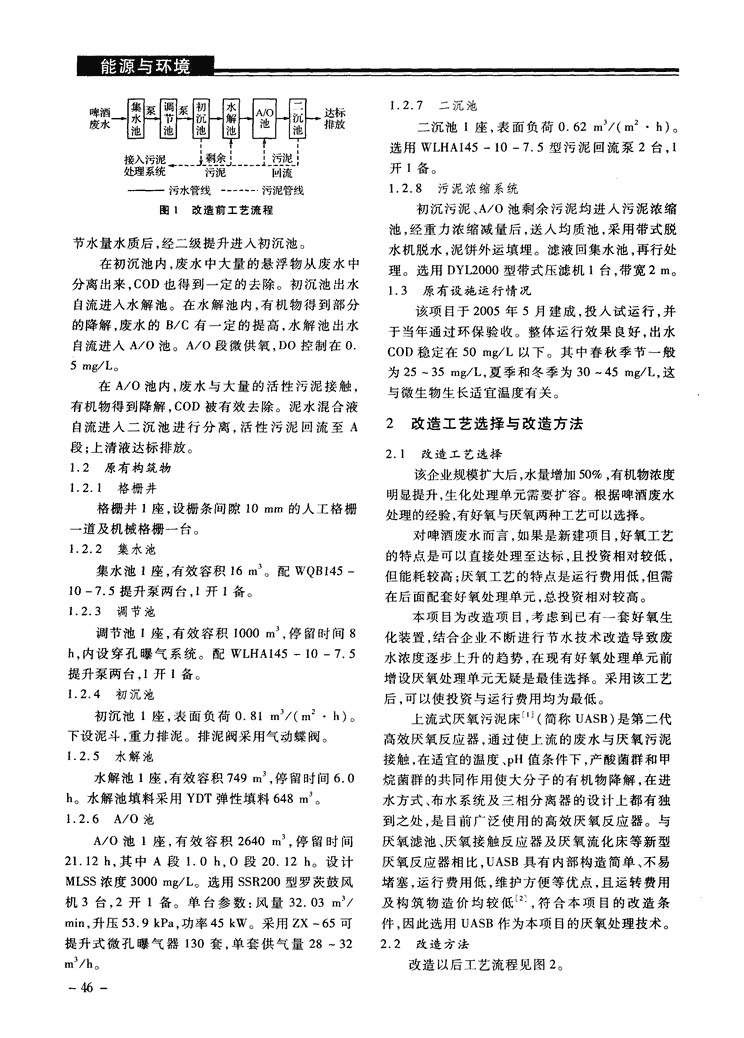
箍UASB技术在啤酒废水处理改造中的应用顾震字,况武(1.浙江省环境保护科学设汁研究院,浙江杭州310007;2浙江博世华环保科技有限公司,浙江杭州310007)摘要:通过在某啤酒厂的废水处理流程中添加UASB处理单元,形成了UASB一水解一A/O的处理体系。运行结果表明,该工艺处理效果稳定,耐冲击负荷能力强,出水水质好。对于进水COD为2400mg/L,BOD为1300mg/L,SS为400mg/L的啤酒废水,处理出水各项指标均能达到《啤酒工业污染物排放标准》(GB19821—2005)一级标准的要求,其中COD≤50mg/L,改造后去除单位COD能耗降低65.8%。关键词:啤酒废水;UASB;水解;A/O;节能中图分类号:X793文献标识码:B文章编号:1004—3950(2009)06—0045—04ApplicationofUASBtechnologyinthetransformationofbrewerywastewatertreatmentGUZhen—vu’KUANGWM.(1.EnvironmantalScienceResearch&DesignInstituteofZhejiangProvince,Hangzhou310007,China;2.ZhejiangBestwaEnvironmentalProtectionSci—techCo.,Ltd,Hangzhou310007,China)Abstract:AtreatmentsystemofUASB—hydrolysis—A/Owasformed,throughaddingUASBtreatmenttoabrewerywastewatertreatmentflow.Therunningresultsindicatedthatthistechnologyhadsteadyeffectsintreating,strongabili—tyofenduranceimpactloading,andgoodqualityofefluentwater.EveryindexofeffluentwatercanachievetheFirstGradeofStandardofPollutantsDischargeforbeerindustry(GB19821—2005)suchasCOD≤50mg/I一,whenthein—fluentCODis2400mg/L,BOD5is1300mg/L,andtheSSis400mg/Lforabrewerywastewater.Theenergycon‘sumptionperCODremovalcandecrease65.8%aftermodifying.Keywords:brewerywastewater;up-flowanaerobicsludgebed(UASB);hydrolysis;anoxic/oxic(A/O);energy’say一1ng表1进水水量、水质及排放要求0引言杭州千岛湖啤酒有限公司2004年在千岛湖坪山建立啤酒厂,一期规模为8万t/a,配套建设了3000t/d的污水处理厂一座。2006年,企业决定将规模扩至15万t/a,拟对原污水站进行扩容改造注:废水排放水质执行GB19821—20¨O5《啤酒工业污染物排放标准》,但对COD指标从严要求。1原有污水处理系统由于企业采取了糖化节能节水技术,吨酒排1.1原有废水处理工艺水量从原来的7~8t下降至6~7t,因此,废水浓原有废水处理工艺采用A/O为主体的好氧度有所上升,改造前后废水水量、水质及排放要求处理丁艺,工艺流程见图l。见表1。全厂啤酒生产废水汇集后经过回转格栅进入集水池,然后一级提升至调节池。在调节池内调收稿日期:2009—09—03作者简介:顾震宇(1972一),男,浙江海宁人,高级工程师,主要从事环境污染治理研究:沂乒程2009年,第6期一45—n1.2.7二沉池啤酒达标废水排放二沉池1座,表面负荷0.62m/(m·h)。选用WLHA145—10—7.5型污泥回流泵2台,l一一jL』j开l备。——污水管线⋯⋯污泥管线1.2.8污泥浓缩系统图1改造前工艺流程初沉污泥、A/O池剩余污泥均进入污泥浓缩池,经重力浓缩减量后,送人均质池,采用带式脱节水量水质后,经二级提升进入初沉池。水机脱水,泥饼外运填埋。滤液回集水池,再行处在初沉池内,废水中大量的悬浮物从废水中理。选用DYL2000型带式压滤机l台,带宽2m。分离出来,COD也得到一定的去除。初沉池出水1.3原有设施运行情况自流进入水解池。在水解池内,有机物得到部分该项目于2005年5月建成,投入试运行,并的降解,废水的B/C有一定的提高,水解池出水于当年通过环保验收。整体运行效果良好,出水自流进入A/O池。A/O段微供氧,DO控制在0.COD稳定在50mg/L以下。其中春秋季节一般5mg/L。为25~35mg/L,夏季和冬季为30~45mg/L,这在A/O池内,废水与大量的活性污泥接触,与微生物生长适宜温度有关。有机物得到降解,COD被有效去除。泥水混合液自流进入二沉池进行分离,活性污泥回流至A2改造工艺选择与改造方法段;上清液达标排放。2.1改造工艺选择1.2原有构筑物该企业规模扩大后,水量增加50%,有机物浓度1.2.1格栅井明显提升,生化处理单元需要扩容。根据啤酒废水格栅井1座,设栅条间隙10111113的人工格栅处理的经验,有好氧与厌氧两种工艺可以选择。一道及机械格栅一台。对啤酒废水而言,如果是新建项目,好氧工艺1.2.2集水池的特点是可以直接处理至达标,且投资相对较低,集水池1座,有效容积16m。配WQB145—但能耗较高;厌氧工艺的特点是运行费用低,但需10—7.5提升泵两台,1开1备。在后面配套好氧处理单元,总投资相对较高。1.2.3调节池本项目为改造项目,考虑到已有一套好氧生调节池1座,有效容积1000m,停留时间8化装置,结合企业不断进行节水技术改造导致废h,内设穿孔曝气系统。配WLHA145—10—7.5水浓度逐步上升的趋势,在现有好氧处理单元前提升泵两台,1开1备。增设厌氧处理单元无疑是最佳选择。采用该工艺1.2.4初沉池后,可以使投资与运行费用均为最低。初沉池1座,表面负荷0.81m/(m。·h)。上流式厌氧污泥床⋯(简称UASB)是第二代下设泥斗,重力排泥。排泥阀采用气动蝶阀。高效厌氧反应器,通过使上流的废水与厌氧污泥1.2.5水解池接触,在适宜的温度、pH值条件下,产酸菌群和甲水解池l座,有效容积749ITI,停留时间6.0烷菌群的共同作用使大分子的有机物降解,在进h。水解池填料采用YDT弹性填料648m。水方式、布水系统及三相分离器的设计上都有独1.2.6A/O池到之处,是目前广泛使用的高效厌氧反应器。与A/O池1座,有效容积2640113,停留时间厌氧滤池、厌氧接触反应器及厌氧流化床等新型21.12h,其中A段1.0h,O段2O.12h。设计厌氧反应器相比,UASB具有内部构造简单、不易MLSS浓度3000mg/L。选用SSR200型罗茨鼓风堵塞,运行费用低,维护方便等优点,且运转费用机3台,2开1备。单台参数:风量32.03m/及构筑物造价均较低。,符合本项目的改造条min,升压53.9kPa,功率45kW。采用ZX一65可件,因此选用UASB作为本项目的厌氧处理技术。提升式微孔曝气器130套,单套供气量28~322.2改造方法m/h。改造以后工艺流程见图2。一46—n加酸内循环后开始启动内回流泵。以出水COD低于800mg/L且能稳定运行3d以上作为后续增加负荷的依啤酒达标废水排放据,2个月后,进水量已经增加到1500t/d,出水COD降至500mg/L。开始连续进水,并逐步增加接入污泥一处理系统。一—污泥j⋯一一i一网照流进水量,至170d时,进水量达到4000t/d,出水COD稳定在400~500mg/L,说明厌氧系统已顺——污水管线⋯⋯污泥管线利启动完成。图2改造后工艺流程3.2水解池及A/O池调试UASB采用钢砼结构,数量1座。有效容积由于UASB对有机负荷的大幅削减,在原废3600rn,容积负荷为3.0kgCOD/(m·d)。底部水水量增加、水质浓度提高的情况下,水解池和设穿孔管布水,上部设三相分离器,数量40组。A/O的污染物负荷反而大幅下降。厌氧正常运单组平面尺寸6m×2.5m,材质为玻璃钢。设计行后,不仅使得好氧出水稳定保持在20~30mg/出水浓度为500mg/L。L,而且现有3台鼓风机从2开1备变为1开2设内回流泵两台,1开l备,流量150m/h,备,大大节省了电耗。扬程12m,功率11kW。数量2台,回流的目的是3.3运行效果使UASB保持比较恒定的升流速度,从而可以经过半年的调试,随着生产旺季的到来,进水保持污泥床稳定的膨胀和搅动,避免产生配水不量逐步增加至4000~4500t/d,出水厌氧池出水均匀和沟流等现象。另外,回流还可以稀释进水COD稳定在250~350mg/L,厌氧池出水进人现有COD浓度,增强反应器的抗冲击能力。好氧处理系统,出水仍稳定在20~30mg/L。改造为保证流程顺畅,厌氧池液位高于水解池,且后各主要处理单元进、出水水质监测数据如表2。改造后废水量增加,故二级提升泵扬程和流量有有所增加。二级提升泵参数:流量150m/h,扬表2改造后主要处理单元进、出水水质运行监测数据程15m,功率15kW,数量2台,1开1备。后续水解、好氧、污泥处理等单元利用原有设施。3改造后运行情况3.1系统启动啤酒废水调整pH值控制在6.8~7.2,废水投加至设计液位下1m。厌氧污泥较难获得,从其他啤酒企业购得厌氧污泥30t,另逐步添加现3.4效益分析有好氧系统的剩余污泥约100t(二沉池污泥)。4(1)能耗分析d后开始间歇进水,初始进水量控制在200t/d,7d改造前后能耗状况见表3。表3改造前后能耗分析注:①功率因数按0.85计算;②计算单位能耗时,废水水量及进、出水COD数值按表1值。乒柱2009年,第6期一47—n从表3中可以看出,经改造后,吨水能耗从4结论和建议0.821kwh降至0.426kWh,去除1kgCOD的能耗从0.529kWh降至0.181kWh,分别下降了(1)采用UASB一水解~A/O工艺处理啤酒48.1%和65.8%,节能效果明显。若以电费0.6废水工艺成熟,运行管理方便,能够确保水质稳定元/kWh,1年300个工作日计算,采用厌氧方法达标排放。改造比原有好氧方式年节约电费66.2万元。(2)采用UASB工艺污泥产生量少,后续好(2)沼气回收价值分析氧压力轻,能耗低。在啤酒行业推行节水,废水浓UASB池正常运行后,每天产生大量的沼气,度逐步提高的背景下,对于已有一套好氧处理装将其回收作为热风炉的燃料,可供饲料烘干使用。置的企业,采用增加UASB单元的改造方法是一以表2中数据计算,UASB每天去除COD达9099种高性价比的改造工艺。kg,以沼气产率0.45m。/kgCOD计算,UASB产气(3)UASB单元可以产生作为能源的沼气。量为4095m/d。甲烷的热值为35994kJ/m,经啤酒企业可以就地烘干饲料用,数量大的也可以测定沼气中甲烷含量为59%,即沼气的热值约为考虑沼气发电。21236kJ/m,与1kg原煤的热值大致相当。这样参考文献:可节煤约4.095t/d,以原煤价格400元/t,1年300个工作日计算,年收益约为49.14万元。[1]缪凯,史洪辉,薛中群.气浮一UASB一兼氧工艺(3)污泥处置费用分析处理化工综合废水[J].中国涂料,2006,21(1):35废水经过UASB处理后,85%以上的有机物—37.[2]匡武,殷福才,孙世群,等.UASB工艺在啤酒废水被去除,使后续好氧处理负荷大大降低,产泥量相处理中的应用[J].中国给水排水,2006,22(16):62应减少。部分好氧剩余污泥也可进入UASB消—66.化,使得污泥量进一步减少。改造前,带式压滤机[3]汤爱君,马海龙,董玉平.提高生物质热解气化燃气平均工作时间约12h,外运干泥量约9.5t/d,改热值的甲烷化技术[J].可再生能源,2003(6):56—造后,带式压滤机平均工作时间约8h,外运干泥58量约5t/d。以污泥处置费用100元/t,1年300个工作日计算,年节约费用12.5万元。《驴报护道驴翰IPCC研究显示全球气候变化形势..更加严峻.、护驴、护联合国政府间气候变化专门委员会(IPCC)2009年12月8日在哥本哈根联合国气候变化大会上披露的最新研究进展显示,全球气候变化形势比以前更加严峻,大气中二氧化碳浓度2009年创历史新高。IPCC主席帕乔里当天在新闻发布会上提前披露了预计将于2013年完成的IPCC第五次评估报告的部分内容。最新研究显示,当前的气候变化形势比过去更加严峻,地球大气中二氧化碳浓度在2009年达到387ppm,是历史最高值。研究表明,南极和格陵兰岛的冰盖正在快速融化,并因此造成海平面上升。此前估计认为,全球海平面在1993到2003年间的上涨幅度约为每年3.1111ITI。而最新测算显示,这一上涨幅度约为3.5ram。研究还预测,北极海冰到2100年将可能完全消失,目前北极海冰面积约为1950年时的一半。此外,根据植物开花、动物行为等迹象的综合测算表明,春季开始的日期每l0年提前2.3天。IPCC是联合国进行有关气候变化科学研究的主要机构,迄今已发布了4次有关气候变化的评估报告,其中2007年发布的第四次报告正是当前哥本哈根会议的科学基础。●本刊一4l8一