

- 200.98 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
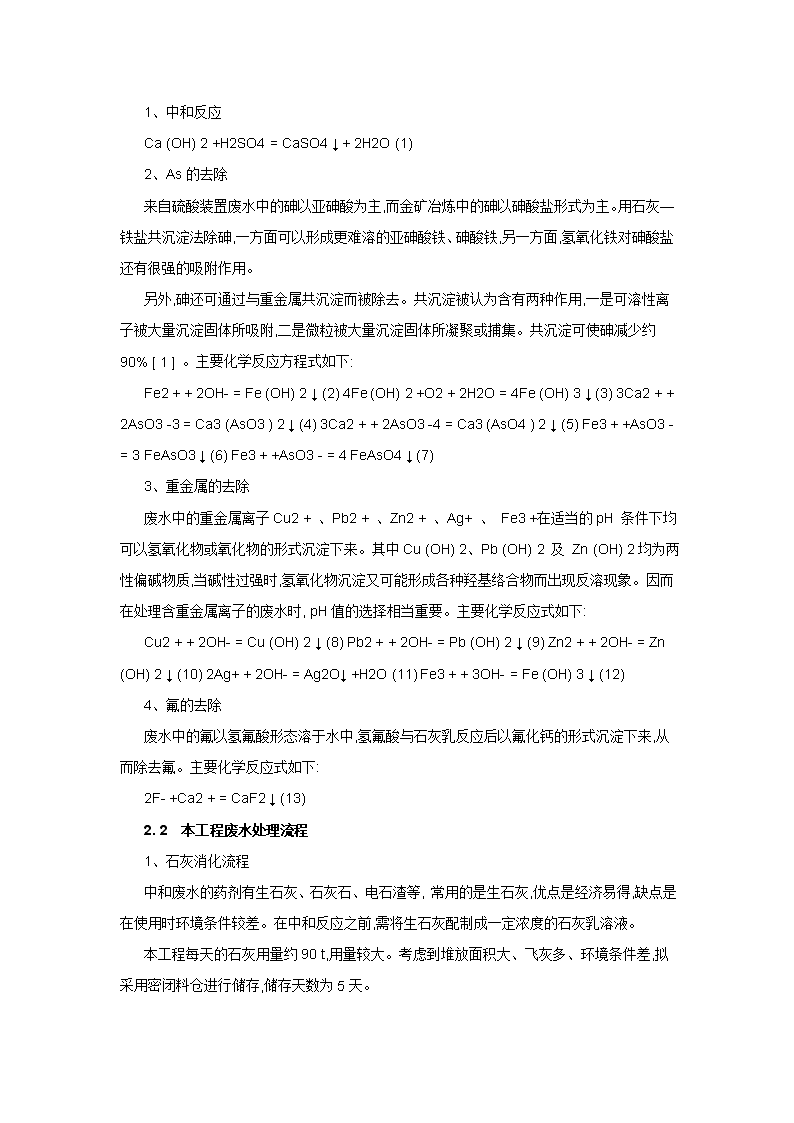
高浓度含砷废水处理回用工程来源:硫磷设计与粉体工程作者:贾秀芹1 概述山东某黄金冶炼公司多年从事黄金冶炼及烟气制酸,该公司拥有国内先进的黄金冶炼、氰化尾砂焙烧制酸、电解铜等多套生产装置。因扩大生产需要,拟建一座新的污水处理站,主要处理新建硫酸装置产生的酸性污水,约2.1m3/h;电解铜工艺产生的酸浸液,约400m3/d;生物氧化装置产生的生物氧化水,约56m3/h。设计考虑富余系数1.2,污水处理站设计规模为90t/h。上述各装置污水综合后,本工程废水的水质如下:2 污水处理流程的选择国内目前处理含高砷、氟及重金属废水的方法主要有硫化钠+石灰中和法、石灰—铁盐共沉淀法、镁盐沉淀法、离子交换法、吸附法等,应用较多的是前两种。对含砷浓度极高的废水,采用硫化钠脱砷,再与厂内其他废水混合后一并中和处理(贵溪冶炼厂、金隆铜业有限公司等采用此法);对含砷浓度较低的废水一般采用石灰—铁盐共沉淀法(葫芦岛锌厂、安徽金昌冶炼厂、铜陵第一冶炼厂等采用)。由上可见,本工程废水主要含砷、氟及重金属,其中砷的浓度较高,以五价砷为主,设计考虑以除砷为主要目的。对于高浓度含砷废水,国内一般用硫化钠沉淀除砷。但该方法流程长,使用的设备和药剂种类多,投资和运行费用高。由于本工程废水在处理后全部回用,对处理后的出水水质并无严格要求,本设计拟采用石灰—铁盐共沉淀法,用石灰沉淀,以较经济的方法获得与其他化学沉淀剂相似或略好的效果。2.1 废水处理原理n1、中和反应Ca(OH)2+H2SO4=CaSO4↓+2H2O(1)2、As的去除来自硫酸装置废水中的砷以亚砷酸为主,而金矿冶炼中的砷以砷酸盐形式为主。用石灰—铁盐共沉淀法除砷,一方面可以形成更难溶的亚砷酸铁、砷酸铁,另一方面,氢氧化铁对砷酸盐还有很强的吸附作用。另外,砷还可通过与重金属共沉淀而被除去。共沉淀被认为含有两种作用,一是可溶性离子被大量沉淀固体所吸附,二是微粒被大量沉淀固体所凝聚或捕集。共沉淀可使砷减少约90%[1]。主要化学反应方程式如下:Fe2++2OH-=Fe(OH)2↓(2)4Fe(OH)2+O2+2H2O=4Fe(OH)3↓(3)3Ca2++2AsO3-3=Ca3(AsO3)2↓(4)3Ca2++2AsO3-4=Ca3(AsO4)2↓(5)Fe3++AsO3-=3FeAsO3↓(6)Fe3++AsO3-=4FeAsO4↓(7)3、重金属的去除废水中的重金属离子Cu2+、Pb2+、Zn2+、Ag+、Fe3+在适当的pH条件下均可以氢氧化物或氧化物的形式沉淀下来。其中Cu(OH)2、Pb(OH)2及Zn(OH)2均为两性偏碱物质,当碱性过强时,氢氧化物沉淀又可能形成各种羟基络合物而出现反溶现象。因而在处理含重金属离子的废水时,pH值的选择相当重要。主要化学反应式如下:Cu2++2OH-=Cu(OH)2↓(8)Pb2++2OH-=Pb(OH)2↓(9)Zn2++2OH-=Zn(OH)2↓(10)2Ag++2OH-=Ag2O↓+H2O(11)Fe3++3OH-=Fe(OH)3↓(12)4、氟的去除废水中的氟以氢氟酸形态溶于水中,氢氟酸与石灰乳反应后以氟化钙的形式沉淀下来,从而除去氟。主要化学反应式如下:2F-+Ca2+=CaF2↓(13)2.2 本工程废水处理流程1、石灰消化流程中和废水的药剂有生石灰、石灰石、电石渣等,常用的是生石灰,优点是经济易得,缺点是在使用时环境条件较差。在中和反应之前,需将生石灰配制成一定浓度的石灰乳溶液。本工程每天的石灰用量约90t,用量较大。考虑到堆放面积大、飞灰多、环境条件差,拟采用密闭料仓进行储存,储存天数为5天。n外来的生石灰(粒度≤50mm)卸入#1石灰料仓,经斗式提升机提升至#2石灰料仓,料仓底部为锥体,通过插板阀、圆盘给料机进入石灰消化机进行消化。粗渣外运,w[Ca(OH)2]为15%的石灰乳进入灰乳池以回用水调至w[Ca(OH)2]为7%,用灰乳泵提升至高位槽待用。#2石灰料仓设置料位联锁报警装置,与斗式提升机联锁,高位停,低位报警,实现石灰消化的自动化、密闭化。一方面减轻工人劳动强度,另一方面可以改善环境条件,减少扬尘。2、污水中和氧化流程来自净化工段稀酸、斜板沉降器的酸泥直接进入一级中和槽,用w[Ca(OH)2]=7%的石灰乳中和。硫酸装置事故排放水、酸浸液及生物氧化水进入污水调节池,在调节池中进行水质、水量调节后由提升泵送至一级中和槽,与w[Ca(OH)2]=7%的溶液进行中和反应,调节pH值为8;然后进入一级氧化槽,用空气将其中的Fe2+、As3+氧化成Fe3+、As5+。考虑到原污水中n(Fe)/n(As)已达3.5∶1,此段反应不考虑投加FeSO4,废水中的大量砷、氟及重金属等在此生成沉淀物。反应后出水进入二级中和槽,在此投加少量Ca(OH)2溶液将pH值调整至10,同时投加FeSO4溶液,控制n(Fe)/n(As)为8∶1,使废水中剩余的砷、氟及重金属进一步反应以沉淀物的形式固定下来,再进入二级氧化槽。二级氧化槽内加入絮凝剂,使小颗粒凝聚成大颗粒,以利后续的固液分离。每级中和曝气及氧化由大小相同的1个中和槽和3个氧化槽串联组成,中和槽内采用机械及压缩空气同时搅拌,强制混合,氧化槽内鼓入空气进行曝气搅拌。3、固液分离流程考虑本工程处理后出水回用于本系统,对出水水质要求不严格。设计采用<16m幅流式沉淀池对中和后废水进行固液分离。上层清液进入pH调整池用盐酸微调pH至中性后排至清水池,处理后出水部分回用于污水处理站消化生石灰及溶解FeSO4,其余部分回用至其他装置。中和曝气产生的沉淀物以污泥形式排至污泥池,用泵送至尾矿坝堆存。本工程的污水处理工艺流程见图1。n3 工艺特点1、生石灰消化(50×2t/d)、污水中和氧化(45×2m3/h)按两条生产线设计,并联运行。污水处理站可以根据来水水量灵活运行,水量较小时开一条生产线即可,节省运行费用。2、传统的两段中和法在每一级中和反应后都要固液分离,工艺流程长,投资高,操作和管理复杂。本工程因处理后的出水全部回用、不外排,对水质要求不太严格。故本设计将两次中和反应结合起来,只进行一次固液分离。藉此可节省投资和占地面积,简化操作和管理,从而降低污水处理的费用,而且可以达到不排放重金属的目的,保护了环境。3、本设计既可用石灰作中和剂,也可用电石渣作中和剂,中和剂来源容易得到可靠保证。如使用电石渣,污水处理成本可大大下降。4、本工艺技术的主体设备采用PLC全自动控制,自动化程度高。本工程的主要设备规格和材质见表1。n4 工艺参数的选择和消耗定额4.1 中和pH值的选择根据金属氢氧化物沉淀溶解平衡理论,酸性废水中的重金属离子残留浓度与溶液的pH值关系密切。用中和法沉淀废水中重金属时,pH值的控制是污水处理能否达到预期效果的关键。据文献介绍,废水中铜、锌、铅、砷、氟等要达到国家允许的排放标准限值或工艺所需的去除率所对应的最佳pH值[1]如下:本工程中除砷是主要目的,选取的pH值以有利于除砷为准则。当pH=8,n(Fe)/n(As)=1.5时,硫酸亚铁除砷率为94%[3]。因此,一级中和曝气反应控制pH=8,废水中大部分砷及重金属在此即可形成沉淀物固定下来。在pH值大于8.5或废水中有足够氧的情况下,Fe2+可迅速氧化成Fe3+。由混合重金属高含量三价铁组成的砷酸盐,在pH值为10时,砷和重金属都保留在固相中,而在较低的pH值时,重金属有某些溶解[4]。故二级中和曝气反应控制pH值为10。4.2 n(Fe)/n(As)的合理选择铁盐除砷机理主要是硫酸亚铁先水解生成Fe(OH)2,经曝气氧化成Fe(OH)3,Fe(OH)3具有较大的吸附表面,能将砷的沉淀物吸附、包裹而除去。氢氧化铁与砷共沉淀的速度很快,有报道在10min内可除去90%的砷,在1h的接触时间内可达到稳定的残余砷浓度;其次,铁的氢氧化物能与砷发生化学反应,生成FeAsO4沉淀。除砷效率的高低与废水中n(Fe)/n(As)直接相关,通常是随其的增大而增大。但n(Fe)/n(As)的值过大,能引起污泥膨胀,加重后续澄清的负担。硫酸厂高浓度含砷废水的处理经验表明,当三价铁与砷之摩尔比达8时可取得最佳处理效果,若投加更多的铁,除砷效率不再增加[1]。同时,由于硫酸亚铁是强酸弱碱盐,水解呈酸性,当n(Fe)/n(As)过大,既增加硫酸亚铁的费用,也相应增加了石灰乳的消耗,经济上不合算。冶炼厂的含砷废水本身就含有铁,要根据废水原液中的铁含量,决定铁盐是否投加及投加量。n(Fe)/n(As)一般以5~10为宜[2]。本工程废水的n(Fe)/n(As)达到3.5∶1,因而一级中和曝气槽内无需添加铁盐;在二级中和曝气槽内投加FeSO4,设计选用n(Fe)/n(As)为8∶1。n4.3 消耗定额90t/h高浓度含砷污水处理站的消耗定额见表2。本工程设计的中和药剂既可用生石灰,也可以用电石渣。如果采用电石渣作中和药剂,污水处理运行费用则大大降低。采用含有效生石灰50%的电石渣,用量为5.32t/h,电石渣价格按25元/吨计,电石渣所需费用为133元/小时,每小时节约费用247元。则每吨污水的处理费用可降至8.33-247/90=5.58元/吨,年运行费用仅约434万元。5 结束语本工程根据进、出水的水质要求,同时考虑要尽可能减少投资及降低污水处理成本,因地制宜地选择了合适的工艺流程和设计参数,具有流程短,设备简单,操作方便,稳定可靠等优点。参考文献:[1] JW帕特森.工业废水处理技术手册[M].北京:化学工业出版社,1993:11~203,468~481.[2] 周振联.金隆公司废酸及废水处理系统的优化方案[J].硫酸工业,2000,(1):49~52.[3] 张复加.金昌冶炼厂废水处理工艺探讨[J].硫酸工业,1999,(2):10~13.[4] NorandaReasearchCentre,GBHarris,SMonette,刘桔香,译.含砷残渣的稳定性[J].工程设计与研究,1991,(9):60~67.