

- 37.00 KB
- 2022-04-26 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
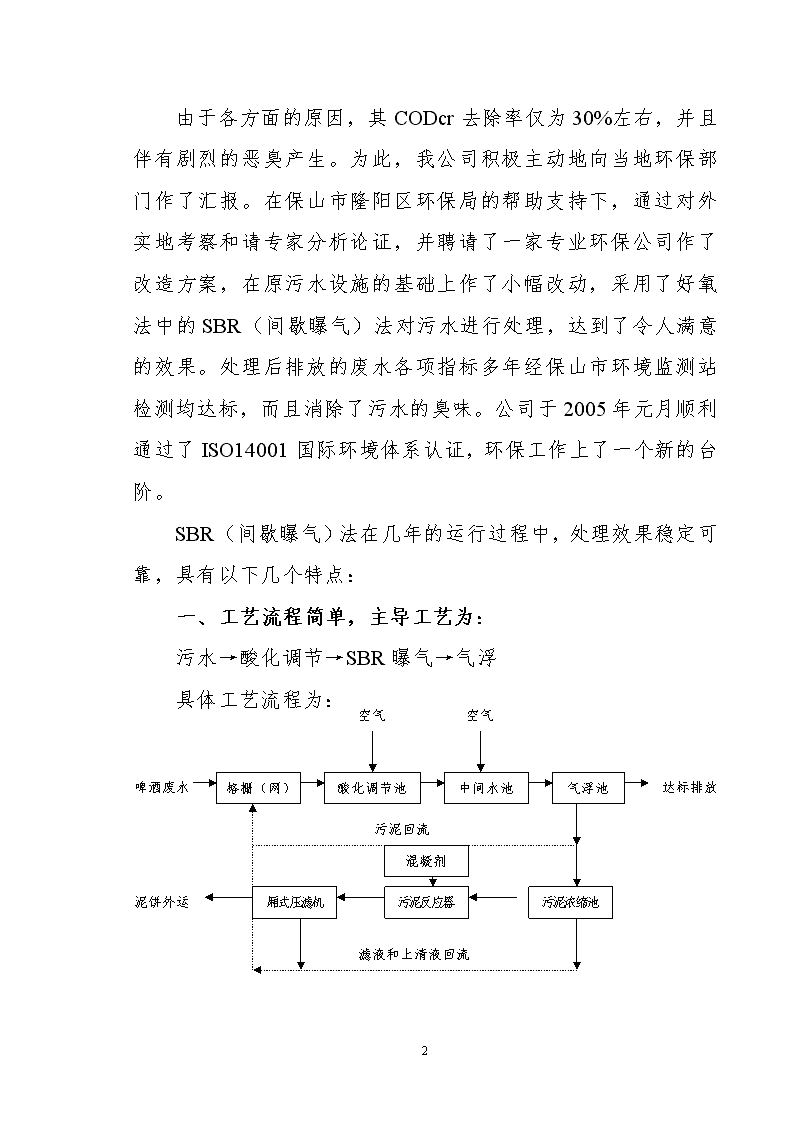
SBR(间歇曝气)法在啤酒废水处理中的应用云南省澜沧江酒业集团保山有限公司马奇、尹寒松啤酒废水主要由酿造段的洗锅、洗槽、洗罐、发酵、过滤和管道CIP清洗废水、包装段的洗瓶、杀菌、酒机和管道CIP清洗废水及辅助车间清洁卫生用水等组成。其主要含淀粉、糖类、蛋白质、纤维素、硅藻土、酸、碱等成分,CODcr:1500~2500mg/L、BOD5:800~2000mg/L、SS:300~600mg/L。啤酒废水总体而论无毒有害,但其有机物含量高,直接排放水体会引起溶解氧的大量消耗,造成鱼虾死亡,引起环境污染事故,故啤酒废水应经处理合格才能排放。啤酒废水的处理方式有以下几种:一、厌氧法二、厌氧——好氧法三、好氧法四、机械过滤法五、湿地处理法六、其他无论采取哪能种方法,都要因地制宜,最终使废水经处理达到合格排放不引起环境污染为上。我公司原污水处理工艺为厌氧——好氧法,工艺流程为:污水→格栅→厌氧酸化→接触氧化→斜板沉淀→气浮5n由于各方面的原因,其CODcr去除率仅为30%左右,并且伴有剧烈的恶臭产生。为此,我公司积极主动地向当地环保部门作了汇报。在保山市隆阳区环保局的帮助支持下,通过对外实地考察和请专家分析论证,并聘请了一家专业环保公司作了改造方案,在原污水设施的基础上作了小幅改动,采用了好氧法中的SBR(间歇曝气)法对污水进行处理,达到了令人满意的效果。处理后排放的废水各项指标多年经保山市环境监测站检测均达标,而且消除了污水的臭味。公司于2005年元月顺利通过了ISO14001国际环境体系认证,环保工作上了一个新的台阶。SBR(间歇曝气)法在几年的运行过程中,处理效果稳定可靠,具有以下几个特点:一、工艺流程简单,主导工艺为:污水→酸化调节→SBR曝气→气浮空气空气具体工艺流程为:达标排放气浮池中间水池酸化调节池格栅(网)啤酒废水污泥回流混凝剂污泥浓缩池污泥反应器泥饼外运厢式压滤机滤液和上清液回流5n二、操作方便,仅需阀门的开关及曝气时间的控制,其具体操作为:进水(1h)→曝气(6h)→澄清(2h)→排放(1h)三、出水水质好,COD去除率高SBR反应池好氧菌和兼氧菌协同作用,使部分难生化的大分子有机物降解为可生化的小分子有机物,使COD的去除率高达到90%以上。四、运行费低SBR反应池闲置时不需曝气。曝气时溶解氧浓度梯度大,氧利用率高,可节省鼓风机的动力,动力费用为常规活性污泥法的60%左右。五、污泥产生率低SBR反应器始终在低氧或在微氧的状态下运行,污泥产率只有常规活性污泥法的70%左右。六、投资少,占地少该系统不需要常规曝气法的二沉池和污泥回流系统。因而工程造价低,占地少。七、废弃物可处置性高间歇曝气(SBR)产生的剩余污泥经污泥浓缩池浓缩后,通过絮凝反应和经箱式压滤机脱水成为含水率低于80%的泥饼,不含一类污染物质,可作农肥,或运往环保部门指定的地点处置。滤液返回调节池再处理。由于我公司地处云贵高原,海拔高,氧含量低,前期菌种的培养十分重要。调试初期,我公司从昆明市污水处理厂引进了30T脱水后的活性污泥,按四等分加入4个SBR池内,上注啤酒废水(COD2000mg/L以上),进行闷曝气48小时,排去上清液,再加入啤酒废水进行驯化培养。投加尿素和磷酸一铵,确保BOD5:N:P=100:5:1,运行过程中发现异常则停止进水排水5n进行闷曝气,并适当延长曝气时间,并观察活性污泥是否发育正常(污泥呈茶褐色,镜检有比较活跃的原生物,沉降比SV≤50%,接触氧化池挂膜基本形成)。此阶段要求供氧量充足,保证SBR池出口溶解氧在2mg/L以上,BOD5、N、P比例适中,不足则增加尿素、磷酸一铵投加量。在此情况下运行10天左右,以使适应啤酒废水的菌种形成,污泥发育正常,否则重复上述周期再运行1周左右,此后才按正常周期给水进行处理。运行过程中,要严格按操作规程进行操作,并随时注意观察水质和活性污泥的变化,在异常状态下要采取以下紧急措施:一、对水质不达标所采取的措施⑴观察SBR池曝气量是否充足、均匀。如不均匀、不充足及时调整气阀。⑵在原有的基础上增加部分比例的尿素和磷酸一铵,再次调节水质,直到水质达标排放。⑶未达标的水质必须经再处理,方可排入下工序。二、活性污泥退化或死亡采取的措施⑴连续增加曝气周期。⑵把其它SBR池的活性污泥中和到该池,保证形成种群优势。⑶必要时,送中心化验室进行镜检判定。三、停水、停电等紧急状况下的措施⑴采取紧急停机,关闭好进水阀门。⑵及时上报主管环保和设备的相关部门,及时排除解决。⑶停止向外排水。四、污水处理设施故障的处理措施⑴关闭出水阀,停止排水。⑵及时上报主管环保和设备的相关部门,启动应急救援预案。5n⑶及时组织人力、物力进行抢修,并动用备用设备进行污水处理,检测达标后再进行排放。另外,在实际运行中,应不断加强学习,根据啤酒废水的产生规律,总结处理过程中的各种经验,摸索出一套适合公司实际的废水处理方法,为企业的发展解除环保上的后顾之忧。当然,这只是末端治理。在资源能源日益紧缺的今天,公司应以科学的发展观为指导,以提高资源利用率,增强企业生产力为目的,以技术创新和制度创新为动力,以资源节约、综合利用和清洁生产为途径,以“减量化、再利用、资源化(3R)”为原则,在企业持续不断地开展节能、节水、降低原材料消耗的工作。采用清洁生产技术全面推进清洁生产,使单位产品能耗、物耗、水耗及污染物的排放达到国内或国际先进水平,尽一切可能减少浪费,实现能源、水的梯级利用及资源和废物的综合利用,建设节约型企业,加快工业循环经济的发展,为共建和谐社会做出自己应用的贡献。5