

- 171.38 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
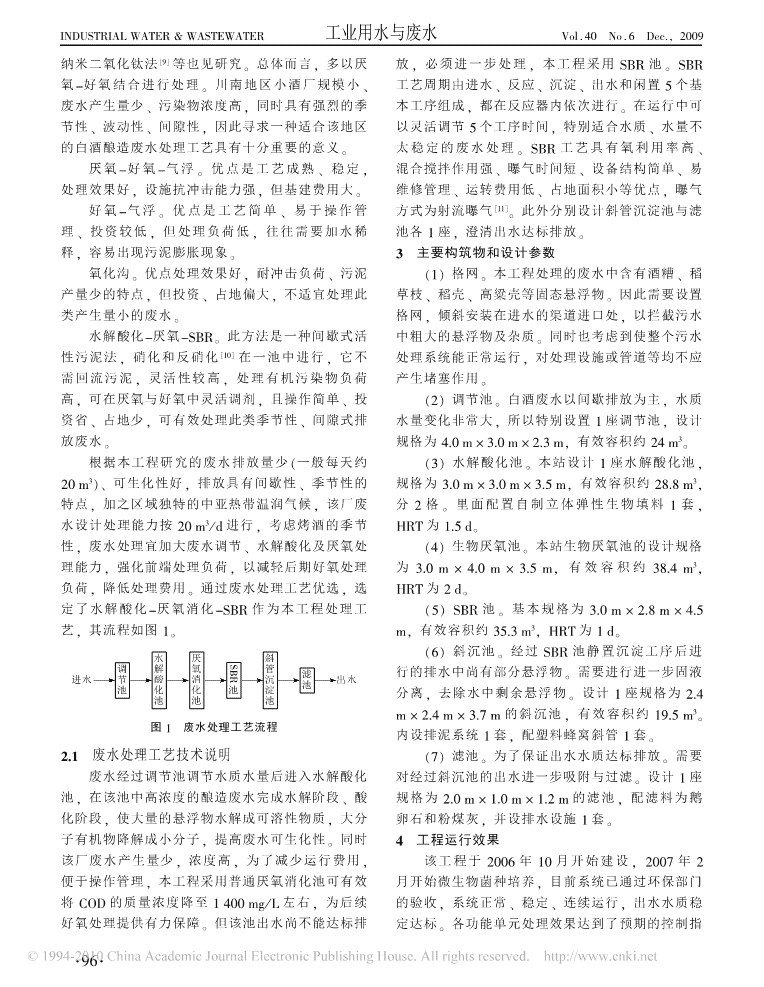
INDUSTRIALWATER&WASTEWATER工业用水与废水Vol.40No.6Dec.,2009川南地区小型白酒厂废水处理工程设计张欣11234,张丽,张利梅,李尚科,曾强(1.四川化工职业技术学院,四川泸州646005;2.泸州市江阳区环境保护局综合股,四川泸州646000;3.泸州市环境保护监测站,四川泸州646000;4.泸州俊宇环境治理有限公司,四川泸州646005)摘要:根据川南地区小型白酒厂废水成分复杂、污染物浓度高、可生化性好、废水排放具有季节性、波动性、间隙性的特点,结合地区气候特征,采取水解酸化-厌氧消化-SBR工艺处理白酒生产废水取得了较好的效果。出水COD、BOD5、氨氮、SS的质量浓度分别为61.6、16.09、4.45、35mg/L,色度为33度,pH值为7.80,各项目监测结果符合《污水综合排放标准》(GB8978—1996)中一级标准。该工艺处理效果显著、占地面积小、一次性投资少、操作简单、运行方便、处理灵活。关键词:白酒生产废水;水解酸化;厌氧消化;SBR中图分类号:X703.1;X797文献标识码:B文章编号:%1009-2455(2009)06-0095-03我国纯粮型固态发酵白酒是世界六大蒸馏酒之放具有季节性、波动性、间隙性的特点(川南地区一,川南地区具有悠久的酿造历史和优越的酿造环烧酒时间多分布在每年的3~6月、8~12月)。境,是生产调味酒和基酒的理想地。四川省每年产泸州某小型白酒厂,年产基酒1000t,以高酒量200万t左右,其中川南地区年销量150万t梁、小麦、玉米为原料,采用地窖固态发酵生产白左右。随着白酒销量的不断上升,川南地区小型白酒。该企业实施了清污分流,酒甑冷却水、洗瓶水酒厂应运而生、星罗棋布,和大中型酒厂对比,小等清污下水直接排放,废水主要来自底锅水、凉膛酒厂具有投资少、规模小、清洁生产水平低、污水水、地面冲洗水及工件洗涤水,最大废水产生量为混排、吨酒产污量大、污染严重的特点。针对川南320m/d。本工程选择了水解酸化-厌氧-SBR处理地区小酒厂的现状,结合区域特有的平均气温高、工艺,在该厂取得了较好的效果。其废水进水水质无霜期长、降雨量大、日照充足的亚热带湿润季风指标和排放指标(依据《污水综合排放标准》(GB气候特征,研究开发投资少、运行费用低、效果显8978—1996)中一级标准)详见表1。著的白酒废水处理工艺,对改善该地区水环境具有表1进水水质和排放标准现实而紧迫的意义。ρ(COD)/ρ(BOD5)/ρ(氨氮)/ρ(SS)/项目pH值1废水水质水量(mg·L-1)(mg·L-1)(mg·L-1)(mg·L-1)白酒生产分为续渣和清渣两种工艺,川南地区进水水质2000010000200250004.26多为续渣工艺,其生产以高粱、小麦、玉米等为原排放标准≤100≤20≤15≤706~9辅料。废水主要来自锅底废水(底锅水)、车间工件洗涤水、地面冲洗水、“下沙”和“糙沙”时高粱冲洗2废水处理工艺水和浸泡水(凉膛水),酿酒车间冷却水、酒库渗漏白酒生产废水处理方法一般采用:厌氧-好氧-水、灌装车间的酒瓶清洗水等。气浮三级处理工艺、好氧-气浮两级处理工艺、氧小型白酒厂生产废水成分复杂,主要为乙醇、化沟工艺[1-2][3]及、厌氧-好氧-物化组合处理工艺戊醇、丙醇、丁醇、脂肪酸、氨基酸、酯、醛。污[4-5][6-7][8]SBR处理工艺;铁碳还原法、微波催化法、染物浓度高,COD质量浓度在7000~20000mg/基金项目:泸州市2008年重点科技计划项目(泸市科函【2008】23L,BOD5的质量浓度在2500~10000mg/L,可生号)化性好,m(BOD5)/m(COD)约为0.5~0.6。废水排收稿日期:2009-05-04;修回日期:2009-07-06·95·nINDUSTRIALWATER&WASTEWATER工业用水与废水Vol.40No.6Dec.,2009纳米二氧化钛法[9]等也见研究。总体而言,多以厌放,必须进一步处理,本工程采用SBR池。SBR氧-好氧结合进行处理。川南地区小酒厂规模小、工艺周期由进水、反应、沉淀、出水和闲置5个基废水产生量少、污染物浓度高,同时具有强烈的季本工序组成,都在反应器内依次进行。在运行中可节性、波动性、间隙性,因此寻求一种适合该地区以灵活调节5个工序时间,特别适合水质、水量不的白酒酿造废水处理工艺具有十分重要的意义。太稳定的废水处理。SBR工艺具有氧利用率高、厌氧-好氧-气浮。优点是工艺成熟、稳定,混合搅拌作用强、曝气时间短、设备结构简单、易处理效果好,设施抗冲击能力强,但基建费用大。维修管理、运转费用低、占地面积小等优点,曝气好氧-气浮。优点是工艺简单、易于操作管方式为射流曝气[11]。此外分别设计斜管沉淀池与滤理、投资较低,但处理负荷低,往往需要加水稀池各1座,澄清出水达标排放。释,容易出现污泥膨胀现象。3主要构筑物和设计参数氧化沟。优点处理效果好,耐冲击负荷、污泥(1)格网。本工程处理的废水中含有酒糟、稻产量少的特点,但投资、占地偏大,不适宜处理此草枝、稻壳、高粱壳等固态悬浮物。因此需要设置类产生量小的废水。格网,倾斜安装在进水的渠道进口处,以拦截污水水解酸化-厌氧-SBR。此方法是一种间歇式活中粗大的悬浮物及杂质。同时也考虑到使整个污水性污泥法,硝化和反硝化[10]在一池中进行,它不处理系统能正常运行,对处理设施或管道等均不应需回流污泥,灵活性较高,处理有机污染物负荷产生堵塞作用。高,可在厌氧与好氧中灵活调剂,且操作简单、投(2)调节池。白酒废水以间歇排放为主,水质资省、占地少,可有效处理此类季节性、间隙式排水量变化非常大,所以特别设置1座调节池,设计放废水。规格为4.0m×3.0m×2.3m,有效容积约24m3。根据本工程研究的废水排放量少(一般每天约(3)水解酸化池。本站设计1座水解酸化池,3规格为3.0m×3.0m×3.5m,有效容积约28.8m320m)、可生化性好,排放具有间歇性、季节性的,特点,加之区域独特的中亚热带温润气候,该厂废分2格。里面配置自制立体弹性生物填料1套,水设计处理能力按20m3/d进行,考虑烤酒的季节HRT为1.5d。性,废水处理宜加大废水调节、水解酸化及厌氧处(4)生物厌氧池。本站生物厌氧池的设计规格理能力,强化前端处理负荷,以减轻后期好氧处理为3.0m×4.0m×3.5m,有效容积约38.4m3,负荷,降低处理费用。通过废水处理工艺优选,选HRT为2d。定了水解酸化-厌氧消化-SBR作为本工程处理工(5)SBR池。基本规格为3.0m×2.8m×4.5艺,其流程如图1。3m,有效容积约35.3m,HRT为1d。(6)斜沉池。经过SBR池静置沉淀工序后进水厌S斜调解氧BR管行的排水中尚有部分悬浮物。需要进行进一步固液滤进水节酸消沉出水池池化化池淀分离,去除水中剩余悬浮物。设计1座规格为2.4池池池3m×2.4m×3.7m的斜沉池,有效容积约19.5m。图1废水处理工艺流程内设排泥系统1套,配塑料蜂窝斜管1套。2.1废水处理工艺技术说明(7)滤池。为了保证出水水质达标排放。需要废水经过调节池调节水质水量后进入水解酸化对经过斜沉池的出水进一步吸附与过滤。设计1座池,在该池中高浓度的酿造废水完成水解阶段、酸规格为2.0m×1.0m×1.2m的滤池,配滤料为鹅化阶段,使大量的悬浮物水解成可溶性物质,大分卵石和粉煤灰,并设排水设施1套。子有机物降解成小分子,提高废水可生化性。同时4工程运行效果该厂废水产生量少,浓度高,为了减少运行费用,该工程于2006年10月开始建设,2007年2便于操作管理,本工程采用普通厌氧消化池可有效月开始微生物菌种培养,目前系统已通过环保部门将COD的质量浓度降至1400mg/L左右,为后续的验收,系统正常、稳定、连续运行,出水水质稳好氧处理提供有力保障。但该池出水尚不能达标排定达标。各功能单元处理效果达到了预期的控制指·96·n张欣,张丽,张利梅,等:川南地区小型白酒厂废水处理工程设计标,各功能单元水质监测结果见表2,工程验收监质监测结果表可知,各功能单元达到了设计指标,测结果见表3。各项目监测结果符合《污水综合排放标准》(GB从表2各功能单元水质监测结果、表3出水水8978—1996)中一级标准。表2各功能单元出水水质监测结果ρ(COD)/ρ(BOD5)/ρ(氨氮)/ρ(SS)/单元pH值(mg·L-1)(mg·L-1)(mg·L-1)(mg·L-1)调节池736734802005465.0水解酸化池626921181852995.5厌氧消化池1420390.51631596.5SBR池93.516.95.3997.0斜管沉淀池79.415.14.3727.5表32009年6月24日进出水水质监测结果ρ(COD)/ρ(BOD5)/ρ(氨氮)/ρ(SS)/色度/项目pH值(mg·L-1)(mg·L-1)(mg·L-1)(mg·L-1)度进水平均值68473205.42005141588.89出水平均值61.616.094.4535337.80去除率/%999997.79379出水标准≤100≤20≤15≤70≤706~95结语参考文献:(1)本工程根据川南地区小型白酒厂排污规律[1]张红光,黄石.白酒生产废水处理设计及运行结果[J].工业用水与废水,2000,31(4):33-33.及废水排放特点,结合川南地区气候特征,采用水[2]刘锋,蒋文化,徐富,等.MIC反应器-卡鲁塞尔氧化沟处理解酸化-厌氧消化-SBR处理工艺,强化前端处理酒精废水[J].工业用水与废水,2007,38(5):104-107.能力,减轻好氧处理负荷,工程工艺设计科学、布[3]李学平.UASB-SBR-陶粒过滤工艺处理白酒污水[J].工业用水置合理、流程通畅。与废水,2000,31(6):39-41.(2)经运行表明,本工程具有较高的有机物去[4]唐受印,戴友芝,刘忠义,等.食品工业废水处理[M].北京:化学工业出版社,2001.除率,COD、BOD5、氨氮去除率均达97%以上,[5]冼萍,邓清华,张萍,等.木薯酒精废液的达标处理研究[J].处理效果好,运行稳定。工业用水与废水,2006,37(6):20-22.(3)该工艺占地面积较少,一次性投资少,运[6]欧阳玉祝,王继徽.铁屑微电解法预处理酿酒废水的研究[J].行管理方便。水解酸化、厌氧消化水力停留时间工业水处理,2001,21(10):16-18.长、调节能力强、抗冲击负荷能力强,适合处理此[7]杨健,杨嬗.微电解预处理提高酒精废水可生化性的试验研究类排放具有季节性、不均匀性的废水,同时对维持[J].环境科学与技术,2004,27(6):39-41.[8]王剑虹,严莲荷,李燕,等.微波催化氧化法处理白酒废水好氧系统(SBR)正常、连续、稳定运行具有十分重[J].江苏化工,2004,32(6):39-42.要的作用。[9]陈前林,王龙现,吴建青.纳米TiO2对酿酒工业废水的降解作(4)本废水处理站将带来显著的社会、经济、用[J].酿酒科技,2006,(3):21-23.环境效益。经本设计工艺处理后每年削减污染物[10]周小波,杨健.缺氧/好氧SBR工艺去除酒精废水中的氮[J].COD、BOD、SS的排放量分别约为4.47、2.844、工业用水与废水,2006,37(6):27-30.5[11]王亮,乔寿锁.射流曝气技术及装置在污水处理领域的发展0.195t。若作中水回用就可抵消部分运行费用,提现状[J].中国环保产业,2005,(2):28-29.高了环境质量,改善了对周边环境的影响;环境质量的提高也激发职工的劳动积极性,从而促进企业作者简介:张欣(1974-),女,四川泸州人,讲师,硕士生,主经济的可持续发展。要从事水环境保护、污染治理研究,(电子信箱)zhalice@163.com。·97·