

- 1.68 MB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
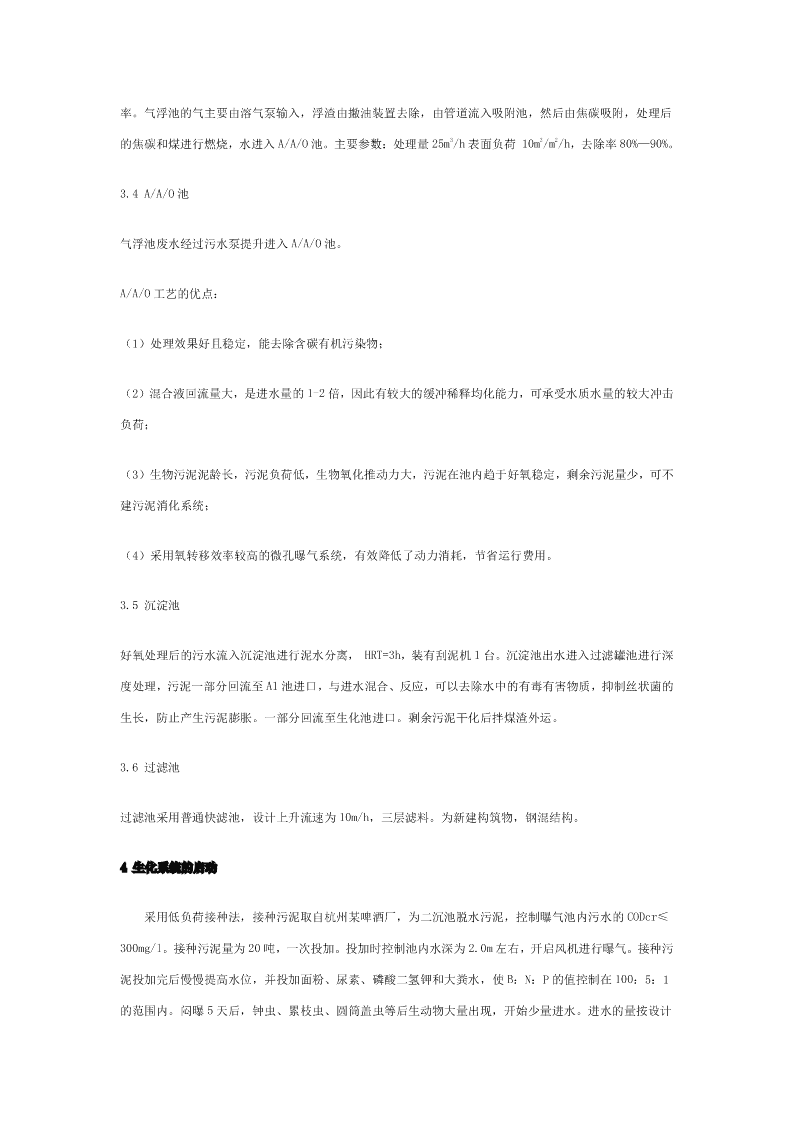
化学破乳+A2/0法处理链条加工滚磨废水1工程概况杭州某链条厂主要从事各种机械传动链条,包括大、中、小规模精密滚子链、套筒链、输送链。废水主要来自于滚筒滚磨产生销轴滚角或滚光时加入的少量纯碱、皂角粉和大量砂,主要污染因子为砂、皂角粉、漂浮油和碳酸钠引起的碱度。污水严重污染了周边环境。我公司接受该厂的委托,考虑链条行业的特2点,设计化学破乳+多级气浮+A/O法的处理工艺,经当地环保局的验收,出水达到污水综合排放标准一级。是全国首家链条行业污水处理达到一级标准的企业。2处理水量、水质33设计最大处理能力为1000m/d,现在实际的水量只有900m/d左右。进水水质见表2-1:表2-1设计进水水质项目pHCODcr(mg/l)BOD5(mg/l)SS(mg/l)石油类(mg/l)浓度10~121200~1500≤400≤1760≤80注:送样给当地环保部门的水质检测结果为:CODcr=1418mg/l,BOD5=292mg/l,SS=1429mg/l,石油类=71.7mg/l。设计出水指标达到污水综合排放标准(GB8978-1996)中的一级排放标准。3处理工艺该链条厂的废水不但SS、COD、石油类浓度高,而且B/C值只有0.22左右,属于难生化处理的废水。2因此我们选择化学破乳+多级气浮+A/O的处理工艺。根据废水的特点:链条在滚磨加工过程中加入的少量纯碱、皂角粉和大量砂,附着在链条表面的油污以乳化油形式出现在废水中,由于废水呈碱性,我们先加酸破乳,气浮除油,除油后进入厌氧池(A1),进行长链的分解,进入兼氧池(A2),进一步分解有机n物的长烃,使大量的微生物将水中颗粒物质和胶体物质截留和吸附,这是一个物理过程的快速反应,截留下来的物质吸附在污泥表面,慢慢地被分解代谢,其在系统内的污泥停留时间要大于水力停留时间。在大量水解细菌的作用下将不溶性有机物水解为可溶性有机物,同时在产酸菌的协同下将大分子物质、难于生物降解物质转化为易于生物降解的小分子物质。由于酸化过程的控制不可能十分严格,仍有一定量的甲烷化过程发生,在这一过程中,溶解性有机物仍有较大去除。因此,水解酸化反应器是集截留、吸附、生物絮凝、生物降解功能于一体的多功能反应器。经过水解酸化处理,废水的B/C值得到提高,有利于好氧系统的正常运行,提高污染物的去除率。考虑废水中SS的浓度较高,采取出水过滤,出水达到回用水标准。废水处理工艺流程见图-1。3.1沉砂池车间废水和生活污水沿管线自流经过格栅井,在废水渠设波浪型槽,在波浪型槽中加入酸化车间的废硫酸,一方面可以中和废水中的碱性,另一方面可以使乳化油游离出来,便于气浮池去除废水中油类及包含砂,废水进入沉砂池,大大地减轻悬浮物的浓度。3.2调节池经过沉砂沉沉砂后,进入调节池,调节池使废水在水质和水量进行稳定。3.3气浮池根据链条厂的水质,含油量及SS浓度比较大,拟采用平流气浮装置二套。考虑水含油量较大,采用一级气浮去油不完全,因为水中含油影响生化池的填料不容易挂膜,所以采用二级气浮,以便提高生化池效n率。气浮池的气主要由溶气泵输入,浮渣由撇油装置去除,由管道流入吸附池,然后由焦碳吸附,处理后332的焦碳和煤进行燃烧,水进入A/A/O池。主要参数:处理量25m/h表面负荷10m/m/h,去除率80%—90%。3.4A/A/O池气浮池废水经过污水泵提升进入A/A/O池。A/A/O工艺的优点:(1)处理效果好且稳定,能去除含碳有机污染物;(2)混合液回流量大,是进水量的1-2倍,因此有较大的缓冲稀释均化能力,可承受水质水量的较大冲击负荷;(3)生物污泥泥龄长,污泥负荷低,生物氧化推动力大,污泥在池内趋于好氧稳定,剩余污泥量少,可不建污泥消化系统;(4)采用氧转移效率较高的微孔曝气系统,有效降低了动力消耗,节省运行费用。3.5沉淀池好氧处理后的污水流入沉淀池进行泥水分离,HRT=3h,装有刮泥机1台。沉淀池出水进入过滤罐池进行深度处理,污泥一部分回流至A1池进口,与进水混合、反应,可以去除水中的有毒有害物质,抑制丝状菌的生长,防止产生污泥膨胀。一部分回流至生化池进口。剩余污泥干化后拌煤渣外运。3.6过滤池过滤池采用普通快滤池,设计上升流速为10m/h,三层滤料。为新建构筑物,钢混结构。4生化系统的启动采用低负荷接种法,接种污泥取自杭州某啤酒厂,为二沉池脱水污泥,控制曝气池内污水的CODcr≤300mg/l。接种污泥量为20吨,一次投加。投加时控制池内水深为2.0m左右,开启风机进行曝气。接种污泥投加完后慢慢提高水位,并投加面粉、尿素、磷酸二氢钾和大粪水,使B:N:P的值控制在100:5:1的范围内。闷曝5天后,钟虫、累枝虫、圆筒盖虫等后生动物大量出现,开始少量进水。进水的量按设计n负荷的1/10,1/5和1/2逐步提高,直到全量进水。每天投加营养1次,运行5周后,生化系统的去除率稳定在50%左右,生物相以钟虫、累枝虫、圆筒盖虫和楯纤虫等为主,生化系统启动成功。5系统的运行控制生化系统启动后,对整个系统的运行采取了控制点的定期监控。各控制点控制项目如表5-1所示:表5-1控制点控制项目一栏表控制点控制项调节池气浮池A/A/O池二沉池目pH每隔1h测1次每隔1h测1次每隔1h测1次每隔1h测1次温度每隔1h测1次/每隔1h测1次/COD每天2次/每天2次每天2次DO//1周1次/*采用便携式Ph计;DO采用滴定法;COD采用重铬酸钾法。通过对监控点的定时监控,不但积累了大量的运行资料,对水质的变化,也可以随时进行调整。在运行过程中,生化池曾多次出现楯纤虫和丝状菌大量繁殖,污泥膨胀,池体泡沫封顶的现象。分析原因,水体中的毒性物质比较多;生化池悬浮污泥的浓度比较低,只有2%左右;水体中氮的含量较低。通过加大回流量和曝气量,污泥不外排,控制生化池悬浮污泥的浓度在8%左右,并增加尿素的投加量,运行一周后,生化系统又趋于稳定。6处理效果如表6-1所示:表6-1处理效果一栏表监测点监测调节池气浮池A/A/O池+二沉池+过滤n项目pH10-128~97~8COD1418mg/l848mg/l88.5mg/lSS1616mg/l162mg/l21mg/l石油类80mg/l3mg/l1.55mg/l*采用便携式Ph计;COD采用重铬酸钾法。7技术经济指标技术指标技术参数备注2工程占地800m包括绿化2构筑物占地525m总装机容量55.2KW含备用总投资320万元运行费用1.6元/吨人员编制5人8结语2实践表明,对于高浓度的链条行业滚磨加工废水,采用化学破乳+A/O为主的处理工艺,在水解酸化池HRT=10h、接触氧化池HRT=20h的条件下,只要加强管理,定时监控,及时调整,是可以稳定运行,达到污水综合排放标准GB8978-1996一级排放的。为保证接触氧化池COD的去除率,建议链条行业在滚磨加工过程中使用的皂角粉用合适工业清洗剂取代,这样有利于废水中COD的减少和去除。n混凝沉淀、一体化氧化沟工艺处理化纤废水1废水的水质水量某外资公司为生产仿真丝涤纶布的纺织印染企业,其生产废水有以下几股:纺织废水、碱减量废水、精炼废水、染整废水、杂用水。此外还有来自宿舍楼、食堂、浴室、办公楼等处的生活污水。各股废水水质水量情况见表1。表1废水的水量、水质3废水名称CODcr(mg/L)PH水量(m/d)碱减量废水10000-40000>14100精炼废水1000-16009-11144染整废水700-13005-6853纺织废水60-956-8657杂用水600-10006-9308生活污水300-4006-81052废水处理工艺碱减量废水的CODCr占生产废水总排放量的比例很大,分流进行加酸—过滤预处理从设计思想上看比较合理,但此工艺存在加酸量大、操作复杂、运行费用高的缺点。由于其水量小,因此考虑与其余废水混合后一并处理。[1]物化法和生化法联合使用是处理印染废水常规的典型工艺。混凝沉淀具有脱色和去除悬浮物能力强的特点,同时所投加的混凝剂也可以起到一定的调节pH作用。生化法对溶解性的有机物去除能力强。在本工程中,由于废水中的主要污染物在pH为6~9条件下为难溶性的对苯二甲酸和各种分散染料等,因此综合废水先经混凝沉淀,可有效地去除有机污染物、色度和调节pH值,并提高废水的生化性能,为后续生化处理创造有利条件。生化法采用氧化沟工艺,适用于该印染废水水质特点和对出水水质高的要求。废水处理工艺流程详见图1。n3主要处理构筑物及设计参数3.1集水池集水池尺寸为5.6m×2.5m,HRT=20min,底部设有两台进口的FLYGT潜污泵。潜污泵设有液位自动控制装置以利保护潜污泵和适应进水流量变化。3.2均质池均质池尺寸为14.7m×5.2m,有效水深为4.1m,调节时间为2.5h,水面上设有两台进口浮船式射流搅拌器,起搅拌混合作用。由于氧化沟有较强的耐冲击负荷,所以均质池的HRT较短。3.3中和池中和池尺寸为2.5m×2.1m,有效水深为2.5m,反应时间为6min。在中和池内投加聚合硫酸铁和少量浓硫酸,起到调节pH值和快速混凝反应作用。中和池设有机械搅拌机,还设有一套投加混凝剂系统和pH自动、手动控制加酸系统。控制pH值在7~9之间。另设有贮酸槽和贮混凝剂槽,均采用UPVC板衬里防腐,33有效容积分别为2.5m和8m。3.4混凝沉淀池混凝反应池采用旋流孔室反应池,分正方型倒角六室,上下穿孔,分两个系列。反应总时间20min。32每系列反应池配套一座沉淀池,型式是多斗式平流沉淀池,HRT=2.5h,表面负荷为1.4m/(m▲h),尺寸为14.7m×3.2m。反应池和沉淀池污泥排至干化场处理。3.5一级、二级一体化氧化沟一体化氧化沟是本工艺的最重要部分,也是本工艺的主要特色。一体化氧化沟集曝气、泥水分离和污[2]泥回流功能为一体,无需建造单独的二沉池。其主要特点:①工艺简单,污泥自动回流,设备少;②耐冲击负荷,运行稳定可靠,维护管理简单;③污泥可稳定化,剩余污泥量极少;④基建和运行费用低;⑤固液分离效果比一般二沉池高。[2]在本工程应用中的一体化氧化沟为美国EIMCO公司的Carrousel氧化沟及其渠内组件式固液分离器,固液分离器的底部采用一系列均匀排列的斜倒等腰三角型横梁,保证了混合液的均匀进入和沉淀污泥的迅n速回流。一级、二级一体化氧化沟部分HRT分别为15.5h和14.7h,SRT均大于30d,有机污泥负荷分别为0.15kgBOD/(kgMLSS▲d)和0.05kgBOD/(kgMLSS▲d),沟深分别为3.6m和3.4m,沟宽均为6.0m,沟直段长均为43m,两端半圆弯处半径均为6.0m。32固液分离器部分HRT分别为1.9h和1.7h,表面负荷均为1.4m/(m▲h),尺寸均为:长15m、宽6m,深分别为2.6m和2.4m。一级一体化氧化沟的固液分离器出水处采用简单的沿沟边相距3m处设4个300mm×200mm的孔口,直接流入二级一体化氧化沟,二级一体化氧化沟固液分离器的出水由设有相距3m的4道集水出水堰槽进行,出水堰口负荷为0.8L/(m▲s)。曝气设备为美国EIMCO公司生产的倒伞型慢速表面曝气机,每级各安装一台,置于沟的一端,电机功2率均为73.5kW,充氧动力功率2.1kgO/(kW▲h)。剩余污泥从氧化沟中排除,每级氧化沟各设一台潜污泵抽吸污泥送往干化场。实际运行过程中由于氧化沟处于延时曝气阶段,其污泥已接近稳定化,剩余污泥量极少,基本上一年多才排泥一次。3.6干化场干化场共10格,轮流使用,每格尺寸10m×5m,其中设有砂石级配滤料。干化污泥外运处置,渗滤水回流至集水池。3.7控制室和化验室控制室尺寸3.3m×3.3m。废水站化验室与生产用的化验室合建。4实际运行结果3表2列出了调试期间和竣工验收时运行测定结果的部分数据,处理水量一般在2000~2500m/d。表2废水处理系统进、出水水质采样日期CODcr(mg/L)色度(倍)PH1997年8月2613898094.23012591.711.37.6日1997年8月2723629196.13762094.712.57.3日1997年8月2812039791.92861594.811.67.7日n1998年9月1720686896.74831596.912.57.5日1998年9月1819398495.74031596.311.87.6日1998年9月1921697896.43701296.812.07.3日从表2可以看出,进水水质CODCr浓度波动幅度很大,但出水仍然稳定[HJ]达标。该处理工程于1998年9月17日通过当地环保部门的竣工验收监测,各项出水指标均达到《污水综合排放标准》(GB8978—88)的一级排放标准。5主要技术经济指标本处理工艺工程与国内同类厂家生产废水处理工程的主要技术经济指标比较见表3。表3主要技术经济指标比较嘉兴桐乡群合气液纺织汕头新昌纺织印染厂废指标本工艺废水处理工程厂废水处理工程水处理工程水量(t/d)30002000800工程投资(元/t)432.6313.4440吃水投资(元/t)144215675500电费(元/t)0.530.620.44药费(元/t)0.510.920.92占地(m/t)0.850.61出水要求GB8978-SS一级标准GB8978-SS一级标准GB8978-SS二级标准从表3可以看出,本处理工艺工程的吨水投资和运行费用(电费、药费)均较低。n混凝法处理印染-生活混合型城市污水城市污水中常含有工业废水,其含量从20%~80%不等,含印染工业废水的城市污水是一类较难处理的城市污水类型。目前国内外处理这类废水主要采用生化与物化相结合的方法。混凝处理是国内外研究和使用最广泛的一种与生化配合使用的物化方法,混凝处理的关键是投加混凝药剂。性能优越的混凝剂不仅水处理效果好,成本还低。Y280是浙江大学环境科学研究所新近开发出的专用于废水处理的混凝剂,该药剂为以无机混凝剂为主的混合型药剂,药剂中除含铝铁等主要成分外,还含有一定量的有机添加剂,并有超微颗粒型吸附质点均匀分散其中。本文从Y280的水处理性能、Y280与常用混凝剂的水处理效果对比、Y280的处理成本等方面对该药剂的水处理情况进行了评价。1实验部分1.1实验用水废水为绍兴污水处理厂含印染工业废水约为80%的印染-生活混合型城市污水,水质特征为ρ(CODcr)287mg/L、色度180倍、pH值7.87。该城市污水处理厂的污水执行纺织染整工业水污染物二级排放标准(GB4287-92),即ρ(CODcr)≤180mg/L、色度≤80倍、ρ(SS)≤100mg/L、pH值6~9。污水经生化处理后CODcr和色度还不能达标,需要经过混凝处理才可排放。1.2实验方法量取废水水样1000mL于烧杯中,在六联搅拌机上进行混凝实验。搅拌条件下加入Y280药剂后以150r/min的转速快速搅拌1min,再以50r/min的转速慢搅10min,静置30min后取液面以下2cm处的上清液,测其色度、pH值及CODcr值。同时,在相同的实验条件和方法下,做Y280与AS,PAC和PFS的混凝对比实验。2结果与讨论2.1Y280的水处理性能评价在设计的实验方法和条件下,固定水样为1000mL,通过改变Y280的投加量得到不同澄清度的上清液,加药量与上清液的CODcr、色度之间的关系见图1和图2。分析混凝实验结果图1和图2可知,在Y280的加药量为400mg/L时色度能达标,CODcr达标的Y280加药量为520mg/L,达标时Y280对这种废水的CODcr去除率为40%,色度去除率为75%。在Y280的投加量为1000mg/L时可出现最好的水处理效果,此时CODcr去除率达80%以上;色度去除率可达90%以上。n2.2Y280与常用混凝剂的用量比较硫酸铝(AS),聚合氯化铝(PAC),聚合硫酸铁(PFS)是常用的混凝剂,为了进一步了解Y280的水处理性能,将其与AS,PAC,PFS进行对比。所有对比实验在相同的条件下进行,用CODcr达标时各药剂投加量作为对比依据。实验结果见图3。从图3分析可知,AS的达标投加量为450mg/L,PAC的达标投加量为430mg/L,PFS的达标投加量为330mg/L。结合Y280的实验结果可看出,在CODcr达标时,Y280的用量分别是AS,PAC,PFS用量的1.15倍,1.21倍和1.58倍。2.3Y280的水处理成本评价市场上Y280的价格一般为400元/t,AS的价格为600~700元/t,PAC的价格为1500~1800元/t,PFS为1800~2200元/t。根据实验确定的达标时各药剂的投加量和市场价对Y280及AS,PAC,PFS药剂的水处理成本进行的经济评价见表1。表1各药剂的吨水处理成本核算-1药剂种达标加药量达标成本/(元▲t废Y280与其它药剂成本比-1市场价/(元▲t)-1类/(mg▲L)水)/%Y2804005200.21AS600~7004500.27~0.3266~77PAC1500~18004300.65~0.7727~32PFS1800~22003300.59~0.7329~36由表中的成本核算可知,在正常的市场价和本文所采用的实验条件下,将ρ(CODcr)=287mg/L的废水处理到ρ(CODcr)≤180mg/L,Y280药剂成本分别为AS,PAC,PFS成本的66%~77%,27%~32%和29%~36%。由此可见,Y280是一种经济有效的混凝药剂。3结语浙江大学环境科学研究所开发的混凝剂Y280是一种经济有效的废水处理药剂,尤其适合于以印染工业废水为主的印染-生活混合型城市污水的混凝处理。对这一污水的混凝实验表明:①Y280的加药量为520mg/L,处理后的水就能达标排放。达标时Y280对这种废水的CODcr去除率为40%,色度去除率为75%。在最好的水处理效果出现时CODcr去除率可达80%、色度去除率达90%以上。②与常规混凝剂的水处理性能比较,在CODcr达标时Y280的用量分别是AS,PAC,PFS用量的1.15至n1.58倍不等,但达标处理1t废水所需的药剂费用仅是AS,PAC,PFS费用的66%~77%,27%~32%和29%~36%。n火电厂循环冷却水处理方案的选择在循环水水质较差的大容量火电厂中,循环冷却水排污量大;当除灰系统为干式除灰时,大量的循环冷却水排污水就无法重复利用。为了减少循环冷却水系统的排污量,节约用水,就需适当提高循环水的浓缩倍率。但如果补充水水质较差,又要求循环水高浓缩倍数运行,就必须对循环水的补充水进行处理。目2-2+前,处理方法多种多样,各有利弊。根据详细的技术经济比较结论看,在循环水水质较差,即HCO3、Ca、2-SO4都较高的大容量火电厂中,循环水补充水宜选用“部分弱酸树脂和稳定剂联合处理系统”。现以一个2×2023t/h锅炉和2×600MW凝汽式汽轮发电机组(正压气力除灰)的设计水量和水质为例,通过计算和经济技术比较予以说明。1循环水设计水量及其给水水质1.1循环水设计水量见表1。表1循环水设计水量和各项损失量项目水量/(t.h-1)损失率(%)循环水总量140000循环水补充量25591.75蒸发损失量(平均)20691.478风吹损失量1400.10排污量(平均)3500.25浓缩倍率51.2循环水补给水设计水质见表2。表2循环水补给水设计水质-1-1分析项目质量浓度/(mg.L)浓度/(mmol.L)+阳离子Na12.20.53n+K3.00.082+Ca90.24.512+Mg20.71.73-OH002-CO300-HCO3237.33.89阴离子-Cl13.60.382-SO4108.02.25-NO320.00.32总硬度5.20硬度非碳酸盐硬度(永久硬度)2.31碳酸盐硬度(暂时硬度)3.89总碱度3.89酸碱度pH7.79总固体456.0溶解固体413.4悬浮物42.6灼烧减少固体136.8全硅(SiO2)8.0其它活性硅(SiO2)6.5胶硅(SiO2)1.5化学耗氧量CODMn0.9电导率(25℃)μS/cm游离CO26.62设计方案的选择n该系统除灰采用干式除灰,循环水排污水的重复利用率很低,为了节水节能,要求循环水在高浓缩倍率下运行。当浓缩倍率为5倍时,计算的循环水的郎格利尔饱和指数为3.74、雷兹纳稳定指数为1.58。可以判断出循环水处于严重的结垢状态。因此,必须对循环水补充水进行适当的处理,才能使凝汽器处于良好的运行状态。2.1常用防垢方法①单纯加硫酸处理:在循环水补充水中加入H2SO4,利用H2SO4中和水中碱度的方法来保证循环水的稳定运行。②加硫酸和稳定剂处理:先在循环水补充水中加入一定量的H2SO4,使补充水的碱度降到一定程度,再利用加水质稳定剂来保证循环水稳定运行。?③石灰处理:向澄清池中投加石灰乳,使水中的碱度和碳酸盐硬度降低,不产生CaCO3结垢。④全部弱酸树脂处理:利用弱酸阳离子交换树脂除去水中碳酸盐硬度和部分碱度。使循环水中的硬度和碱度降低。再用缓蚀剂来防止循环水系统的腐蚀。⑤部分弱酸树脂处理:将一部分补充水采用弱酸树脂处理,加入稳定剂进行稳定处理,以保证循环水中的碳酸盐不结垢。该方法也叫“部分弱酸树脂和稳定剂联合处理系统”。?2.2常用防垢方法的比较2-[1]对于方法①②,由于大多数工程的冷却塔环境类别属于Ⅰ类,允许循环水中的SO4含量到500mg/L,2-2-超过时就会对其混凝土产生中等腐蚀。该系统一般宜控制循环水中SO4含量小于1500mg/L。补给水中SO42-2-含量为108.0mg/L,经计算,如果采用方法①和②,循环水中SO4含量将大于1500mg/L,补给水SO4含量高的系统不适合采用“加酸处理”方案。对于方案③,由于系统复杂,运行环境差,管道容易堵塞,计量系统自动化较难实现。因此,明显不适合运行人员少、自动化水平高的大容量机组采用。因此,经济可行的处理方案只有④全部弱酸树脂处理系统,⑤部分弱酸树脂处理系统。3弱酸树脂处理方案的确定3.1全部弱酸树脂处理系统3.1.1对水质的适用性[2]根据有关资料详细计算后知,控制弱酸树脂交换器平均出水钙离子含量为0.670mmo欤疞时,平均碱度为0.17mmol/L。如以这样的出水水质做循环水补充水,当循环水浓缩倍率为5时,循环水朗格利尔指数n为0,雷兹纳指数为7.7。这说明循环水的碳酸盐是处于稳定状态。当弱酸离子交换器平均出水碱度为0.17mmol/L,据有关资料计算后知,双流弱酸床如上层树脂装填3高度为1000,下层树脂装填高度为1300,上层树脂工作交换容量就为2000mol/m(D113树脂)。关键的问题是,在实际运行中,要想使循环水处于既不结垢、又不腐蚀的状态是比较困难的。这可以从郎格利尔指数和雷兹纳饱和指数的控制上看出这一点。理论上郎格利尔指数为0,雷兹纳指数为6.0时,-循环水处于既不结垢也不腐蚀的状态,但是两指数很难同时达到上述条件。另外,全部弱酸处理水中[HCO3]/-2-{[Cl]+[SO4]}(以mg/L计)的比值变得远远小于1,这很不利于点蚀的控制。因此,如果采用全部弱酸处理水作为循环水补给水,就应辅以加缓蚀剂处理,以控制腐蚀。特别是在机组启动初期,循环水浓缩倍率较低时,加缓蚀剂至关重要。综上所述,循环水补充水采用全部弱酸树脂处理水,技术上是可行的,只要控制系统在合适的出水水质范围内,再辅以普遍采用的缓蚀剂处理来消除腐蚀问题,就能保证循环水处于稳定的运行状态。?3.1.2优缺点比较采用全软化处理的优点是在除去水中碱度的同时也除去了水中部分硬度,从根本上解决了结垢问题。系统简单、运行条件好、易于实现自动化操作和控制。缺点是基建投资大、运行费用高、占地面积大。控制不好易发生腐蚀。废水排放量大,约为172t/h,使废水处理系统负担增加、费用增大。3.2部分弱酸树脂处理系统3.2.1对水质的适用性[2]依据水质资料及其它有关资料。经详细计算后得知,如将60%的弱酸树脂处理水与40%的生水混合,其混合后的水质见表3。如以此水作循环水补充水,循环水的郎格利尔指数为2.37,雷兹纳指数为3.81,pH值为8.5,碳酸盐硬度为8.3mmol/L。从指数上看,该水结垢较严重,但目前电站循环水中应用的稳定剂。能够将循环水中的碳酸盐硬度稳定在9mmol/L以上。因此,只要加入合适的稳定剂,就能使循环水既不结垢、也不腐蚀,处于良好的运行状态。另外,该处理方案对循环水的结垢和腐蚀平衡的要求,不象全部弱酸处理时那么苛刻——必须控制循[3]环水的郎格利尔指数为0。一般设计控制郎格利尔指数为2.5,实际上不结垢的条件要比2.5高一些,因--2-而水质允许在一定范围内波动。另外,点蚀指标[HCO3]/{[Cl]+[SO4]}比全部弱酸处理时大很多,这对控制点蚀很有利。3.2.2优缺点比较采用部分软化处理的优点是系统运行条件好,易于实现自动化。投资和占地面积较之全部弱酸处理系统减少了近20%,运行费用也减少34%左右运行时水质容易控制,安全可靠,废水排放量小,缺点是较之全部弱酸处理来说,运行操作复杂一点。n3.3两种方案的经济比较两种方案的主要经济指标见表4。表3生水及各系统平均出水、循环水水质对照全部弱酸树脂处理60%弱酸树脂处理项目生水水质预计循环水水系统出水水质预计循环水水质系统出水水质质-1Na+/(mg.L)12.212.06112.261-1K+/(mg.L)3.03.0153.0152+-1Ca/(mg.L)90.213.46744.2221-1Mg2+/(mg.L)20.720.7103.520.7103.05-1Cl-/(mg.L)13.613.66813.6682--1SO4/(mg.L)108.0108.0540108.0540--1NO3/(mg.L)20.020.010020.0100--1HCO3/(mg.L)237.310.3751.85101.26506.32--1CO3/(mg.L)00000--1OH/(mg.L)00000-1CO2/(mg.L)6.6163.681.598.121.5-1SiO2/(mg.L)8.08.0408.040-1全固形物/(mg.L)456.0372.951047.85429.081656.3pH7.797.78.5饱和pH值pHs5.327.76.18循环郎格利尔指数3.7402.37水稳雷兹纳指数1.587.03.81定性稍有波动就腐蚀结垢(加稳定剂判断稳定性严重结垢(加缓蚀剂防稳定)腐)n表4两种处理方案的主要荆棘指标项目全部弱酸树脂处理系统60%弱酸树指处理系统占地面积/m318751500软化水设备总动力/(t.h-1)27381643系统总投资/万元15001200设备年折旧费/万元3024年98%硫酸/t、万元3220t、193.2万元1932t、115、92万元药水稳剂/t、万元45t、62.1万元品消缓蚀剂/t、万元30t、70.8万元耗量药品年消耗费/万元264178.02系统年耗电量/kWh728000436800年电费/万元15.299.17树脂年填补量/t4.32.58树脂年消耗费/万元12.97.74系统年增加水耗/t87900052740系统年增加水耗及处理费/(万元.a-1)70.3242.19年总年运行费/万元392.51261.123-1废废水排放量/(m.d)41162470物排-1废渣排放量/(t.d)14.87(废水中含CaSO4)8.92(废水中含CaSO4)放浓缩倍率55n4结束语2-2+2-综合前面的分析、技术及经济比较,可以看出,在补充水的HCO3、Ca、SO4都较高的大容量火电厂中的循环冷却水处理设计中,补充水处理方法宜选用“部分弱酸树脂和稳定剂联合处理系统”。该处理方法具有运行浓缩倍率高,排污量小,运行容易控制,安全可靠;废水排放量小,投资和运行费用都低的特点。n机械制造含油废水的处理及回用概述安徽某公司系生产柴油机为主的国家大型一档机械制造上市企业。该厂机械制造含油废水采用了“隔油+气浮+生物接触氧化”处理工艺,并要求在废水处理站建设的同时,对所排废水中的废油进行回收,废水的70%经深度处理后回用于生产过程。该废水处理站已于2000年12月通过了达标验收,并投入正常运行。现对该工程介绍如下:1废水的水质、水量及标准1.1废水的水质、水量该厂外排废水中主要含石油类。由于厂区生产废水与生活污水未分流,废水中仍含有一定的生活污水。废水中主要污染指标为COD、BOD及石油类。设计进水水质指标为:CODcr400mg/L,BOD5180mg/L,SS150mg/L,石油类250mg/L,pH7.16。33根据厂方提供的数据,旱季全厂日平均排水量约为2000m,暴雨时全厂最大排水量曾达2000m/h。因厂方排水管道仍为雨污合流制,考虑到初期雨水的处理及暴雨时全厂雨水的排除,本次设计处理能力分为三部分:第一部分,考虑暴雨时全厂排水的沉砂、隔油及压力外排,故废水处理的沉砂、隔油及压力外排段设3计处理能力为2000m/h;3第二部分,后续气浮及生化段处理能力为150m/h;3第三部分,废水处理的出水70%回用于柴油机调试及冲厕等之用,故深度处理的设计能力为105m/h。1.2排放及回用水质标准[1]排放水水质指标为:CODcr≤100mg/L,BOD5≤20mg/L,SS≤70mg/L,石油类≤5.0mg/L,pH=6~9。回[2]用水指标为:CODcr≤50mg/L,BOD5≤10mg/L,SS≤10mg/L,NH3-N≤1.0mg/L,pH=6.5~9,色度不超过30。2废水处理工艺机械工厂废水中主要污染物是油,根据油在废水中存在形态的不同,分别采用不同的工序予以去除。废水及回用水的处理工艺流程见图1。n2.1浮油的去除浮油经隔油池分离后由浮油回收机回收。该机依靠一条亲油疏水的环形集油拖,通过机械驱动,以一定的速度在油水液面上作连续不断的回转,将油从含油污水中粘附上来,经挤压滚把油挤落到油箱中,然后经油泵送至脱水罐中脱水,浮油外售。每天可回收浮油400kg,外售合计600元。2.2乳化油的去除废水中含有的乳化油采用破乳后气浮去除。气浮采用CAF涡凹气浮。较之溶气气浮,具有结构简单,3操作方便,电耗较低的优点,同样150m/h的处理能力,CAF的总功率为2.94kW,而溶气气浮的总功率在20kW以上。2.3溶解性有机物的去除对废水中残存的溶解性油及其它有机物,最终采用生化法进行处理,由于原水的COD浓度不高,选择[3]运行稳定,操作简单的生物接触氧化工艺,设计停留时间为4h,反应器内置组合填料,采用鼓风曝气。出水经斜管沉淀池进行固液分离后,上清液达标外排。3回用水的处理3.1回用水点及要求回用水主要供试机车间的试机用水,全厂办公及科技大楼、宾馆的冲厕水、消防用水、绿化、洗车及清扫用水等。厂区用水点较多,用水量也不均匀。为确保均匀、稳定的供水,设计采用变频装置,即根据回用水管中水压的变化同步改变回用水泵的频率以保证回用水管中的水压不变,从而保证各个用水点的水3流稳定。科技大楼上增设一座100m的中水池,回用水经二次提升供大楼及宾馆的冲厕和消防之用。n3.2回用水处理工艺深度处理采用压力滤器+生物碳联合处理工艺。压力滤器中填料为石英砂与无烟煤双层滤料,在去除悬浮物的同时,对油亦有较高的去除率,实际运行结果表明,在进水含油量低于10mg/L的情况下,其出水含油量始终稳定在1.0mg/L左右。生物碳罐中填料为颗粒活性炭,并在其底部通入空气,经过滤后的废水通过活性炭的吸附及其表面生长繁殖的微生物的生化降解作用进一步降低回用水中的COD及有机物,最终出水油均低于0.5mg/L。见图1。4处理效果与技术经济指标4.1处理效果本废水处理工程于2000年11月投入试运行,2000年12月通过了验收监测。各处理单元的进、出水水质实测结果见表1。表1进、出水水质监测结果污染物组份进水隔油池CAF气浮斜管沉淀池生物碳罐-1油/(mg▲L)280.080.09.31.780.4-1CODcr/(mg▲L)473.0295.0157.058.038.1pH7.27.27.57.87.9-1SS/(mg▲L)167.028.03.0色度浅黑黄色浅黄色乳白色无色透明无色透明4.2技术经济指标废水及回用水处理的技术经济指标见表2。表2废水及回用水处理的技术经济指标-3-3名称总投资/万元药剂费/(元▲m)电耗/(kWh▲m)吨水处理成本/元废水处理359.130.180.30.52回用水处理35.350.290.195小结n①运行结果表明,采用“隔油+气浮+生物接触氧化工艺”处理机械工厂含油废水是可行的,既回收了大量的废油,同时70%外排水经深度处理后可回用,达到了节约水资源的效果。②流程对废水中主要污染物去除效果显著:油去除率99%,平均出水1.78mg/L(回用水为0.4mg/L);COD去除率87.7%,平均出水58.0mg/L(回用水为38.1mg/L);SS去除率83%,平均出水28.0mg/L(回用水为3.0mg/L)。33③经实际运行,每天平均可回收废油约400kg,价值600元,回用水1400m(目前排水量为2000m/d),可节约自来水费840元,扣除废水处理成本,处理吨水可收益0.06元。n甲醇工业废水处理与回用工程应用研究[1-7]我国不仅水资源贫缺,而且还伴随着日益严重的水环境污染问题。为缓解水资源的供需矛盾,迫切需要研究开发经济、高效及方便可行的污水处理与回用新工艺。因此,本研究将某油田甲醇厂排放含甲醇有机工业废水进行处理与回用,作为本厂循环冷却塔补充水。对于解决我国缺水问题意义重大,为我国工业废水处理与资源化应用开辟了一条新途径。对于缓解环境污染和消除水体严重污染,保护人民身体健康,影响深远。有利于推动我国工业废水处理与回用技术的应用和发展。该研究成果在化工等工业废水处理中应用前景巨大。1废水水质水量及处理要求1.1废水水质水量根据厂方提供的资料,废水含甲醇0.03%~5%,CODcr为200~500mg/l,BOD5=95~270mg/L,BOD5/CODcr=0.450,废水pH为6.7~10.2。该厂废水约为298t/d,每小时污水处理量约为12吨。1.2处理要求所排放的废水要求处理后CH3OH<0.0001%,CODcr,pH,色度和电导率等达到工业循环冷却水补充用水要求。具体要求见表1所示。表1循环冷却塔水质指标要求项目指标项目指标-pH6~9CI(mg/L)<300浊度(度)<5T-P(mg/L)<1电导率(硬度以CaCO3计)<300CODCr(mg/L)<40总硬度(硬度以CaCO3计)<200NH3-N(mg/L)<15总碱度(硬度以CaCO3计)<150冬季<5×10细菌总数(个/mL)2+5Ca(mg/L)<36夏季<1×102处理工艺根据该废水的特点,先设厌氧水解调节池以提高废水可生化性,再用膜微孔曝气生物接触氧化好氧处理去除废水中大部分COD。然后用兼氧细菌接种缺氧处理去除废水中部分COD,并提高废水的可生化性。再用好氧内循环曝气生物塔处理去除废水中剩余的COD。处理工艺系统以生物降解有机物为主,后设配套的活性炭深度处理工艺,以确保整个处理工艺出水满足要求。处理工艺流程设计如图1所示。n由于废水水质和水量波动大,不利于生物处理,因此生化处理前必须设水解调节池,确保生物后续处理作用稳定。由于排放的废水对一般好氧菌有明显的抑制性,COD去除效果差。因此,在曝气生化塔前设倒置的膜微孔曝气生物接触氧化A/O反应池,确保有机物在生物组合反应器内得到较充分降解,去除大部分COD,同时提高废水的可生物降解性,为后续好氧生物处理创造有利条件。废水经倒置的膜微孔曝气生物接触氧化A/O工艺处理后,COD去除率高,可生化性提高,对后续好氧生物也无抑制作用,因此有利于进行后续好氧生物处理。在膜微孔曝气生化塔内充分曝气供氧的条件下,废水中剩余的有机物在好氧菌作用下充分利用水中溶解氧得到充分降解和去除,废水COD达回用要求。好氧生化塔处理后出水仍含有一定量的悬浮物、细菌和杂质,需再经过后续物化混凝和和活性炭过滤处理,通过生物絮凝和物化混凝协同作用,将水中的悬浮物杂质细菌和部分难降解有机物有效除去,使出水COD等指标达回用水质要求。2.3主要构筑物及设备设计参数2.3.1水解调节池3水解调节池主要是调节水质和水量并提高废水可生化性,尺寸为15×6×2.5m,有效容积200m。池体采用钢筋混凝土结构,在池中同时加入少量的微生物所需氮、磷等营养。2.3.2倒置的膜微孔曝气A/O反应池废水通过倒置的A/O反应池处理后,大部分易生化降解的有机物得到除去,同时难生化降解的有机物的可生化性得到一定明显改善。由于兼性菌的降解作用,降低废水生物毒性,提高其可生化性,为后续曝3气生物氧化塔处理创造有利条件。尺寸为6×5×4.5m,有效容积为110m。池中布设组合填料和膜微孔曝气系统。2.3.3曝气内循环生物反应塔该塔的作用是将水中剩余的大部分有机物质在好氧条件下得到降解,从而有效地去除水中有机物质,3尺寸为塔高9m,直径1.8m,有效容积为17m。池中布设弹性立体填料和膜微孔曝气系统。2.3.4混凝沉淀池该池的作用是对好氧内循环生物反应塔出水进行混凝沉淀,去除悬浮物,降低水中浊度,进一步去除3有机物和色度等。尺寸为2×1×4.5m,有效容积8m。2.3.5BAC过滤器通过活性炭滤料的过滤、拦截等作用,将悬浮物、不能生化降解的物质有效除去,使出水达回用标准3要求,尺寸为φ1200mm、H2200mm,有效容积约2.2m。采用活生炭吸附与过滤材料。2.3.6消毒罐用以贮存处理后的回用水,对回用水质起稳定调节作用,同时为回用水提供与消毒剂充分接触反应的3时间。尺寸为φ1600mm、H2000mm,消毒罐有效容积3.6m。n2BAC过滤器出水采用ClO2消毒处理。采用经济高效的BD系列ClO2发生器,设备占地2.0m,每吨水运行费用低于0.05元/吨水。设备操作简单,安全可靠,不用维修。设备全自动运行,无需专人看守。3废水处理操作运行条件3.1倒置的膜微孔曝气A/O处理工艺控制反应器前端水温30℃,pH值6~8,DO3~5mg/l,补充N和P等,使废水中的BOD:N:P=200:5:1。3.2曝气内循环生物处理工艺控制水温27~30℃,pH值6~8,DO=2~4mg/l,补充N、P,使废水中的BOD:N:P=100:5:1。3.3混凝沉淀处理工艺控制水温20~30℃,pH值6~8,投加PAC。3.4BAC反应塔控制水温10~30℃,pH值6~8,DO>4mg/l。CODcr﹤30mg/l。3.5消毒工艺控制水温10~30℃,pH值6~8,DO>4mg/l。CODcr﹤30mg/l.。4运行结果与讨论本工程投入运行以来,处理效果一直稳定,出水水质良好。运行处理结果见表2所示。从表2可以看出,采用水解酸化—倒置的膜法A/O工艺—曝气膜生物接触氧化塔—混凝沉淀—过滤—消毒处理工艺系统处理含甲醇工业废水,在原水水质为含甲醇0.03%~3%,pH6~10,浊度为23.5~34.7度,CODcr为200~500mg/l条件下,系统出水CODcr、甲醇、电导率、硬度(CaO)、pH、浊度和色度等各项水质指标均满足该厂工业循环冷却水水质标准要求。5运行成本与投资费用5.1运行成本(1)电费:0.40~0.50元/吨水;(2)药剂费:0.10~0.15元/吨水。则每吨水运行费用:0.50~0.65元/吨水。5.2投资费用土建费用:包括消毒处理反应、混凝沉淀池和污泥浓缩池等在内,共计3.6万元;设备:包括格栅、提升泵、计量泵、混凝加药装置、鼓风机、污泥泵、电气控制系统、管路及材料、污水管道及支架等35.7万元;膜法A/O反应池17.6万元,内含组合填料,微孔曝气系统;曝气反应塔7.7万元,内含弹性立体填料和微孔曝气系统;BAC过滤罐5.7万元,内含活性炭等滤料;安装费1.2万元;设计费2.1万元;调试费2.6万元;ClO2发生器设备1.7万元。工程总造价为84.2万元。表2处理结果统计值范围水质项目进水生物组合系统出水BAC出水备注CODcr288~494mg/l14~30mg/l7~20mg/l甲醇0.33~2.9%<0.0002%<0.0001%pH6.8~9.27.2~8.37.5~8.2n浊度(度)23.5~34.717.0~23.01.5~2.7电导率(硬度以CaCO3计)130~357101~289117~233总硬度(硬度以CaCO3计)167~211134~177129~164总碱度(硬度以CaCO3计)110~178106~12598~1172+Ca(mg/L)16~3412~2114~24-CI(mg/L)40~9036~5342~39T-P(mg/L)1.74~2.20.34~0.370.16~0.21NH3-N(mg/L)0.48~1.10.03~0.040.01~0.0363冬季8.9×10/冬季3×10细菌总数(个/mL)73夏季3×10/夏季5×106结语采用水解酸化—到置的膜微孔曝气生物接触氧化A/O工艺—膜微孔曝气生物接触氧化塔—混凝沉淀—过滤—消毒处理工艺集成系统处理含甲醇工业废水,在原水水质为含甲醇0.03%~5%,pH6~10,SS为30~100mg/l,CODcr为200~500mg/l条件下,处理系统出水达冷却塔循环用水要求。该处理工艺系统先进合理,运行稳定、可靠,具有操作简单,出水水质稳定,投资省,运行费用低等许多优点。比较适合各种有机工业废水处理与回用,易于推广应用。n碱减量—印染混合污水的处理1污水的水质特点印染工业污水水质一般随采用的纤维种类和加工、印染工艺的不同而变化幅度较大。由于现代织物上越来越多地使用化学浆料(PVA)、化纤织物加工和整理越来越多的采用碱减量法处理技术,因此形成了较难处理的碱减量—印染混合污水。此类污水的特点是:碱度大、污染物浓度高、生化降解性差,目前已成为纺织印染行业环保治理的难点和重点[1-2]。表1是试验期间该区域污水排放泵站连续30d的水质监测结果。根据该地区排污特点:混合污水中碱减量污水占总水量的10%~20%,冬季约10%,夏季约20%,但其CODCr量却是混合污水总CODCr量的60%。表1排水监测结果-1-1-1分析项目pHCODcr/(mg.L)BOD5/(mg.L)色度/倍TA/(mg.L)平均值11.521738874260742波动范围11.15-11.881275-2050673-1045180-350528-8982试验及结果现场处理试验可分为:预处理、生化处理、后处理和组合流程的连续处理等几个方面。2.1预处理试验2.1.1酸化—混凝处理印染—碱减量混合污水采用一般生化处理不能实现达标排放。根据混合污水中TA占总CODCr量60%以[3]上,TA在酸性条件下可析出以及印染污水可采用混凝脱色处理的特点,进行了酸化—混凝预处理试验。表2列出了加酸酸化—聚合铝混凝沉淀处理的试验结果。表2酸化——混凝沉淀处理试验结果污水水质处理后水质分析项CODcr去目pHCODcr/(mg.L-1-1)色度/倍pHCODcr/(mg.L)色度/倍除率/%平均值11.4916922403.93665<10061波动范11.15-11.761431-1972220-2503.76-4.17545-75555-66围2.1.2铁碳曝气处理试验[4]直接将印染—碱减量混合污水置于由等体积铁屑、焦碳组成的铁碳反应池中进行曝气处理试验。图1n是相同试验条件下该混合污水经铁碳曝气处理和仅经空气吹脱处理的比较结果。图1结果表明:在长达72h的处理过程中,铁碳曝气处理可使混合污水CODCr去除率达到90.5%,其中前14hCODCr去除速率较快,而直接空气曝气吹脱处理实际去除率很低。另外,经过铁碳预曝气处理,污水中TA的去除与总CODCr的去除结果基本一致。这表明采用铁碳曝气作为预处理手段,也可有效降低后续生化的处理负荷。2.2间歇生化处理试验2.2.1混合污水生化降解曲线图2是印染—碱减量混合污水少量加酸调pH值至10左右与不加酸直接生化处理的比较结果,结果表明:不加酸中和的混合污水在生化反应上有一个滞后期,其后虽然CODCr去除速率与加酸中和污水的差不多,但污水处理最终的残余CODCr浓度却比加酸中和污水的残余CODCr浓度高出约100mg/L,这说明在污水中少量加酸中和有利于生化处理。图3是高CODCr浓度混合污水与较低CODCr浓度混合污水的生化处理比较试验结果。结果表明:采用好氧生化处理时,欲达到相同的处理出水水平,高浓度污水需处理较长时间。n图4是混合污水经酸化—化学混凝预处理后污水的生化降解曲线。结果表明:经化学混凝处理的出水继续进行生化处理,可以做到达标排放。图5是将印染—碱减量混合污水仅进行化学混凝脱色预处理与脱色后再酸化除TA污水的生化处理比较结果。结果表明:脱色再除TA污水生化性能较好。而混合污水采用铁碳曝气预处理6h后再进行生化处理的试验结果表明:将铁碳曝气作为前处理手段,效果不太理想,其最终处理出水残余CODCr浓度高于220mg/L。另外,考虑到混合污水全部进行酸化除TA预处理药剂费用较高以及为充分发挥少量加酸中和的作用,还进行了将中和所需的酸加在1/3污水中,使其酸化除TA后再与另2/3污水混合生化处理的试验。试验结果表明:在总加酸量一样的情况下,取部分污水酸化除TA预处理,可以达到有效利用酸,进一步降低生化处理出水CODCr浓度的目的。与仅少量加酸中和污水的处理相比,同样的条件下其总生化处理出水CODCr浓度可再降低约70mg/L。2.3混合污水的后处理试验2.3.1混合污水生化处理出水的铁碳曝气处理试验由于混合污水经生化法处理后,CODCr浓度仍有300mg/L左右,未能达标,因此作为把关措施之一的铁碳曝气处理是否有能力处理达标就显得比较关键,处理结果如图6所示。n2.3.2生化处理出水的混凝沉淀处理试验混合污水经生化处理,出水用FeSO4、聚合铁及高分子助凝剂絮凝处理时均无明显的效果,而用聚铝或MCFP高分子药剂作絮凝剂时则效果较好。表3是不同生化处理出水采用聚铝混凝处理的结果。从表3可看出:混凝沉淀后处理可以保证生化出水处理达标,但生化处理出水CODCr浓度增高时,处理达标所需药剂量亦增加。而采用PCFM药剂处理生化出水的处理效果比采用聚合铝好,且所需药剂量也较少,但由于其价格较高,因此使用受到限制。2.4连续流程生化处理试验结果通过对以上试验结果的分析,可以看出:对印染—碱减量混合污水的处理,达标的途径有多条,本文仅简述二个典型流程的处理结果。①流程一试验流程一见图7。此试验是采用酸化—化学混凝处理,使污水CODCr浓度大大降低后,再进行生化处理的流程试验。试验条件:33前处理加药量:98%H2SO40.8kg/m,PAC0.22kg/m3中和加碱量:NaOH0.02kg/m试验水温:20~30℃生化池DO:>2mg/L污泥浓度MLSS2~3g/L表4是该流程处理印染—碱减量混合污水的试验结果。3此流程的预处理的药剂费用约0.90元/m污水,但生化处理时间仅需6h,较直接生化处理达到同样的效果至少减少了12h。缺点是耗酸量较大。表3生化出水的混凝沉淀处理结果生化处理出水后处理出水聚合铝加色CODcr分析量/T-1150(0.1%)/(mg.L-1)度去除项目pHCODcr/(mg.L-1-1)-1pHCODcr/(mg.L)(mg.L)/率/%倍<19.042924000.048.261644450<5007.931494950<6007.8013756.550n28.563214000.048.0620337<5007.961784450<6007.901366050表4流程一处理试验结果混合污水预处理出水生化处理出水COD去除率COD去除-1-1-1pHCODcr/(mg.L)pHCODcr/(mg.L)pHCODcr/(mg.L)/%率/%11.6018155.9463464.68.0512780.211.53-11.661660-18875.57-6.14565-70857.3-70.107.83-8.57106-14777.5-85.5②流程二试验流程二见图8。此试验是先进行A/O生化处理,然后进行混凝沉淀后处理的流程试验。试验条件:3预中和:加98%H2SO40.3kg/m,调节污水pH值至10左右3后处理:加PAC0.22kg/m试验水温:20~30℃生化处理:O池DO>2mg/LA池:液下低速搅拌污泥浓度MLSS:2~3.0g/L表5是该流程处理混合污水的试验结果。表5流程二处理试验结果混合污水预处理出水生化处理出水COD去除COD去除-1-1-1pHCODcr/(mg.L)pHCODcr/(mg.L)pHCODcr/(mg.L)率/%率/%11.6018158.6538577.68.5714960.711.53-11.661660-18878.45-8.82320-42870.0-82.68.35-8.74126-17745.6-67.3n3讨论与建议①印染—碱减量混合污水直接采用生化处理,CODCr最大去除率一般在65%~80%之间;少量加酸中和有利于提高生化去除率和缩短生化处理时间。②酸化—混凝处理用于预处理,有利于使印染—碱减量混合污水处理达标,并可大大节省后续生化处理时间;少量加酸中和有利于提高生化去除率和缩短生化处理时间。③采用铁碳曝气处理无论是作为预处理还是后处理,对于污水中CODCr的去除都有明显效果,但作为后处理较之前处理更有利于使污水处理达标。④连续流程生化处理试验结果表明:采取多种生化处理手段处理印染—碱减量混合污水,虽各有特点,但处理效果基本一致,因此,以较少的代价和投入使印染—碱减量混合污水处理达标,还须在清洁生产、预处理和后处理上采取措施。⑤碱减量污水的进入是印染—碱减量混合污水CODCr浓度较高的直接原因,建议将该污水在源头单独加以处理,通过加酸酸化脱除TA,不但可回收利用TA,还可使污水中CODCr去除70%左右,减少源头排出污水的CODCr浓度,从而有利于后续处理达标。n浆粕黑液处理工程的设计与运行1工艺技术方案利用棉短绒制取浆粕的过程,会产生大量黑液,其水质与麦草蒸煮黑液类似,但也有区别,主要是浆粕黑液中没有大量泥沙、麦杆及分离出的木质素。但有大量的棉短绒,以及在150℃高温与碱性条件下分离的纤维素、半纤维素、蜡质、油酯与果胶等,还有这些物质的分解产物,如各种低聚糖、脂肪酸盐、脂肪醇等。工艺技术方案经试验研究及在原有完全混合活性污泥法的基础上,采用了厌氧、好氧生物处理,结合物化处理的技术方案,具体工艺流程见图1。2运行效果工程于1999年底竣工,2000年元月生化处理系统启动,2000年7月全流程试运行,2001年2月环保达标验收,至今运行正常,达到了设计排放标准:CODCr250mg/L,BOD5102mg/L,SS158mg/L,PH6~9,色度50倍,详见表1。表1黑液处理系统运行结果-1-1-1CODcr/(mg.L)BOD5/(mg.L)SS/(mg.L)pH色度/倍原污水5240-68481786-23161463-25009-102100-3870水解沉淀池出3258-45191251-1712586-9207.5-81760-3150水厌氧沉淀池出1299-1785325-438320-4177.6-8.01080-2010水综合调节池原1547-2030397-559637-8457.5-8.6640-1090n水SBR出水701-852147-223269-3517.5-8.0812-1260沉淀池出水212-24843-7284-1237.6-7.965-1103主要处理构筑物33该工程设计处理浓黑液6500m/d,加上其它废水全系统处理水量为14400m/d。实际处理水量分别为33约6000m/d和13000m/d。污水污泥主要处理构筑物、相关设备及实际运行参数见表2,表2中T为停留时间,Ho为有效水深。表2污水污泥主要处理构筑、相关设备及实际运行参数数量/序号名称工艺尺寸运行参数设备名称规格数量座高浓度水调节1130m×20m×4mHo2.5m,T6h池2初沉池210m×10m×6mT2.4h30m×20m×潜水搅拌机33水解池1T12h,Nv4-4.3kg[COD]/(m/d)2台5.5mQWO75中心传动刮泥4沉淀池2Φ12m×4mT2.25h2台机PNJ1235UBF罐12Φ11m×12mT36h,Nv0.9-1.2kg[COD]/(m/d)孔板流量计12个中心传动刮泥6沉淀池2Φ12m×4mT2.25h2台机PNJ12综合废水调节7140m×30m×4mHo2.5m,T5.6h池45m×18m×鼓风机8SBR池4ΣT9-12h6台5.5mJSE200-72.79反应池228m×12m×5mT0.5h10沉淀池2Φ12m×4mT2hn311沉淀池220m×70m×3mT2h蜂窜斜管φ50240m12浓缩池216m×16m×6mT24h36m×155m×2m带机120m2各213脱水间16m板框台4技术经济指标4.1工程投资33土建工程投资1434万元,计1103元/m污水;设备(含安装)工程投资928万元,计714元/m污3水;工程总投资2362万元,计1817元/m污水。4.2运行成本分析33污水处理水量按13000m/d,污泥处理量按200m/d计算。3电费:用电设备装机负荷420kw,每日用电量9750kw▲h,每日电费4680元,计0.36元/m污水。药剂费:污水混凝沉淀投加聚合氯化铝0.05%,PAM0.02%(按水量计)。污泥处理投加PAM2%(按3干重计)。聚铝、PAM单价为1800元/t,2万元/t。每日药剂费合计13820元,计1.06元/m污水。3化验费:每日消耗化学试剂等共计143元,计0.011元/m污水。3人工工资福利:职工24人,21元/(人▲日),合计每日504元,计0.039元/m污水。3其它费用:计0.08元/m污水。3合计运行成本:每日费用20147元,1.55元/m污水。5主要处理构筑物和设备运行分析5.1水解池水解他为完全混合式,由隔墙分为两廊道,内设6台7.5kw的潜水搅拌机,混合液于水解沉淀池沉淀后,污泥回流。水解池启动时,投入干污泥使混合液保持14000mg/L的浓度。6个月时,池底污泥浓度达到18000~24000mg/L,距池底0.5m以上污泥浓度达到2300~7400mg/L,水解池对CODcr去除率为30%~41%,BOD5去除率为27%~36%,混合液碱度由2600降至1800mg/L左右,pH值由11~9降至8~7左右,VFA达到490~600mg/L左右,VFA与碱度比值为0.26~0.32左右。这表明厌氧水解发挥了去除有机质和将大分子复杂有机物酸化分解的作用。低聚糖、脂肪酸盐、醇可水解为各种简单有机酸[1]。厌氧水解池设计有待研究。例如:按污泥负荷还是按水力停留时间设计,构造形式(悬浮型与固着型、平流与竖流)与适用性。笔者认为,水解池的负荷可以达到后续厌氧处理负荷的4~6倍;水解池宜选竖流式,依靠配水n口的强烈搅动保证水与泥的混合,可利用泵的能量,并且形式简单;采用平流式池体构造简单,但没有很强的混合措施,难免局部沉淀。5.2厌氧复合床反应器(UBF)采用12个Φ11m的钢结构厌氧复合床反应器(UBF),启动时投70×10t干泥(含水率约70%),启动时CODcr3000-4000mg/L。进水量为设计值的25%,随着时间推移和污泥浓度变化逐渐增加试运行负荷。8个月时,UBF达到比较稳定的处理效果,CODcr和BOD5,去除率分别有51%~62%和75%~80%。各罐3均有持续的厌氧气产生,因未加热,运行负荷不高,一般在1.0~1.5kg/(m.d)。厌氧罐大,因制作不精,出水溢流不均;出气管超高太小,初期常导致虹吸排水;罐底大,排泥不能均匀;孔板式流量计易被污泥堵塞;各罐之间负荷不均,出水、泡沫、浮渣的差异亦较大。[2]新型的厌氧反应器,内设布水器、污泥床、填料床、三相分离器,具有稳定高效的厌氧处理作用。各厌氧反应器是否应保证一致的负荷呢?只要单个反应器的负荷变化不大,各反应器之间存在一定的差异是可以允许的。但各反应器的出水与出气宜独立设置,否则会因出水、出气负荷不同,导致排水系统和集气系统的问题,如:出水少之处泡沫多并漏出,无法判断各罐产气量差异等。厌氧罐是圆形还是方形,是钢结构还是钢筋混凝土结构,决定于许多因素,例如:防腐与保温、有效容积比与单池容积、三相分离器形式数量与高度,施工技术与时间。若单池容积太大,面积大、高度又受限制,为降低三相分离器高度,要设多个集气罩时,宜采用方形钢筋砼形式,也利于整体与三相分离器的设计、制作与安装。5.3SBR池与混凝沉淀池SBR池4座,配SL-600散流式曝气头1152个,潜水器16个。SBR池启动时,引入原曝气池污泥,至4个月时,投入含75%左右的干泥20×10t。至7个月时,CODcr去除率为46%~57%,BOD5去除率为55%~70%。SBR池出水再混凝沉淀处理,出水CODcr为240~270mg/L,已能达到排放要求。SBR法与混凝沉淀比较,就本工程而言在去除污染负荷上,SBR法占44%左右,混凝沉淀法占56%左3右;在工程投资上,SBR法是混凝沉淀法的8.3倍;在运行费用上,SBR法0.25元/m左右,混凝沉淀为31.0元/m左右,为SBR法的4倍左右。本工程采用SBR与混凝沉淀结合,发挥了各自的优势。SBR池采用先进的SB-250伸缩式滗水器,构造简单,无电气部件与旋转接头,自动随水升降,排水能力大且可调节。但曝气池中泡沫多时,气体切换管易被沫渣堵塞,要经常维修。5.4浮渣与泡沫清除系统厌氧罐、水解沉淀池与厌氧沉淀池有浮渣,设刮除装置时,须设浮渣清除系统(集渣井、滤渣箱、潜污泵)。浆粕黑液含果胶、蜡和油脂,及其分解产生的高、低级糖、脂肪酸盐、脂肪醇等起泡物,粘性大,易起泡。泡沫的存在对工艺和设备运行、水质监测均有影响,例如:影响曝气池DO污泥检测,影响厌氧罐污n[3]泥测试,堵塞滗水器的气体切换管,影响环境卫生。这种泡沫只有靠去除起泡物来消除,本工程运行9个月后,水解沉淀池、厌氧罐、厌氧沉淀池、SBR池的泡沫已减少了60%~70%,经混凝处理后,厂总排水口(有跌水落差)已无泡沫。n焦化废水预处理焦化含酚废水的处理一般采用两级废水处理的方式,第一级是预处理,将高浓度的酚(2~12g/L)降到200~300mg/L以下,并适当降低水中污染物浓度,然后进行第二级生化处理,使其达标排放。本文主要介绍用萃取脱酚工艺进行焦化含酚废水预处理,该法可以大幅度降低水中的酚含量,回收酚钠盐,有较好的经济效益。1废水来源北京某焦化厂主要生产焦碳、商业煤气、硫铵和轻苯等化工产品。该厂焦油回收系统采用硫铵流程,焦油加工采用管式炉两塔连续蒸馏,工业奈生产工艺为双炉双塔连续蒸馏、洗涤、精制。在焦炉煤气冷却、洗涤、粗苯加工及焦油加工过程中,产生含有酚、氰、油、氨及大量有机物的工业废水。2设计水量、水质含酚废水处理量:40~50m3/h含酚量:1000~1500mg/L含油:<300mg/L含氰离子:20mg/L3处理流程及说明在含酚废水中加入萃取剂,使酚溶入萃取剂。含酚溶剂用碱液反洗,酚以钠盐的形式回收,碱洗后的溶剂循环使用。萃取剂对混合物中各组分应有选择性的溶解能力,并且易于回收,对于萃取脱酚工艺来说,通常选用重苯溶剂油或N-503煤油。萃取设备的结构应有利于溶剂和污水的混合,使得相表面充分接触、更新。选择设备时要考虑其脱酚效率、对负荷的适应能力、废水和溶剂的特性以及操作和费用的问题。工艺流程如图1。n该厂各种高浓度含酚废水流入氨水池均化,池底的焦化类物质定期抽出。高浓度含酚废水经焦碳过滤器除油,使出水符合进生化处理装置的要求。吸附油的焦碳定期用蒸汽吹脱。除油后的含酚废水经冷却器冷却至55~65℃进入萃取塔上部。萃取剂选用N-503煤油,由循环油泵打入萃取塔底部。溶剂油与高浓度含酚废水在萃取塔中逆流接触,绝大部分酚转移至溶剂油中,溶剂油由萃取塔顶溢流进入碱洗塔与碱接触生成酚盐。溶剂油经碱洗后进入中间油槽,循环使用。萃取后的含酚废水由萃取塔排出,经蒸氨脱除部分氨,再与其它废水混合,进入隔油池除油,然后经过调节池调节水质水量后,进入生化处理流程。4处理效果-1表1预处理结果mg·L酚氰原水1000~150020脱酚处理后<28010去除率>80%50%5主要构筑物及工作参数5.1主要构筑物表2主要构筑物序号设备规格数量1萃取塔φ1300/φ1200H126022碱洗塔φ3000/φ4500H98503n33氨水塔φ1800H1260V=5m134循环油槽φ3600H5250V=42m235焦碳过滤器φ2200V=9m26冷却塔φ9500/φ6000H30m17油水分离器φ3360H278025.2工作参数脱酚效率:>80%稀碱浓度:18%~20%萃取温度:55~65℃碱盐:含酚>18%游离碱<2%6结果本工艺流程较为成熟,流程简单,操作方便。废水中含酚量的变化对萃取效果影响较小,脱酚效率较高。本工艺不仅回收大量的酚盐,而且保证了污水在进入曝气池前降低水中的酚、氰离子和油,以保证生化处理装置的正常稳定运行。n锦纶一6生产废水的处理某集团的主导产品为锦纶帘子布、帘子线,其主要原料为己内酸胺聚合物。废水主要来源于聚合切片的革取废水。革取废水经单体回收处理,剩下少量己内酷胺单体没有回收价值。废水中的主要污染物为己内酚胺及其分解产物。每吨帘子布产生45t废水,日排放量为6000t/d,根据环境部门的要求,废水处理应达到GB8978-1996(1999年修改)一级排放标准,处理后废水达标排放。1废水水量、水质经现场调查,废水的水量、水质见表1。表1废水的水量、水质项目数据3-1水量/(m▲d)6000pH值6~7-1ρ(BOD5)/(mg▲L)500~1000-1ρ(CODcr)/(mg▲L)1000~2000-1ρ(NH3-N)/(mg▲L)10~20-1ρ(己内酰胺)/(mg▲L)300~500锦纶废水水量。水质有如下特点:①由于锦纶废水不是连续排放,水质随时间变化而变化。②废水主要来源于聚合切片的革取废水,由于己内酰胺极易分解,在生物降解过程中转化为NH3-N,造成废水中氨氮浓度较高,成为本工程处理的难点和重点之一。2处理工艺及设计参数2.1处理工艺通过对生产装置和废水水质调查,选用前置反硝化的生物脱氮工艺,处理工艺流程见图1。n废水汇集在调节池,然后由柬提升至水解酸化池,该池同时接纳部分回流污泥。在兼氧、缺氧条件下,通过水解和产酸菌的作用使废水中复杂高分子或难降解物质转化为小分子简单有机物,提高了有机物生化性能。然后废水进人反硝化池。反硝化池中设置有软性填料,通过栖息在填料上的反硝化菌的作用,可以--使回流废水中的NO2,NO3转化为N2,从而达到生物脱氮的要求。由于采用了前置反硝化脱氮工艺,反硝化池中的反硝化菌可以用进水中的有机物为碳源,无需再外加碳源。A,B,C工艺曝气池是由东华大学开发的一种好氧生物反应池,该反应器将污泥负荷分为高负荷、一般负荷和低负荷3个区间串联运行,可以结合脱碳和硝化的设计要求,确定A,B,C各段的停留时间。A,B,C曝气池不仅提高了系统的净化效率,还防止了污泥膨胀并减少了剩余污泥量,甚至在工程系统的运行过程中实现污泥的“零排放”。A,B,C曝气池出水进入沉淀池,实现泥水分离,污泥一部分回流至A,B,C曝气池的A,B2段,另一部分回流至水解酸化池,剩余污泥进行浓缩干化。沉淀池上清液小部分回流至反硝化池,其余部分达标排放。2.2A,B,C工艺简介污泥负荷Fw与污泥容积指数Is,v的关系曲线见图2。根据图2曲线确定处理参数。为控制污泥膨胀和提高系统处理效率,曝气池设计为A,B,C3段处理系统,使运行落实在图2曲线中a~a’段、b~b’段、C~C’段,既能使有机物在反应系统中迅速彻底代谢,又能使污泥保持良好性能。A段:高负荷区,Is,v可控制在200以下,一般不会产生污泥膨胀。B段:一般负荷区,选择在减速增殖期,为维持这一数值,宜用回流污泥量进行控制。nC段:低负荷区,选择污泥处于内源代谢呼吸期。C段不回流污泥,而在其中设置填料,废水从B段推流至C段,混合液在填料上的生物膜与活性污泥双重作用下净化,F/M比值大大降低。微生物处于内源呼吸期,周围营养源已无法满足生物膜和活性污泥中细菌需求.此时,部分细菌在好氧条件下衰亡,分解成营养料供应活着的微生物,达到了污泥减容化。在A,B,C活性污泥处理系统中,剩余污泥的产生量,3段中各不相同。在A段由于F/M值高,因此有机物以最大速率转化为污泥;B,C2段污泥合成比A段低得多2.3主要构筑物、设备设计参数3①调节池有效容积3000m,1座,有效水深4.7m,保护高度03m,停留时间12h。3②水解酸化池有效容积3000m,2座,有效水深4.7m,保护高度0.3m,停留时间24h。33③反硝化池有效容积6000m,1座,停留时间24h,分5格,接纳污水回流量6000m/d。④曝气池分A,B,C3段,各段的停留时间分别为2.5h,7.5h,5h。A段、B段、C段的实际有效容积33333分别为630m,1890m,1260m;A段、B段的回流污泥量分别为1600m/d,4000m/d;实际总供气量51~33375m/min,平均供气量15.2~21m[空气]/m[废水]。3/h⑤污泥回流泵3组,2用1备,流量Q=120m,扬程H=10.5m,电机功率7.5kW。3⑥反硝化系统回流泵3组,2用1备,流量Q=125m/h,扬程H=18m,电机功率11kW。3⑦风机3组,2用1备,单台风机风量Q=31.5m/min,轴功率35kW,风压49kPa,电机功率45kW。3工程运行及处理效果分析3.1处理效果分析根据污水厂和监测站提供的监测数据,整理结果详见表2。表2运行结果数据-1-1pH值ρ(CODcr)/(mg▲L)ρ(NH3-N)/(mg▲L)运行历时/d进水出水进水出水去除率/%进水出水326.57153012192.112.584406.5781079.290.210.674.5526.575412096.318.486.4606.5723525997.011.783.7n656.57264067.897.012.779.4706.57199341.897.917.817.4756.57152656.396.014.75.0806.57134830.498.015.013.0856.575637586.77.011.2906.57175647.297.417.25.3956.57145637.697.38.54.9污水处理厂运行几个月以来,出水水质主要指标均可达标排放。只是污水中的NH3-N变化比较复杂,在初期脱氮效果尚不明显,出水NH3-N高于进水。这说明了两个问题,一是污水中己内酚胺降解后使NH3-N骤增,二是由于A,B,C活性污泥系统中,A,B2段是去碳反应器,C段是硝化反应器,在运行初期由于水质、水量及A,B2段的污泥系统变化较大对C段运行造成冲击负荷,未能使C段中硝化细菌形成良好的生存环境,同时硝化细菌世代周期长,也是导致在初期脱氮效率较低的原因。随着运行条件的稳定,运行时间的延长,硝化细菌的浓度逐渐增高,本工艺的脱氮效果逐渐明显,正常运行后,出水NH3-N完全达标。3.2处理成本废水处理成本为0.474元/t。3.3污泥排放一部分污泥回用于A,B,C曝气池,另一部分污泥送至水解酸化池,在兼氧条件下水解,从而使部分污泥硝化,成为生物脱氮系统中的内源碳,目前整个系统基本实现剩余污泥的“零排放”。4结论①对高质量浓度大氮锦纶废水产ρ(CODcr)=1000~2000mg/L,ρ(BOD5)=500~1000mg/L,其出水ρ(CODcr)远低于排放值100mg/L,去除率92%~98%,出水ρ(BOD5)=5~13mg/L,去除率99%;②由于反硝化池培菌刚刚开始,再加上反硝化菌生长速率比较小,运行初期出水NH3-N浓度超过进水十几倍,正常运行后NH3-N迅速下降至15mg/L以下;③连续运行至今剩余污泥几乎是零排放。n酒厂高浓度有机废水处理工程设计概述某公司的酒厂是以高梁、小麦等为原料,采用传统的酿造和制曲工艺制成曲酒,年产酒量2000t。生产过程中排放的废水有:3333生产废水:酿酒底锅水302m/d,冲洗晾堂水72m/d,蒸酒冷却水2775m/d,锅炉房排水77m/d,洗瓶水31700m/d。待处理废水包括酿酒底锅水和冲洗晾堂水。33设计水量:400m/d,24h运行,16m/h。设计水质见表1:表1进出水设计水质-1-1-1项目CODcr/(mg▲L)BOD5/(mg▲L)SS/(mg▲L)pH色度/倍进水1000045007004200[1]出水10030706-950设计标准:废水治理工程出水水质执行中华人民共和国国家标准《污水综合排放标准》GB8978-1996Ⅲ类水域一级标准。1工艺设计、主要构筑物及设备1.1处理系统设计目标根据原水水质、水量和处理后排放标准,处理系统的设计指标见表2:表2处理系统设计总指标序参数指标备注号1CODcr总去除率99.5%按达到国家污水综合排放标准2BOD5去除率99.9%GB8978-1996Ⅲ类水域一级标准的要求。3SS去除率95.0%4色度去除率160倍n5pH调节6~91.2工艺选择[1]酿酒底锅水属高浓度有机废水,其特点是:CODcr高,PH低,色度较高,间断排放,负荷波动较大。废水来源于蒸煮工段,含有少量漏出的酿酒原料:高梁、谷壳等。废水BOD5/CODcr的比值约0.45,可生化性较好。冲洗晾堂水也是间断排放,两种废水混合后,CODcr平均值为10000mg/L。废水中的污染物属第Ⅱ类污染物。根据废水性质,我们采用了三个处理单元去除污染物:第一单元采用格栅脱渣,去除废水中粗颗粒的[2]悬浮物,可回收作为饲料或肥料;第二单元采用脱色和水解酸化预处理,提高废水的可生化性,同时沉淀去除悬浮物,通过物化作用脱色。第三单元采用厌氧、好氧、兼氧生化处理,彻底降解有机物。厌氧采[3][4]用上流式厌氧流化床反应器(UASB),好氧采用间歇式活性污泥反应池(SBR),整个处理系统耐冲击负荷能力强。1.3工艺流程工艺设计流程如图1。1.4构筑物及设备①固液分离机:选用GYFJ300型回转式格栅分离机,栅间隙2mm,其主要功能是回收废液中的高梁和谷壳,降低悬浮物浓度。3②调节池(8m×4m×4.85m):V总=310m,t=13h。两池轮流使用,调节池的主要作用是均化水质、水量。调节池出水用潜污泵(65WQ-15-47)提升至水解酸化池,并部分回流,池中设置射流曝气器,防止悬浮物在池底沉淀,也使部分有机物降解。3③水解酸化池:分4格,每格尺寸为4.8m×8m×3.8m,V总=583m,t=30h。其主要功能是小分子化作用,促使污水中多糖等大分子有机物转化为小分子有机酸、有机醇、有机醛等物质,提高废水的BOD/COD[5]比值,增强废水可生化性,调节废水pH值,以利后续处理。n3在水解酸化池第一格设微电解装置以利脱色,在后三格设球形填料,填充容积为30m。33④厌氧池:UASB共4池,每池尺寸为9.0m×4.5m×9.0m,V总=364m,t=3.0d,容积负荷:3.34kgCOD/(m▲d)。采用上流式厌氧污泥床,钢筋混凝土结构,半地下式。经水解酸化后的废水SS极低,废水中的有机物呈溶解或胶体状态。厌氧反应器在常温条件下产氢产乙酸菌将废水水解酸化产生的各种有机酸转化成乙酸、H2和CO2;产甲烷菌将乙酸、乙酸盐、H2和CO2等转化成甲烷,回收脱硫后作为清洁能源。3在UASB池内设置管道泵65SG30-8,使悬浮污泥层进行内循环,每池循环水量40m/h,并添加填料,提高污泥浓度。配置钢筋混凝土制三相分离器,保证了设备的防腐要求。3⑤好氧池:SBR池共4池,每池尺寸为12.0m×4.0m×5.0m,V总=240m,t=12.96h,容积负荷:31.25kgCOD/(m▲d).供氧量:27.63kg/(周期▲池)。SBR池是废水好氧、兼氧处理的主要构筑物,系钢筋混凝土结构,半地下式。废水进入好氧阶段通过三羧酸循环,使高分子有机物彻底降解,污泥回流至厌氧阶段进行厌氧稳定。SBR运行方式:运行周期T=6.0h,每池一天运行4周期,周期为:进水:1.5h曝气:4.0h(进水的同时进行曝气)沉淀:1.0h滗水:0.5h(排水的同时可排泥)闲置:0.5h供氧方式:采用射流曝气器,每台射流曝气器充氧能力为3.46kg/h。SBR池内设置专用滗水器,进水、曝气、沉淀、滗水、闲置全部自控运行,操作方便。⑥氧化塘:利用空余低地设置氧化塘,塘内种植水生生物,出水口设置砂滤池,确保出水质量。33⑦沼气柜:沼气产量约1000m/d,沼气经水封、脱硫后暂存在300m的气柜内,供锅炉房使用。33⑧集泥井:设计污泥产量约48m/d,每天排泥一次,设置钢筋混凝土集泥井一座,集泥井容积V=40m,选用50QW-15-1.5潜污泵输送污泥至污泥干化池(5.0m×4.0m×2.8m),共4池。干化后污泥送锅炉房焚烧或送城市垃圾处理场综合处理。2主要技术经济指标废水治理工程设计主要经济指标见表3:表3主要技术经济指标n序号指标设计参数31处理能力400m/d22占地面积0.667hm23建筑面积126.7m4总装机总量180kW5运行能耗(按每天平均)130kW▲h6CODcr总去除量4.0t/d7去除每公斤CODcr电耗0.78kW8工程总投资500万元39沼气回收980m/d10运行费(去除每公斤CODcr)0.45元3技术经济、社会效益分析设计采用物化和生化相结合的工艺,不投药,最大限度地减少污泥产生量,并采取必要措施从而避免了产生二次污染。使用“水解酸化—UASB—SBR”工艺,可靠性好,耐负荷冲击能力强,投资省,占地少,运行能耗低。废水处理主要工艺单元化,有利于企业发展后污水量增加时废水处理站的改扩建。综上所述,本工程设计采用的技术先进可靠,技术经济合理,有明显的社会环境效益。n聚酯生产废水的处理前言差别化聚酯切片是生产涤纶丝、饮料瓶等的原料,用途广泛。近年来,全国各地已陆续建成了多家聚酯切片生产企业。4某厂于2000年8月建成了年产3×10t差别化聚酯切片生产线,生产主工序包括酯化和缩聚。主要生产原料为精对苯二甲酸和乙二醇。生产废水来源于酯化过程中产生的酯化废水和缩聚过程中产生的喷射泵废水。采用酸化水解、HCR(HighPerformanceCompactReactor)、接触氧化法处理该废水,处理后的废水全部回用于生产。l废水水质、水量工厂生产废水水质、水量情况见表1。2废水水质特性2.l有机物浓度较高表1废水水质、水量情况(平均值)-1-1-1污染物CODcr/(mg▲L)BOD5/(mg▲L)pH水量/(t▲d)醋化废水185004770516喷射泵废水25001350656生活废水30012078酯化废水的浓度受酯化反应的条件、乙二醇蒸馏回收效率的影响较大,在废水处理设施调试初期,由于生产工艺不稳定,酯化废水CODcr的浓度徘徊在30000-40000mg/L,最高达70000mg/L,最低10000mg/L,废水中主要污染物为乙二醇、苯甲酸、乙醛等低分子有机物,废水无色透明,有刺激性气味。对酯化废水、喷射泵废水我们进行了多次试验,包括好氧、厌氧、混凝沉淀、活性炭吸附等,试验结果表明,该废水的可生化性较好。但该废水水质有较大变化时对微生物影响较大,CODcr的去除率明显下降,因此本工艺选用了对冲击负荷适应性较强的HCR法好氧生物处理工艺,并在好氧之前先采用厌氧水解进行处理,废水的BOD5/CODcr从0.26提高到0.32,减轻了有害物质对微生物的抑制作用。n2.2废水呈酸性酯化废水、喷射泵废水均呈酸性,pH值在5~6之间,在调试初期,采用片碱中和,废水处理成本增加,而且增加了废水中盐份,因该废水的酸度是由有机酸引起的,我们通过试验发现,该废水不经过pH值调节直接进行生化,生化出水pH值会上升,而且CODcr去除效果有所提高,因此取消了pH值调节这道工序。3废水处理工艺3.1废水处理工艺流程工艺流程见图1。3.2主要设计参数3.2.1酯化废水收集池、调节池33钢筋混凝土结构,酯化废水收集池有效容积16m,停留时间24h,调节池有效容积50m,停留时间24h,内挂组合填料,设穿孔曝气系统。不调PH。3.2.2酸化水解池3钢结构,有效容积32m,停留时间48h,外形尺寸ф3.0m×5.0m,内挂组合填料,设穿孔曝气系统,DO控制在0.lmg/L,从污泥回流池接入剩余污泥。3.2.3HCR生化塔33钢结构,有效容积15m,停留时间4.5h,外形尺寸фl.5m×11.5m,容积负荷15kg[CODcr]/(m▲d),采用射流曝气,配1台18.5kw的循环射流泵和1台1.5kw的污泥回流泵。HCR反应器是本工程的核心设备,该设备是一种带中心导流管的简装容器。上置式特殊设计的两相喷头通过循环水自吸空气,空气在喷头下方初次分散,形成细小的气泡,随液相向下,到中心管底部折回向上,到中心管上部,部分空气从液相释放,但仍有较多空气随液相进入中心管,进行二次分散和再循环。这样,使得空气在液相有较长的停留时间,空气氧的利用率可达到30%~50%。同时,由于高速内循环,3使气、液、固三相间的传质速率大大提高。在容积负荷高达30~90kg[CODcr]/(m▲d),污泥负荷3~n5kg[CODcr]/(kg[MLSS]▲d)的情况下,用HCR处理一般可生化有机废水,仍能得到80%左右的去除率。HCR系统内的微生物90%以上是细菌,且处于对数增长阶段,但在HCR中能形成细颗粒、致密的菌胶团,沉淀速度快,固液分离效果好。HCR技术在国内外曾应用于城市生活污水、造纸废水、味精废水、印染废水、化工废水等40多个废水处理工程,都比较成功,具有所需空间少、占地省、合理集成设计、CODcr降解率高、空气氧利用率高且操作便利安全等优点。HCR首次应用于聚酯废水达到了设计处理效果。该技术为德国克劳斯塔尔工科大学专利技术。3.2.4生物接触氧化池3钢结构,有效容积78m,停留时间23h,外形尺寸4.0m×5.0m×4.9m,填料负荷0.75kg[CODcr]33/(m▲d),内挂组合填料74m,设微孔曝气系统,溶解氧控制在3.5mg/L左右。3.2.5混凝气浮池32钢结构,ф1.8m×3.6m,表面负荷1.5m/(m▲h),设溶气系统,采用碱式氯化铝混凝剂,投加量为1.5‰。本废水处理系统总投资120万元,处理方案中确定的处理费用为6.2元/t水,据厂方核算,实际处理费用为6.0元/t,其中电耗占60%以上。3.3设计处理效果各处理单元设计CODcr去除效果见表2。该废水处理工艺的剩余污泥量较少,少量的气浮污泥经浓缩后直接送至锅炉房焚烧。表2CODcr去除效果-1-1处理单元CODcr/(mg▲L)水量/(t▲d)进水出水去除率/%酸化水解1850092505016调节363029002080HCR29007257580生物接触氧化7251817580混凝气浮18112630804结语n①聚酯废水经上述工艺处理后,处理效果达到了设计要求,能较稳定地实现达标排放,CODcr总去除率在97%以上,而且绝大部分时段可达到一级排放标准。处理尾水全部回用于生产,作循环冷却水的补充水。②此废水可不经pH调节,直接生化。③酯化废水和喷射泵废水经处理后,出水可回用于生产,每年可节省水费4.8万元。④应注意的是酯化废水、喷射泵废水温度较高,调节池内的温度达到45℃以上,今夏高温期间,由于3水温较高使生化系统处理效果明显下降。后添置1台循环量为20m/h的污水冷却塔、并在调节池上方搭建防晒雨棚,缓解了废水温度高的矛盾。n18000m3/d苦咸水淡化设计方案某化学股份有限公司为保证全国最大的PVC生产装置项目的供水及解决企业长期发展免受水资源的限制,同时为解决[J]黄骅市部分地区常年饮用高浓度苦咸水的难题,决定开发储量丰富、可通过降雨及海水渗入自然补充的50~250m地下高浓度苦咸水。1方案的选取虽然浅层地下水(井深50~250m)的供水量能满足需求,但水质恶劣,距生产工艺要求的水质相差甚远,其水质情况见表1。表1原水水质指标项目数值项目数值++2+K、Na3500.32Ca272.993+2-Fe0.26SO41071.18-Cl6618.75Ⅰ-0.74-2-NO20.003HPO40.027暂时硬度462.45负硬度11.40可溶SiO210.33悬浮物42.81硫化物0.06COD1.832+Mg640.63Fe2O30.702+NH4+0.11Ba0.262+HCO3-573.76Sr7.19-F1.84NO3-0.07全硬度3317.93永久硬度2678.81总碱度470.52TDS12402.25注细菌总数>100个/mL;浊度=5NTU;pH=7.51;水温=16.6℃从表1可见,原水含盐量为12402.25mg/L,为高浓度苦咸水,其淡化方法可采用电渗析法、反渗透法和蒸馏法。对于该水质而言,如采用电渗析方法脱盐,其耗电指标介于7.0~18.5kW▲h之间,比我国岛屿现有实际运行的反渗透海水淡化工程能耗还要大,故而不予采用。蒸馏法中多级闪蒸淡化技术动力消耗大、3运转费用高;压汽蒸馏成熟产品的最大产量为3000m/d,需6台并联才能达到产水要求,缺乏规模效益;低温多效蒸馏淡化方法虽适用于该项目的苦咸水淡化,但经初步计算得知针对该水质的设备投资高达319000万元,单位造水成本也达67元/m。同样规模的反渗透淡化装置投资则在2200万元左右,单位造水3成本25元/m,远比低温多效蒸馏淡化方法便宜。其原因是:①产品水的水质达到国家饮用水要求即可,n不需要生产高纯水;②多效蒸馏设备还不具备国产化条件,设备引进的价格较高;③原料水含盐量较低,使得反渗透可在较低压力下操作,达到了节能目的。因而决定选用反渗透处理工艺。2工艺设计21预处理系统根据有关方面提供的水源地水文地质详查情况,局部水源井的浊度较高,在室内放置4~24h后浊度高达40NTU。这可能是原水中存在一些不稳定离子,所处环境改变后还原成胶状物所致。因此,在原水进入淡化装置之前设置集水、澄清沉淀池,以使原水与大气充分接触,并得以澄清沉淀。由于原水中含有微生物,在预处理前加次氯酸钠(2mg/L)杀灭细菌,同时防止和抑制微生物的滋生。杀菌后的水加入絮凝剂(聚合氯化铁5mg/L)进行直流凝聚,以便后续过滤去除。过滤系统分别设置多介质过滤器和细砂过滤器两级过滤系统。参照国内、国外过滤器的运行情况,多介质过滤器的滤速选用10m/h,细砂过滤的滤速选用5m/h,控制出水污染指数SDI<3,Fe<0.05mg/L,CODMn<1.5mg/L,p=2~11,达到反渗透淡化系统要求的进料指标。预处理反冲洗水采用已经过多级过滤和防结垢处理的反渗透浓水,从而使系统自用原水量降至最低,使系统具有较高的回收率。22反渗透系统由于淡化系统采用反渗透复合膜,对氯的耐受程度只有1000mg/(L▲h),而过滤器出水通常含余氯0.1~1.0mg/L,故需在过滤器出水中加入亚硫酸氢钠(3mg/L)还原水中余氯,使游离氯含量<0.1mg/L,满2+2-2+2+2+足反渗透装置的进水要求。另外,原水中Ca、SO4、Mg、a、Sr等离子含量较高,在反渗透脱盐过程中极易形成难溶组分沉积于反渗透膜表面,造成装置性能下降。因此采用性能较传统阻垢剂六偏磷酸钠为好的阻垢分散剂Flocon260(27mg/L),必要时配合加入盐酸(30%盐酸)可有效防止膜内碳酸钙、硫酸钙、钡等各种难溶盐类的结垢,并防止铁铝氧化物及其他污染物的沉积。3淡化装置的总容量为18000m/d,选用数台装置并联运行。考虑到原水水质的特性,采用介于海水及一般水处理之间的系统回收率65%,既保证水源的充分利用,又防止回收率过高对膜的损害。为实现回收率>65%的目标,需采用二段工艺操作。考虑到该水质的反渗透操作压力较高,浓水排放较海水处理相对较少,排放量较大,在一、二段膜中间增设能量回收装置,从而减少系统的能量消耗。鉴于该水含盐量为12400mg/L,属于高浓度苦咸水,且不到常规海水含盐量的一半,无法照搬传统意义苦咸水及海水的处理方式。因此采用苦咸水和海水反渗透膜一级一段、一级二段和二者的混合工艺分别计算。从计算结果可知,无论采用几台装置并联,从装置能量消耗的角度看,对于一级一段流程,每个压力n容器内安装6组反渗透膜最佳;对于一级二段流程,每个压力容器内安装4组膜最佳。从投资的角度看,每个压力容器内安装的膜组件数越多,压力容器的个数越少,同样膜组件数的投资越少;因为6m长压力容器与4m长压力器的价格并不呈比例增长。综合考虑各方面因素,一级二段流程也选用6m长的压力容器,即每个压力容器内安装6组反渗透膜组件。完全使用海水膜,淡化系统的能量消耗较高,第一段采用苦咸水膜、第二段采用海水膜的能量消耗与两段均采用苦咸水膜的能量消耗相当。完全采用苦咸水膜时,操作压力为294N,到第二段的进口浓度达到24000mg/L,虽然从理论计算上没有问题,但缺乏工程实例,风险较大。因而,反渗透膜堆的排布形式采用第一段苦咸水膜,第二段海水膜。从能量回收透平的效率曲线上看,透平的容量越大,回收效率越高。装置的并联数量越多,其操作弹性越大,但投资也相应加大;并联数量太少时,操作弹性变小。因此,综合考虑装置效率、供水稳定性等各方面因素,装置的并联数量以三台为佳。最终确定出水水质为(mg/L):钙=1.2,镁=2.7,钠=70.9,钾=0.0,硫酸根=4.4,氯根=109.0,重碳酸根=15.3,总溶解固体=203.6,出水p=5.60。根据透过水的水质情况,后处理采用p值调节。透过水加入Na2CO3调节p值,加入量为145mg/L,加入后把p值调节到7.43,以符合循环水的水质要求及减少对管路的腐蚀。由于调节p值而加入了纯碱,处理后水的总固溶物含量将有所增加,最后加入1mg/L液氯以防止微生物的污染,提供给用户使用。反渗透33装置主体电力消耗20kW▲h/m(产水),加入引水及其他附属设备用电共计2.5kW▲h/m,单位造水成本则为32.48元/m。3结论3沧化集团18000m/d苦咸水淡化工程采用一级二段反渗透处理方式(一段为苦咸水反渗透膜,二段为海33水反渗透膜)较为合理。三台装置并联运行时,电力消耗为25kW▲h/m,单位造水成本<25元/m。故而采用反渗透淡化工艺提供沧化集团的循环冷却水是可行的技术路线。n垃圾冲洗废水的处理工艺设计在对垃圾回收利用的过程中,需要对垃圾进行粗冲洗、消毒、碱洗和漂洗,所产生的废水经一定工艺处理后能够满足生活杂用水水质标准(CJ25.1—89)。1工程设计1.1设计水量废水一部分来自垃圾粗冲洗废水(水量较小但浓度较高),另一部分来自垃圾消毒、碱洗及漂洗废水(水量较大但浓度较低)。333工程设计规模为Q=1500m/d,其中粗冲洗废水水量Q1=300m/d,消毒、碱洗及漂洗废水水量Q2=1200m/d。1.2设计水质①进水垃圾冲洗废水中的主要污染物是粘附在纸张、塑料、玻璃等上面的灰尘、沙土等物质,因此具有有机污染物浓度低、无机悬浮物含量较高等特点。粗冲洗废水水质:COD为300~400mg/L,SS为300mg/L左右,pH值为6~9。消毒、碱洗及漂洗废水水质:COD为100~150mg/L,SS为100mg/L左右;pH值为6~9。②出水处理出水将全部回用于垃圾冲洗、消毒、碱洗及漂洗,其水质应达到生活杂用水水质标准(CJ25.1—89),即:COD≤50mg/L,SS≤10mg/L,浊度≤10NTU。1.3工艺设计将粗冲洗、消毒、碱洗及漂洗工段产生的废水集中在一起进行处理,工艺流程见图1。①格栅为去除水中的漂浮及悬浮物质,设人工粗格栅及自动细格栅各1台。人工粗格栅为500mm×1000mm,n栅条间距为10mm。机械细格栅:GSHZ-300型旋转式格栅除污机,安装角度为60°,耙齿间隙为1~3mm,有效栅宽为140mm,水槽宽度为370mm,电机功率为0.75kW。②调节池因为污水处理系统1天24h连续运行,而生产工艺1天20h连续运行,二者之间有4h的差值,所以调节池水量调节时间至少应大于4h。调节池有效容积按8h的污水停留时间设计。调节池设预曝气系统以达到均质的目的,同时可防止悬浮物质在调节池中发生沉降,为后续处理设施创造条件。调节池尺寸为25000mm×5000mm×4500mm,有效水深为4000mm,钢筋混凝土材质。池内设潜污泵2台(1用1备),电机功率为5.5kW,预曝气鼓风机1台,电机功率为5.5kW;气水比为4∶1。③悬浮粒子生物接触氧化池采用悬浮式生物载体填料,具有如下特点:a.填料上的生物量大,除生长有菌胶团外,还有大量的真菌、丝状菌、原生动物和后生动物,能形成稳定的食物链;23b.比表面积巨大(232m/m);c.不结团、不堵塞,具有理想的孔隙率和良好的通气、过水性能;d.生物膜降解能力强,优于传统的活性污泥法;e.传质效率高,曝气时悬浮填料的流化、切割、碰撞能提高氧气的利用率;f.耗气少,曝气就可使生物膜自行脱落更新而无需加大气量;g.设计、施工、管理和安装极为方便,悬浮填料可以直接投入池中,无需安装支架。在悬浮填料的下方设有曝气管,除具有维持池中较高的溶解氧以保证生物膜生长良好的作用外,还能加快生物膜的新陈代谢以保持较高的生物活性,因此该装置对COD去除率较高。采用穿孔管曝气,可避免曝气系统的堵塞。氧化池尺寸为25000mm×5000mm×4500mm,采用分格形式布置,有效水深为4000mm,水力停留时间为8.0h,钢筋混凝土材质。曝气鼓风机2台(1用1备),电机功率为18.5kW,气水比为15∶1。④沉淀池沉淀池设计成竖流式,由中央导流筒进水,四周溢流堰溢流出水,沉淀污泥通过气提管道排入污泥池。悬浮粒子生物接触氧化池出水经管道混合器与混凝剂(碱式氯化铝或聚铁)的混凝作用后,矾花形成快、沉淀速度快、出水浊度低、可以减小后续过滤单元的负荷。32沉淀池表面负荷设计为1.25m/(m▲h)、水力停留时间为3.2h;沉淀池2座,尺寸为5000mm×5000mmn×6000mm,钢筋混凝土材质;气提排泥,设鼓风机1台(和预曝气兼用)。⑤配水池如果沉淀池出水达到出水水质要求,则通过配水池直接进入消毒水池,否则需进入后续处理单元进行深度处理。配水池尺寸为5000mm×5000mm×5500mm,有效水深为5000mm,停留时间为2.0h,深度处理提升泵2台(1用1备),电机功率为5.5kW,钢筋混凝土材质。⑥高效纤维过滤器作为深度处理单元,高效纤维过滤器是一种取代传统石英砂等颗粒状滤料的机械过滤装置,具有如下特点:a.效率高,出水水质好于砂滤器;b.滤速快、占地面积小、截污量大;c.操作简单,易清洗;d.水耗少,滤料不流失,滤料使用寿命可达15年以上;e.检修方便。采用HFF-1600型高效纤维过滤器,滤速为27.5m/h。⑦消毒水池消毒处理可杀灭水中的大肠杆菌等病原微生物,为了节省投资,可利用垃圾消毒处理中所采用的消毒剂。⑧污泥池由沉淀池排出的污泥及高效纤维过滤器的反冲洗水进入污泥池进行污泥浓缩处理后再进行脱水处理,脱水后可利用其制建筑材料,也可以定期抽吸外运。污泥池内设溢流管,上清液溢流回调节池。污泥池尺寸为6000mm×5000mm×4500mm,有效水深为4000mm,钢筋混凝土材质。2运行成本污水处理系统采用PLC自动控制运行,仅设技术管理兼维护人员两名。运行成本含动力费(P1)、药剂费(P2)、人工费(P3)三部分。动力费:各种机械总功率为43.93kW,电价按0.60元/(kW▲h)计,则P1=43.93×24×0.6/1500=0.423元/m。n.药剂费:碱式氯化铝投加量为20mg/L,单价为2000元/t,则P2=0.04元/m。3人工费:P3=0.044元/m。3运行成本=P1+P2+P3=0.50元/m。3结语①调节池可起均质、均量作用,同时通过预曝气不仅可有效地防止污染物在池内沉淀而且可以起到预处理作用;②悬浮粒子生物接触氧化法具有有机负荷高、处理效果好、能耗少、滤料不结团、不堵塞、传质效率高、安装管理方便等优点;③高效纤维过滤器具有效率高、滤速快、占地面积小、截污量大、易清洗、滤料使用寿命长等优点;④处理系统采用PLC自动控制,可大大减轻管理工作量;⑤对于垃圾冲洗废水的处理采用生物接触氧化—混凝沉淀—高效纤维过滤的工艺是可行的,其出水水3质达到生活杂用水水质标准,运行成本约为0.50元/m。n冷轧电镀锌废水处理1废水来源及水质2+电镀锌机组生产工艺中,为提高产品质量,对生产工艺进行了改进,导致大量的Zn随废水排出,从2+而使酸碱废水处理系统中排放水Zn超标排放标准为≤4mg/L,平均为14.26~9.71mg/L,造成月缴排污费20~30万元;另一方面造成了资源浪费。引起排水锌含量超标的废水主要来自机组中的溶锌坑和废水坑,水质变化无规律,其成份详见表1。表1冷轧含锌废水水质内容数值-1含锌浓度/(mg▲L)≤800pH1~52--1SO4/(mg▲L)≤23000-1TFe/(mg▲L)≤50-1游离酸/(mg▲L)≤450因此有必要在加强工艺控制管理的同时,对冷轧含锌废水进行治理,同时设法对锌进行回收利用。2中和—薄膜过滤工艺的确定2某冷轧厂电镀含锌废水处理,受总图布置的局限,最大可利用面积为600m,由于处理水量较大,若采2用中和—沉淀法,占地面积需800m以上。经比较并考虑到宝钢实际生产过程中现代化技术水平、现场总2图布置及技术经济指标选择采用了中和—过滤法,使占地面积降至400m。虽然中和—过滤法的单元技术是成熟的,但作为大型工业的整体废水处理系统,尚不多见。设计方案中采用先进的膜分离技术即薄膜液体过滤器,国内尚无应用于处理电镀含锌废水的先例。为慎重起见,先进行了必要的模拟试验,探索运行条件,如滤前废水的pH、滤脱精度、滤速,以确定合适的设计参数。2.1设计参数废水处理量:120~150m3/h废水水质:详见表1中和反应pH控制值:8.5~9.0n石灰乳制备能力:20m3/h石灰乳浓度:8%~10%Ca(OH)2压缩空气用量:35m3/min,压力为0.2MPa薄膜过滤器过滤膜孔:0.5μ薄膜过滤器过滤压力:0.1~0.2MPa2+2+过滤清液Zn浓度(或含量):Zn≤4mg/L2.2工艺流程由冷轧电镀锌机组排出的高锌浓度废水进入中和反应池,以工业消石灰为中和剂中和,废水pH由1~2提高到8.5~9,然后经薄膜液体过滤器作固液分离,过滤后滤液达标排放,污泥送现有酸碱废水处理污泥系统。工艺流程见图1。整个处理工艺采用PLC控制,设备和阀门均设现场控制操作箱,同时在操作室内设中央控制和人机操作界面工作站。系统工作状态根据设置的CRT画面进行动态显示,并可实现设备故障统计、运行状态显示以及历史记录查阅。由图1可知,电镀含锌废水处理装置由四个单元组成:2+①中和反应及固液分离单元。这是整个水处理工艺的核心部分,充分反应有效控制pH值以使ZN形成Zn(OH)2沉淀析出,是确保废水合格排放的前提,而高效率的固液分离是保证合格排放的关键。本单元由3座中和反应池、3台薄膜液体过滤器以及空气搅拌装置和控制仪表等组成。②石灰乳制备及供给单元。该部分由石灰料仓、石灰乳制备及供应投加系统组成,包括仓体、螺旋给料机、混合器、溶解槽、搅拌机组及石灰乳输送泵等设施。制备好的石灰乳浓度为8%~10%,由输送泵送中和反应池。③污泥处理单元。由污泥收集池、泥浆泵等组成。污泥经浓缩后送压滤机压滤。④盐酸活化清洗单元。由盐酸池和输送循环泵等组成。该部分是为了清洗滤膜上残存的CaSO4和Zn(OH)2以免堵塞膜孔影响过滤流量。n3主要技术经济指标和处理效果3.1主要技术经济指标3废水处理量:2880m/d工业消石灰:7.47t/d3压缩空气耗量:35m/min用电量:1800kWh/d3过滤水回用:200m/d3.2处理效果2+实际处理水量与排水水质状况见表2;经环保部门随机抽样,均未发现Zn超标。表2处理水量与水质内容运行平均值环抱标准值3-1处理水量/(m▲h)100~1202+-1Zn/(mg▲L)2.13≤4pH8.5~96~9-1SS/(mg▲L)<1<1503.3效益分析该工程投资约1300万元,投产后,避免了环保部门的巨额罚款和每月缴纳排污费20~30万元。目前,由于过滤后清液水质较好,部分已代替原设计中制备石灰乳所用的工业水和作为杂用水,每天可节约工业3水200m左右。根据出水水质情况,处理后水质基本上可达到或接近宝钢工业水水质标准。若对这部分水33予以利用,估计一年可节约工业水约1.0Mm,按工业水价格1.2元/m计,折合人民币120万元。4薄膜液体过滤应用中存在的问题4.1薄膜液体过滤的特点薄膜液体过滤器是将膨体聚四氟乙烯专利技术与全自动控制系统完美地结合在一起的固液分离设备。其过滤方式独特,它是利用薄膜来进行表面过滤,使液体中的悬浮固体被全部阻挡在薄膜的表面,因而过滤效果好。该滤膜具有表面摩擦系数低、单位膜面积成孔率高等特性,能始终保持较低过滤阻力和较高膜通量。另外,膜材料具有较好的化学稳定性并能结合设备装置自动反清洗的特点,做到连续过滤,使得设n备体积小,占地面积省。4.2应用中存在问题某冷轧厂电镀锌废水处理采用薄膜过滤技术,据了解国内外尚属首例,因而没有应用实绩和经验,在应用中尚存在一些问题,主要归纳如下:4.2.1当废水中pH较高(pH>5)时,投加中和剂Ca(OH)2的量就减少,使废水中的含固量较低,减少了良好的架桥物质,从而影响过滤效果和过滤器正常的反冲。后采取投加少量硫酸进行预处理和在石灰乳中添加少量轻质碳酸钙的办法,使过滤趋于稳定。4.2.2原设计配制石灰乳是利用宝钢工业新水,而工业水中的菌藻,尤其是细菌的分泌物(粘状体)随石灰乳进入废水中,对薄膜过滤产生严重影响。由于一般化学方法无法把粘状体物质清洗干净,聚附在膜表面,从而影响了过滤效果,当废水中含固量较少时情况尤为突出(细菌及其分泌物直接附着在滤膜表面)。后采取向废水中投加NaClO(投加浓度为15~20mg/L)和用滤后清液代替工业水配制石灰乳的措施,使过滤器基本恢复正常运行。4.2.3薄膜液体过滤器每使用一段时间后,要用盐酸进行活化。但滤膜的使用周期毕竟有一定限度,到时要予以更换,究竟一次使用能维持多长时间尚无这方面的经验,需待实践证实。5结论5.1采用中和—薄膜过滤工艺处理电镀含锌废水是成功的。选用滤膜孔径为0.5μ,控制pH=8.5~9,可2+确保Zn充分去除,水中剩余浓度达到国家排放标准。5.2在选择和确定处理工艺时,必须详细了解废水的来源及废水中水质的变化,如pH值、有机物、菌藻及油等影响过滤的因素,以便采取相应的措施如设调节池等使过滤器发挥其特性。5.3薄膜液体过滤的高去除率,使清液可得到再利用,以节约水资源,实现零排放。n磷铵厂废水处理及回用某化肥总厂磷铝厂始建于1970年,现已形成40kt/a硫酸、100kt/a磷肥、30kt/a磷铵、20kt/a复混肥、500t/a氟硅酸钠的生产能力,主要生产车间有:硫酸车间、磷铵车间和磷肥车间,是一用水大户。1废水来源及水质1.1硫酸车间硫酸车间以混矿(硫铁矿和硫精砂按一定比例混合)为生产原料,净化工段采用电除尘封闭酸洗流程,吸收工段采用二转二吸制酸工艺。该车间排放的废水主要有稀酸废水、滚筒冷却水和循环下水。3稀酸废水主要来自净化工段,正常生产时,每天排放稀酸泥两次,每次15m,开车初始阶段(约8h)3为10m外;此外,干吸工段浓硫酸铸铁排管冷却器有少量漏酸,脱盐水站排放少量酸碱废水。滚筒冷却水用于冷却排渣滚筒,因混入大量硫铁矿渣而含有大量悬浮物。该车间设有两套600t/h循环水系统,一套为余压回水,供发电和净化工段间冷器冷却水使用;另一套为无压回水,供于吸工段冷却排管使用。因冷却塔填料倒塌等原因,冷却效果较差,补充水量较大,故有部分冷却下水排放。1.2磷肥车间磷肥车间以磷矿石为原料,经破碎、球磨制浆、混合化成、熟化等工序生产磷肥(普钙),混合化成工序含氟尾气用两级吸收室吸收。废水来自氟硅酸钠合成工序的合成槽和离心机,为酸性含氟废水,主要含氟硅酸钠和盐酸。1.3磷铵车间磷铵车间含磷酸和磷铵两个工段。磷酸工段以磷肥车间生产的矿浆和硫酸车间生产的硫酸为原料,经革取、过滤等工序生产磷酸。该工段的废水主要为文丘里洗涤塔的含氟废水。用新鲜水作为水环真空泵冷却水,排水用作大气冷凝器冷却水。3磷铵工段以氮和磷酸为原料,经中和浓缩、造粒干燥等工序生产磷铵。该工段各种设备冷却水约40m/h,没有回收而直接排放;其中以混合冷凝器(用磷酸工段过滤系统大气冷凝器后的冷却水来冷凝二效蒸发器产生的气体)排放的冷凝水为主。正常生产时,这部分废水的pH、磷酸盐、氟化物和悬浮物均能达标,但在操作不稳定时,这几项指标时有超标现象。1.4废水水量、水质正常生产时,全厂废水水量、水质见表1。n表1废水水量、水质硫酸车间磷肥车间磷铵车间车间名称稀酸废水滚筒冷却水冷却水含氟废水含氟废水冷却水3-1排水量/(m▲h)1.2520402340pH值3.0~4.0中性中性0.5~3.00.5~3.0中性-1SS/(mg▲L)600~800≤80003000~150003000~1500030~350--1F/(mg▲L)3000~60003000~600010~703--1PO4(P)/(mg▲L)10~1503+-1As/(mg▲L)5~102废水处理及回用从表1可以看出,全厂排放的废水可分为两大类,即冷却水和酸性废水或酸性含氟废水。前者水量大、污染程度轻微,但直接排放浪费了大量新鲜水,应采取以完善循环冷却水系统为主的治理措施;后者水量小,但污染程度严重,应采取适当的处理措施后,回用于生产或达标排放。2.1冷却水2.1.1硫酸车间滚筒冷却水改造前,循环冷却水系统的排水在冷却滚筒后直排。现在滚筒下面设一只集水装置,并用管道送至一座清水池,冷却后又回用于滚筒的冷却。2.1.2硫酸车间循环冷却水原循环冷却水系统因冷却塔填料倒塌等原因,冷却效果较差。通过更换冷却塔填料、增加1台冷却塔33等措施,循环冷却水量达800m/h。3套600m/h循环水分别供应余热发电、净化工段间冷器和干吸工段阳33极保护管壳式冷却器使用。冷却水排放量由改造前的60m/h(其中,约20m/h用于冷却排渣滚筒后再排放)3降至20m/h。2.1.3磷铵车间冷却水3改造前磷铵车间磷铵热风机及料浆循环泵冷却水(约10m/h)直排;水环真空泵、大气冷凝器和混合冷凝器的冷却水顺序重复使用,使用情况见图1。n在进行水量平衡的基础上,提出磷铵车间水回用方案,工艺流程见图2。工艺要点为:萃取尾气洗涤水用作过滤工序盘式过滤机二次冲洗水;两台水环真空泵冷却水经冷却后循环使用;设立循环水站,将大气冷凝器和混合冷凝器冷凝水冷却后循环使用;以热风机及料浆循环泵冷3却水作为补充水。原磷铰车间40m/h的冷却水全部回用。2.2酸性废水及酸性含氟废水2.2.1硫酸车间酸性废水3+[1]由于含砷量较低(As≤10mg/L),用一般的石灰法一次处理即可达标。该车间原有一套稀酸废水处[2]理设施,改造后,废水能达标排放。2.2.2磷肥车间酸性含氟废水该车间酸性含氟废水采用两级石灰中和沉降工艺。车间生产正常时,废水经石灰乳一次中和至pH=5-6,固液分离后,上清液回用于磨矿;车间生产不正常、系统水平衡不了时,废水处理按两级石灰中和沉降方式运行,废水可达标排放。[2]该车间废水处理装置在运行过程中,存在石灰用量偏高、化灰机及板框压滤机处理能力偏小等问题。目前,将废水与矿粉混合后直接回用于磨矿,经过五个多月的运行,并未影响磨矿系统设备。这样可降低运行费用,做到废水封闭循环。2.2.3磷铵车间酸性含氟废水n原计划将萃取尾气洗涤水纳入磷肥生产车间废水处理系统一并处理,但其水量超过磨矿工序的需要,故将萃取尾气洗涤水用作过滤工序盘式过滤机二次洗水。3技术经济分析3.1经济分析全厂废水处理或回用设施运行费用见表2。从表2可以看出,由于项目的实施节约了大量的水,节约的水费除抵去废水处理或回用设施运行费用及排污费和农赔金外,每年还节余28.13万元,经济效益显著。表2运行费用计算名称硫酸车间磷肥车间磷铵车间小计固定资产总值/万元124.664.541.9231.0-1节约新水量/(万t▲a)28.81.8032.062.6-1电费/(万元▲a)23.850.7213.3238.89-1药剂费/(万元▲a)1.8001.8-1其它(折旧费等)/(万元▲a)14.647.395.7527.78-1节约水费/(万元▲a)28.81.832.062.6-1减少排污费/(万元▲a)24.0-1减少农赔金/(万元▲a)10.0-1所节约费用/(万元▲a)28.133.2环境效益全厂废水处理或回用设施实施前后水污染物减少量见表3。表3全厂水污染物减少量名称硫酸车间磷肥车间磷铵车间小计-1SS/(t▲a)583.2115.2259.2957.6--1F/(t▲a)72.0116.4188.43--1PO4(t▲a)8.648.64nn柠檬酸综合废水的处理工艺1废水水质与水量某柠檬酸厂生产过程中排放多股废水(浓糖水、洗糖水、洗滤布水等),主要含有大量的可溶性有机物(糖类、脂肪酸、蛋白质、淀粉等),其可生化性很好、不含有毒有害物质、呈现黄色。该厂柠檬酸产量为6×410t/a,其废水水质、水量见表1。表1柠檬酸综合废水水质、水量3水量(m/d)COD(mg/L)BOD(mg/L)pH温度(℃)SS(mg/L)色度(倍)70001000060003~560~7010002502工艺流程柠檬酸废水采用以预处理、厌氧UASB为主体,三级好氧为后处理的工艺流程(见图1)。2.1预处理废水首先通过预处理除去固体物质、降低水温、均化水质。预处理构筑物包括初沉池、调节池、冷却塔,经预处理后废水水温降至37℃左右,达到中温厌氧发酵所需的要求,同时它还能保证处理系统运行的稳定性。2.2UASB反应器建有2座UASB反应器,总体尺寸为40m×24m×12.8m,有效区高度为9.8m。每座反应器的总体积3为6144m(为目前我国最大的单体单室反应器),有效体积率也高达76%。实际运行的水力停留时间为32h,3[1、2]容积负荷为8kgCOD/(m▲d),COD去除率为92%~93%,这在我国大型的UASB反应器中也是较高的。2.3中沉池由于厌氧出水中带有一定的污泥,而好氧进水要求污泥含量较低,因此在UASB反应器后建一座中沉池用来去除大部分的厌氧污泥。2.4曝气沉淀池2+2+柠檬酸废水中含有大量的Ca(厌氧出水Ca高达700~900mg/L),如不去除会对好氧设备及构筑物产2+2+生较大影响,曝气沉淀池就是针对去除Ca而设计的。在池中Ca因适量曝气形成钙盐沉淀或被污泥吸附最2+终通过排放污泥将其去除。设有两座曝气沉淀池,总尺寸为18m×9m×8m,其对Ca的去除率达到30%以上,同时对COD的去除率为40%~50%。2.5一体式氧化沟一体式氧化沟由厌氧段、兼氧段、好氧段、沉淀区、污泥回流区组成,在沟内完成废水中剩余有机污n染物的水解、氧化及污泥回流过程,降低水中的污染物含量。氧化沟尺寸为65m×30m×8m,其出水COD在100mg/L左右,COD去除率达60%以上。2.6滴滤床氧化沟的出水只能接近排放要求,因此须再加一级滴滤床进行深度生物处理以确保废水的达标排放。设计两座直径为16m的滴滤床,经终沉池沉淀后的出水COD为80~90mg/L。3运行情况整个废水处理系统自1999年12月投入运行以来,处理效果一直很稳定,运行情况见表2、图2。表2废水处理系统运行情况一体化氧化处理单元原水初沉池UASB反应器曝气沉淀池滴滤床沟COD(mg/L)90001000070040012090pH4.54.57.17.88.08.0SS(mg/L)4001000200100504.色度(倍)18020020503025温度(℃)657034303025几个月的运行表明,整个废水处理系统对COD的去除率较高(99%以上),同时具有较高的耐冲击能力。4污泥处置初沉池污泥主要由柠檬酸钙、玉米渣、菌丝体等组成,厌氧污泥的产量很低(0.05~0.1kgSS/kgCOD),所产的污泥大部分留在反应器内,少部分在中沉池沉淀,极少部分进入好氧系统中。污泥经浓缩后用板框压滤机脱水,干污泥可利用。厌氧污泥为均匀颗粒(粒径为1~3mm),脱水非常容易且不需添加絮凝剂。曝气沉淀池的污泥含有大量的钙盐且污泥量较大,氧化沟的污泥量较少,滴滤床的污泥量更低,这些好氧污泥经浓缩后用带式压滤机进行脱水后外运填埋。5经济分析n3整个污水处理系统的总运行功率约为400kW,运行费用约为0.8元/m。厌氧过程中沼气的产率为333330.6m/kgCOD,满负荷运行时沼气产量为29000~34000m/d(1m废水产4~5m沼气),沼气的热值在35MJ/m7以上。目前设计了一台4t/h的燃气锅炉(蒸汽用于生产上加热)和一台1.68×10kJ/h的直燃机(用于生产上溴化锂制冷)专门对沼气进行利用,由其回收价值每年可达200余万元,超过了废水处理系统的电耗费用。另外,还有部分沼气供给食堂替代燃煤。锅炉及溴化锂直燃机不运行期间(或用气量小于产气量时)安全自动燃烧系统自动启动进行高空焚烧。n牛仔服装洗漂废水处理典型工艺介绍1概述广州某镇牛仔制衣行业较发达,配套的牛仔服装洗漂行业用水量较大,是该地区水环境的主要污染源之一。采用稳定可靠、操作方便、运行经济的洗漂废水处理工艺,对该地区和广州市水体环境的保护具有重要意义。我公司根据相关工程实践经验和理论研究,总结出一套运行稳定、经济的工艺流程、研发出一系列配套设备。2根据某服装洗漂实业有限公司水质及达标要求,设计出“预处理+A/O+物化”处理工艺路线。处理量4400吨/天,并于2000年完工验收运行至今,处理效果良好,出水稳定达标。2废水来源及水质2.1创兴服装洗漂实业有限公司洗漂生产工艺流程:产生废水主要工序有:洗水、脱水工序。2.2废水水质该废水含有大量浮石、表面活性剂、多种助剂、酵素和少量染料。废水水质及达标要求(《广州市污水排放标准》DB4437-90一级“新改扩”)单位:mg/l(pH、色度除外)《广州市污水排放标准》国家《纺织染整工业水污染物排放标准序号项目污染物DB4437-90一级“新改扩”(GB4287-92)》1BOD5100~20030602CODCr300~700801803SS500~800701004pH6~96~96~95色度(稀释倍数)200~500倍40倍80倍n3工艺路线洗漂废水由于其成分复杂、可生化性较差,是较难处理的工业污水种类之一。早期大多采用简单物化沉淀或气浮,然后用活性污泥法来处理。随着人们对周围水体的环境质量要求越来越高,排放污染物的控制指标(如BOD、COD)越来越严,我公司采用成熟的“预处理-厌氧(酸化水解)-接触氧化-沉淀-消毒”综合处理的工艺。废水通过沉砂、筛网过滤预处理后进入调节池,生化处理采用“厌氧(酸化水解)—接触氧化”,利用微生物多级新陈代谢来降解和去除废水中的污染物。生化后的污水采用沉淀池进行泥水分离,上清液在消毒池中经强氧化剂消毒,达到杀菌的目的,使之达到排放标准。工艺流程如图所示:本工艺主要分三部分:预处理、生化、物化。3.1预处理主要构筑物及工艺说明▲沉砂池:去除泥沙等杂质。▲筛网滤池:该池自行设计开发,有效去除废水中的布毛、塑料袋等杂物。为后续生化作预处理。过2滤面积12m,目数60目。3▲调节池:对来水进行匀质、调节水量。有效容积1332m,停留时间7.2h。3.2生化处理主要构筑物及工艺说明▲厌氧反应池:污水在厌氧反应池中进行酸化水解处理,提高污水的可生化性,并为下一步的曝气氧3化处理提供必要的条件。有效容积1500m,停留时间8.3h。▲接触氧化池:经厌氧酸化处理后的污水进入接触氧化池,利用鼓风机提供的空气和污水中的有机物3繁殖填料上的微生物,从而达到处理的目的。汽水比17:1。有效容积1110m,停留时间6.1h。3.3物化处理主要构筑物及工艺说明▲斜管沉淀池:污水由曝气池处理后进入斜管沉淀池,使污水进行泥水分离,沉淀下来的污泥回流到32曝气池,剩余污泥排放到污泥浓缩池。表面负荷:1.2m/m.h。▲污泥系统:污泥经污泥浓缩池浓缩,泵入板框压滤机压滤后外运。n3▲污泥浓缩池有效容积225m。▲消毒池:沉淀后的污水经过强氧化剂消毒后达标排放。停留时间50min。4处理前后水质情况创兴服装洗漂实业有限公司污水处理站进出水监测数据表单位:mg/l(pH、色度除外)项目废水进口各污染物处理后出水指标CODCrSSpH色度CODCrSSpH色度日期01.11.17335.22768.677.6724039.442.136.972001.11.18364.28778.126.9128039.6643.786.762001.11.19400.18789.147.1332036.6445.116.701001.11.20326.78732.237.6730040.3047.217.032001.11.21312.36708.797.9126037.1340.136.6611002.3.30296.88752.237.0332041.7650.116.921002.3.31334.78721.117.1930042.1645.136.871002.4.1277.88682.437.0232041.2048.317.031002.4.2274.74753.787.4148039.8246.216.681002.4.3298.28680.986.9454041.3449.746.771002.4.11397.27734.747.4348049.6047.316.691002.4.12432.82765.327.2242043.2848.716.981002.4.13357.84702.217.0542041.1543.286.781002.4.14438.96697.847.0658049.7452.136.622002.4.15421.78712.116.9552047.7246.786.71105各影响因素的控制n在调试运行中,对许多影响处理效果的因素进行摸索,得出良好处理效果。5.1预处理预处理对该类废水是关键因素之一。我公司采用沉砂池去除浮石渣,采用自行设计的筛网滤池去除布毛等杂物,防止悬浮物破坏生化系统运行。5.2生化处理阶段影响生化处理的因素较多,主要有进水水质、pH值、温度、溶解氧、营养物等因素。5.2.1水解酸化及生物接触氧化都具有耐负荷冲击能力,为使生化处理效果稳定,生化进水CODCr值的波动对处理效果影响较小。5.2.2生化进水pH值一般控制在7~9左右。5.2.3生化池内最佳温度25~30℃。5.2.4厌氧池水解酸化溶解氧在0.5mg/l以下,生物接触氧化池内溶解氧控制在2~4mg/l。调试初期根据C:N:P=100:5:1计算出合理的N、P投加量,以满足微生物生长需要。5.2.5接触氧化池利用中间沉淀池分为级、二级两段,充分发挥不同微生物群的降解污染物不同功效,对污染物进行有针对性降解。5.3物化处理:及时排泥。6增城市创新服装有限公司污水处理工程主要经济指标废水处理量:4400吨/天。2占地面积:2200m总投资:430万(不含征地费用)运行费用:总装机容量204kW3耗电量:0.543kWh/m污水3操作人员:6人(工资800元/人,0.04元/m污水)3加药:0.15元/m污水3总运行费用:0.62元/m污水7结论n2我公司采用此工艺建造了多家洗漂污水处理站,运行效果良好。可见利用“预处理+A/O+物化”处理洗漂废水符合实际需要,该工艺及配套设备对该类废水具有良好的处理效果。能确保出水稳定达标。并从多家污水处理站的运行得知,当进水水量为设计水量的1/2—2/3时,该系统具有强大的污泥自消化能力,剩余污泥量仅为满负荷污泥量的1/5~1/7。利用该工艺设计的增城市创兴服装洗漂实业有限公司污水处理工程被评为“2001年广东省环保优秀示范工程”。