

- 1.16 MB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
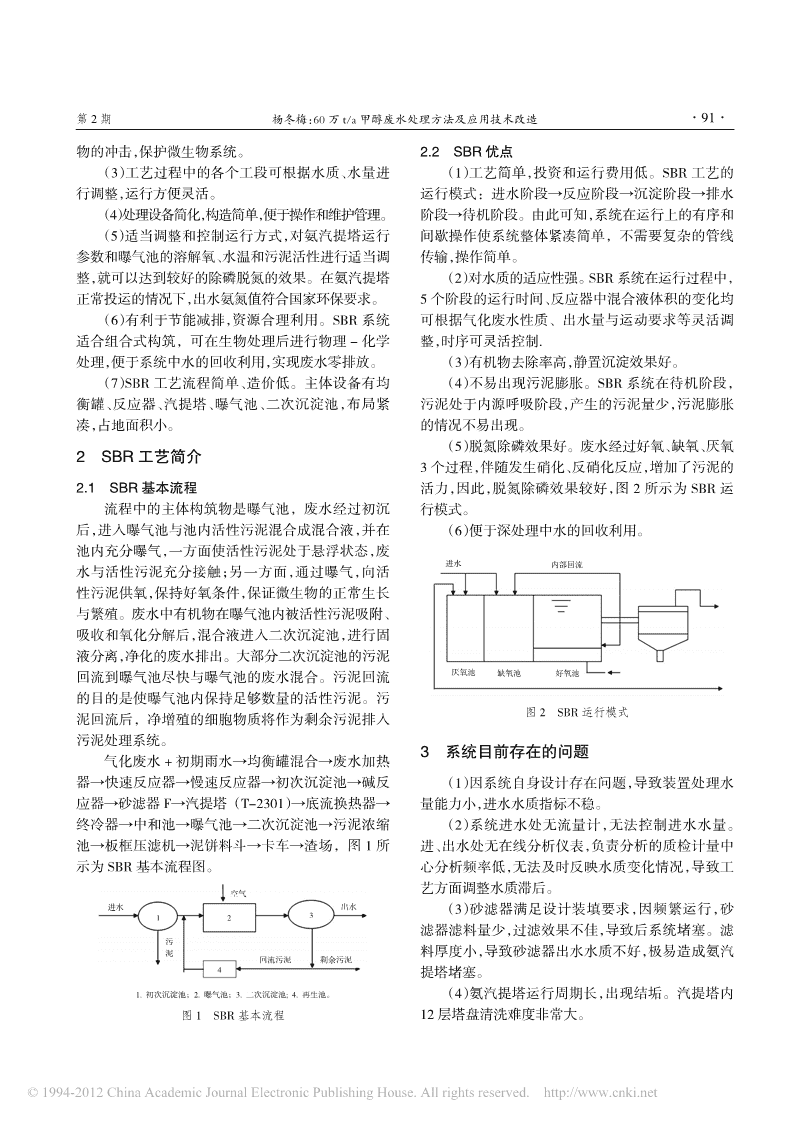
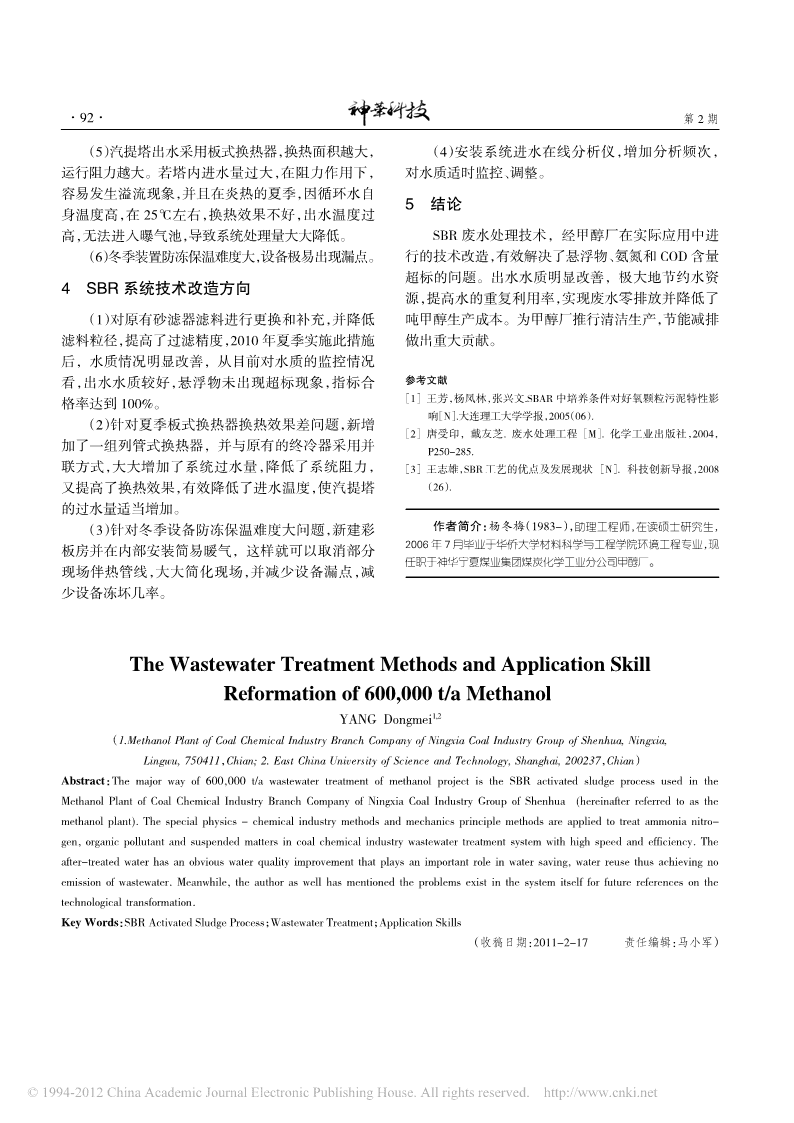
第9卷第2期2011年4月VOL.9NO.2Apr.201160万t/a甲醇废水处理方法及应用技术改造1,2杨冬梅(1.神华宁夏煤业集团煤炭化学工业分公司甲醇厂,宁夏灵武,750411;2.华东理工大学,上海,200237)摘要:神华宁夏煤业集团煤炭化学工业分公司甲醇厂(以下简称“甲醇厂”)60万t/a甲醇项目污水处理主要采用SBR活性污泥法,这种方法采用特殊的物理-化学工业法和力学原理,能够高效快速处理氨氮、有机污染物、悬浮物的煤化工废水处理系统,经处理后的出水水质明显改善,对节约水资源、提高水重复利用率,实现废水零排放具有重大意义。同时,因系统自身存在的问题,需要进一步改进,因此笔者对此进行了阐述,希望对今后的技术改造具有一定的参考价值。关键词:SBR活性污泥法废水处理应用技术中图分类号:TQ52文献标识码:A文章编号:1674-8492(2011)02-090-03主;③含有大量酚、氰、油、氨氮等有毒、有害物质,水1甲醇废水的组成及特点量约占废水总量的80%;④悬浮物以无机物为主。甲醇厂60万t/a项目主要工艺技术采用国内多由于系统水消耗比较高,主要原因是气化灰水喷嘴水煤浆气化工艺,德国鲁奇低温甲醇洗,工程主处理系统原设计不能满足要求,同时针对西部水资要由煤气化、净化、甲醇合成及精馏、二甲醚合成及源缺乏,对清净下水通过改造进行回用,进一步提高精馏、空气分离等工艺装置组成。工艺废水主要有气水资源的利用率,通过水系统优化,对气化后续装置化废水、煤浆系统冲洗水、灰水处理、甲醇精馏、硫回废水全部回收。收等装置排放的生产过程废水及部分生活污水。其根据甲醇厂实际生产和设备运行情况,采用SBR水质水量见下表。系统采用SBR活性污泥法(又名工艺后,系统出现的问题主要有:①适用于处理小水“间歇曝气”)废水处理技术,它的主体构筑物是SBR流量,因工艺运行不稳定导致废水量增大时,处理难反应池,污水在这个反应池中完成反应、沉淀、排水度加大,容易造成事故池下陷,曝气池、砂滤器堵塞,及排除剩余污泥等工序,采用时间分割的方式替代汽提塔效果不好拆开清理,沉淀池搅拌机、刮泥机坏空间分割的操作方式,非稳定生化替代稳定生化反等问题。②SBR工艺人工操作管理、监测手段落后,应,静置理想沉淀替代传统动态沉淀。进、出水处无在线分析仪表,无法控制进水量和出水2010年大检修期间,根据装置运行情况在原有水质指标,对工艺生产的指导作用滞后或不明确。工艺基础上进行了部分改进,技术改造取得良好效基于SBR工艺的这些特殊性,甲醇厂根据装置运果,装置运行较为稳定。行情况,对系统进行了技术改造。改进后具有以下优点:(1)沉淀时整个SBR反应池处于完全理想沉淀状表甲醇废水的组成及特点甲醇水量与水质表态,进水在均衡罐中均质、均量,通过在快反应器和慢废水正常水量CODBOD5SSNH3-N氰化物pH类型(m3/h)(mg/L)(mg/L)(mg/L)(mg/L)(mg/L)反应器中加入硫酸亚铁和聚丙烯酰胺起到了混凝和标准6~915050150250.5助凝的作用,并在沉淀池中形成沉淀,其余杂质则被气化17.56.79118.3230.233250.41砂滤器截留下来随反洗水带走,这些过程时间短、效废水率高、出水水质好。经质检计量中心采样分析可以得生活107.3278.883240.520.04出:出水悬浮物每月月平均值在50~90mg/L,远远小污水综合于150mg/L的出水水质要求,低的SS值也保证了磷27.58.437831193.64-污水的去除效果。由上表可知,煤制甲醇废水特点有:①废水来源(2)耐冲击负荷,池内有滞留的处理水,对超标主要是气化废水;②废水以高浓度煤气洗涤废水为的污水有稀释、缓冲作用,有效抵抗水量和有机污染n第2期杨冬梅:60万t/a甲醇废水处理方法及应用技术改造·91·物的冲击,保护微生物系统。2.2SBR优点(3)工艺过程中的各个工段可根据水质、水量进(1)工艺简单,投资和运行费用低。SBR工艺的行调整,运行方便灵活。运行模式:进水阶段→反应阶段→沉淀阶段→排水(4)处理设备简化,构造简单,便于操作和维护管理。阶段→待机阶段。由此可知,系统在运行上的有序和(5)适当调整和控制运行方式,对氨汽提塔运行间歇操作使系统整体紧凑简单,不需要复杂的管线参数和曝气池的溶解氧、水温和污泥活性进行适当调传输,操作简单。整,就可以达到较好的除磷脱氮的效果。在氨汽提塔(2)对水质的适应性强。SBR系统在运行过程中,正常投运的情况下,出水氨氮值符合国家环保要求。5个阶段的运行时间、反应器中混合液体积的变化均(6)有利于节能减排,资源合理利用。SBR系统可根据气化废水性质、出水量与运动要求等灵活调适合组合式构筑,可在生物处理后进行物理-化学整,时序可灵活控制.处理,便于系统中水的回收利用,实现废水零排放。(3)有机物去除率高,静置沉淀效果好。(7)SBR工艺流程简单、造价低。主体设备有均(4)不易出现污泥膨胀。SBR系统在待机阶段,衡罐、反应器、汽提塔、曝气池、二次沉淀池,布局紧污泥处于内源呼吸阶段,产生的污泥量少,污泥膨胀凑,占地面积小。的情况不易出现。(5)脱氮除磷效果好。废水经过好氧、缺氧、厌氧2SBR工艺简介3个过程,伴随发生硝化、反硝化反应,增加了污泥的2.1SBR基本流程活力,因此,脱氮除磷效果较好,图2所示为SBR运流程中的主体构筑物是曝气池,废水经过初沉行模式。后,进入曝气池与池内活性污泥混合成混合液,并在(6)便于深处理中水的回收利用。池内充分曝气,一方面使活性污泥处于悬浮状态,废进水内部回流水与活性污泥充分接触;另一方面,通过曝气,向活性污泥供氧,保持好氧条件,保证微生物的正常生长与繁殖。废水中有机物在曝气池内被活性污泥吸附、吸收和氧化分解后,混合液进入二次沉淀池,进行固液分离,净化的废水排出。大部分二次沉淀池的污泥厌氧池缺氧池好氧池回流到曝气池尽快与曝气池的废水混合。污泥回流的目的是使曝气池内保持足够数量的活性污泥。污图2SBR运行模式泥回流后,净增殖的细胞物质将作为剩余污泥排入污泥处理系统。3系统目前存在的问题气化废水+初期雨水→均衡罐混合→废水加热器→快速反应器→慢速反应器→初次沉淀池→碱反(1)因系统自身设计存在问题,导致装置处理水应器→砂滤器F→汽提塔(T-2301)→底流换热器→量能力小,进水水质指标不稳。终冷器→中和池→曝气池→二次沉淀池→污泥浓缩(2)系统进水处无流量计,无法控制进水水量。池→板框压滤机→泥饼料斗→卡车→渣场,图1所进、出水处无在线分析仪表,负责分析的质检计量中示为SBR基本流程图。心分析频率低,无法及时反映水质变化情况,导致工艺方面调整水质滞后。空气进水出水(3)砂滤器满足设计装填要求,因频繁运行,砂123滤器滤料量少,过滤效果不佳,导致后系统堵塞。滤污泥料厚度小,导致砂滤器出水水质不好,极易造成氨汽回流污泥剩余污泥4提塔堵塞。1.初次沉淀池;2.曝气池;3.二次沉淀池;4.再生池。(4)氨汽提塔运行周期长,出现结垢。汽提塔内图1SBR基本流程12层塔盘清洗难度非常大。n·92·第2期(5)汽提塔出水采用板式换热器,换热面积越大,(4)安装系统进水在线分析仪,增加分析频次,运行阻力越大。若塔内进水量过大,在阻力作用下,对水质适时监控、调整。容易发生溢流现象,并且在炎热的夏季,因循环水自5结论身温度高,在25℃左右,换热效果不好,出水温度过高,无法进入曝气池,导致系统处理量大大降低。SBR废水处理技术,经甲醇厂在实际应用中进(6)冬季装置防冻保温难度大,设备极易出现漏点。行的技术改造,有效解决了悬浮物、氨氮和COD含量超标的问题。出水水质明显改善,极大地节约水资4SBR系统技术改造方向源,提高水的重复利用率,实现废水零排放并降低了(1)对原有砂滤器滤料进行更换和补充,并降低吨甲醇生产成本。为甲醇厂推行清洁生产,节能减排滤料粒径,提高了过滤精度,2010年夏季实施此措施做出重大贡献。后,水质情况明显改善,从目前对水质的监控情况看,出水水质较好,悬浮物未出现超标现象,指标合参考文献格率达到100%。[1]王芳,杨凤林,张兴文.SBAR中培养条件对好氧颗粒污泥特性影响[N].大连理工大学学报,2005(06).(2)针对夏季板式换热器换热效果差问题,新增[2]唐受印,戴友芝.废水处理工程[M].化学工业出版社,2004,加了一组列管式换热器,并与原有的终冷器采用并P250-285.联方式,大大增加了系统过水量,降低了系统阻力,[3]王志雄,SBR工艺的优点及发展现状[N].科技创新导报,2008又提高了换热效果,有效降低了进水温度,使汽提塔(26).的过水量适当增加。(3)针对冬季设备防冻保温难度大问题,新建彩作者简介:杨冬梅(1983-),助理工程师,在读硕士研究生,2006年7月毕业于华侨大学材料科学与工程学院环境工程专业,现板房并在内部安装简易暖气,这样就可以取消部分任职于神华宁夏煤业集团煤炭化学工业分公司甲醇厂。现场伴热管线,大大简化现场,并减少设备漏点,减少设备冻坏几率。TheWastewaterTreatmentMethodsandApplicationSkillReformationof600,000t/aMethanol1,2YANGDongmei(1.MethanolPlantofCoalChemicalIndustryBranchCompanyofNingxiaCoalIndustryGroupofShenhua,Ningxia,Lingwu,750411,Chian;2.EastChinaUniversityofScienceandTechnology,Shanghai,200237,Chian)Abstract:Themajorwayof600,000t/awastewatertreatmentofmethanolprojectistheSBRactivatedsludgeprocessusedintheMethanolPlantofCoalChemicalIndustryBranchCompanyofNingxiaCoalIndustryGroupofShenhua(hereinafterreferredtoasthemethanolplant).Thespecialphysics-chemicalindustrymethodsandmechanicsprinciplemethodsareappliedtotreatammonianitro-gen,organicpollutantandsuspendedmattersincoalchemicalindustrywastewatertreatmentsystemwithhighspeedandefficiency.Theafter-treatedwaterhasanobviouswaterqualityimprovementthatplaysanimportantroleinwatersaving,waterreusethusachievingnoemissionofwastewater.Meanwhile,theauthoraswellhasmentionedtheproblemsexistinthesystemitselfforfuturereferencesonthetechnologicaltransformation.KeyWords:SBRActivatedSludgeProcess;WastewaterTreatment;ApplicationSkills(收稿日期:2011-2-17责任编辑:马小军)