
- 287.73 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
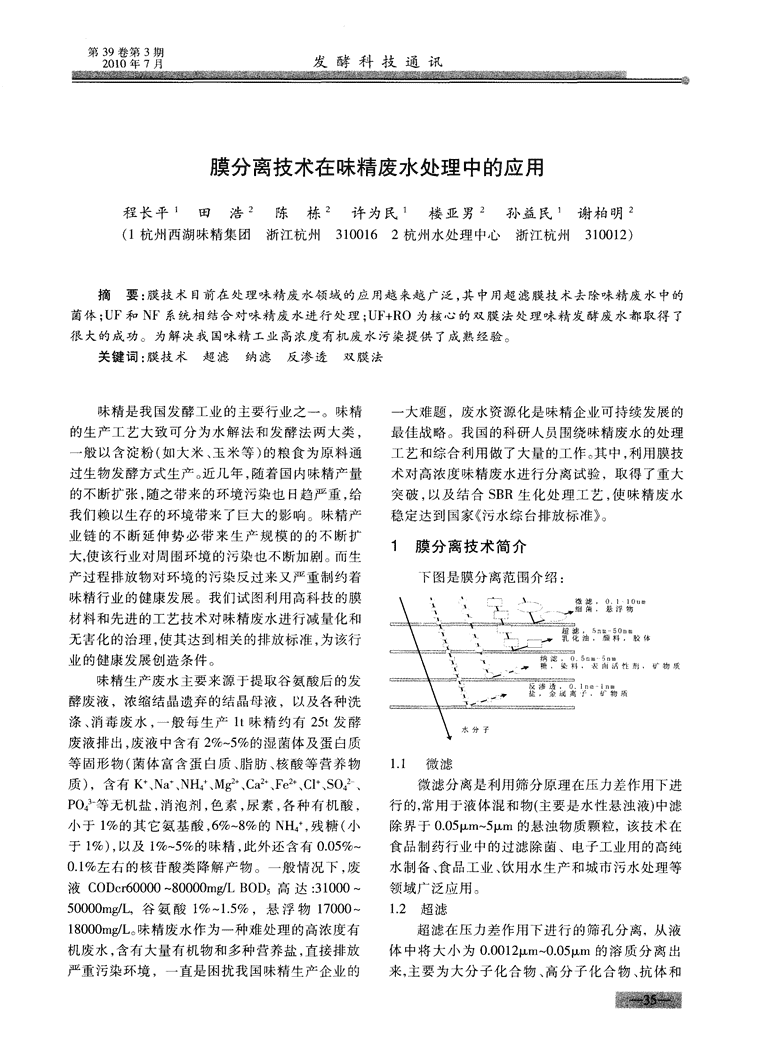
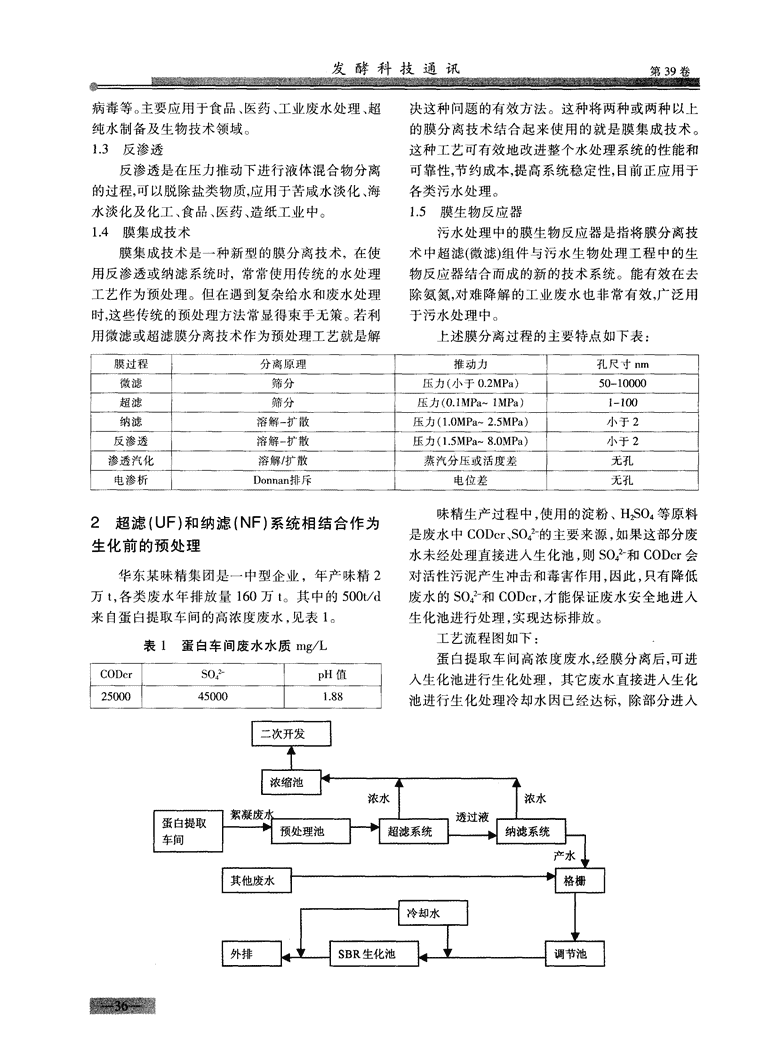
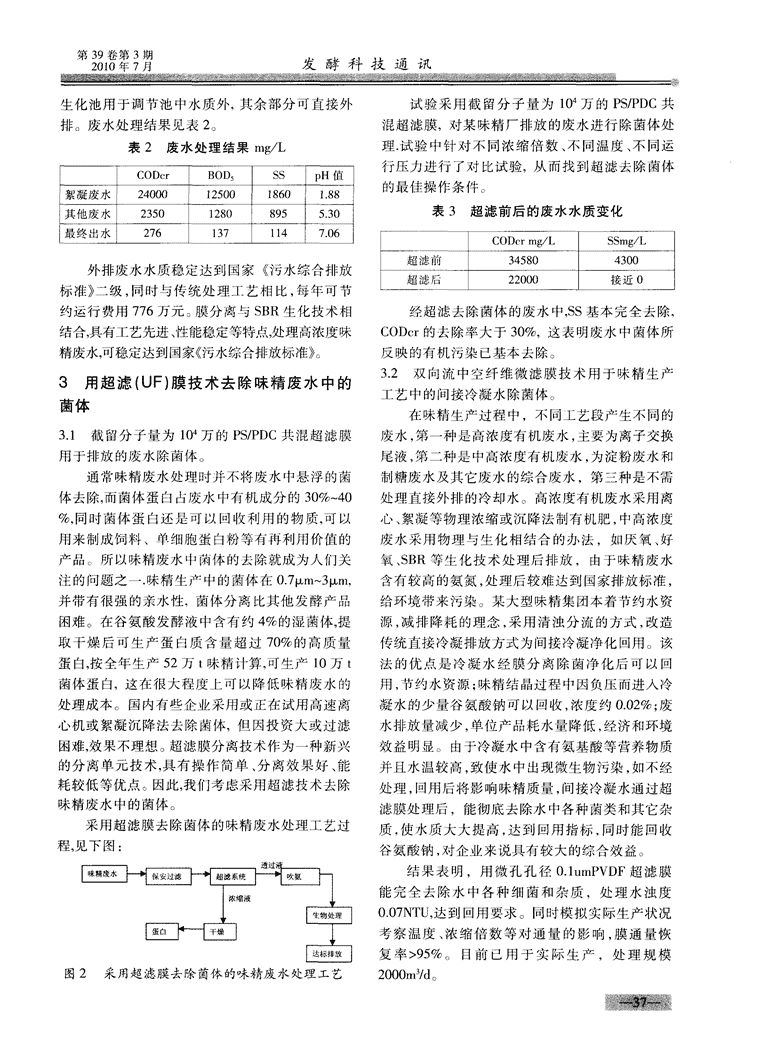
第39卷第3期2010年7月发酵科技通讯膜分离技术在味精废水处理中的应用程长平田浩陈栋许为民楼亚男孙益民谢柏明(1杭州西湖味精集团浙江杭州3100162杭州水处理中心浙江杭州310012)摘要:膜技术目前在处理味精废水领域的应用越来越广泛,其中用超滤膜技术去除味精废水中的菌体;UF和NF系统相结合对味精废水进行处理;UF+RO为核心的双膜法处理味精发酵废水都取得了很大的成功。为解决我国味精工业高浓度有机废水污染提供了成熟经验。关键词:膜技术超滤纳滤反渗透双膜法味精是我国发酵工业的主要行业之一。味精一大难题,废水资源化是味精企业可持续发展的的生产工艺大致可分为水解法和发酵法两大类,最佳战略。我国的科研人员围绕味精废水的处理一般以含淀粉(如大米、玉米等)的粮食为原料通工艺和综合利用做了大量的工作。其中,利用膜技过生物发酵方式生产。近几年,随着国内味精产量术对高浓度味精废水进行分离试验,取得了重大的不断扩张,随之带来的环境污染也日趋严重,给突破,以及结合SBR生化处理工艺,使味精废水我们赖以生存的环境带来了巨大的影响。味精产稳定达到国家《污水综台排放标准》。业链的不断延伸势必带来生产规模的的不断扩1膜分离技术简介大,使该行业对周围环境的污染也不断加剧。而生产过程排放物对环境的污染反过来又严重制约着下图是膜分离范围介绍:味精行业的健康发展。我们试图利用高科技的膜材料和先进的工艺技术对味精废水进行减量化和无害化的治理,使其达到相关的排放标准,为该行业的健康发展创造条件。味精生产废水主要来源于提取谷氨酸后的发酵废液,浓缩结晶遗弃的结晶母液,以及各种洗涤、消毒废水,一般每生产1I味精约有25t发酵废液排出,废液中含有2%~5%的湿菌体及蛋白质等固形物(菌体富含蛋白质、脂肪、核酸等营养物1.1微滤质),含有K、Na、NH4、Mg、Can、Fe、C1、SO}、微滤分离是利用筛分原理在压力差作用下进PO43-等无机盐,消泡剂,色素,尿素,各种有机酸,行的,常用于液体混和物(主要是水性悬浊液)中滤小于1%的其它氨基酸,6%~8%的NH,残糖(小除界于0.051.zm-51xm的悬浊物质颗粒,该技术在于1%),以及1%~5%的味精,此外还含有0.05%~食品制药行业中的过滤除菌、电子工业用的高纯0.1%左右的核苷酸类降解产物。一般情况下,废水制备、食品工业、饮用水生产和城市污水处理等液CODcr60000~80000mg/LBOD5高达:31000~领域广泛应用。50000mg/L,谷氨酸1%~1.5%,悬浮物17000~1.2超滤18000mg/L。味精废水作为一种难处理的高浓度有超滤在压力差作用下进行的筛孔分离,从液机废水,含有大量有机物和多种营养盐,直接排放体中将大小为0.O012~m~0.05txm的溶质分离出严重污染环境,一直是困扰我国味精生产企业的来,主要为大分子化合物、高分子化合物、抗体和n发酵科技通讯第39卷病毒等。主要应用于食品、医药、工业废水处理、超决这种问题的有效方法。这种将两种或两种以上纯水制备及生物技术领域。的膜分离技术结合起来使用的就是膜集成技术。1.3反渗透这种工艺可有效地改进整个水处理系统的性能和反渗透是在压力推动下进行液体}昆合物分离可靠性,节约成本,提高系统稳定性,目前正应用于的过程,可以脱除盐类物质,应用于苦咸水淡化、海各类污水处理。水淡化及化工、食品、医药、造纸工业中。1.5膜生物反应器1.4膜集成技术污水处理中的膜生物反应器是指将膜分离技膜集成技术是一种新型的膜分离技术,在使术中超滤(微滤)组件与污水生物处理工程中的生用反渗透或纳滤系统时,常常使用传统的水处理物反应器结合而成的新的技术系统。能有效在去工艺作为预处理。但在遇到复杂给水和废水处理除氨氮,对难降解的工业废水也非常有效,广泛用时,这些传统的预处理方法常显得束手无策。若利于污水处理中。用微滤或超滤膜分离技术作为预处理工艺就是解上述膜分离过程的主要特点如下表:膜过程分离原理推动力孑L尺寸nml微滤筛分压力(小于0.2MPa)50-10000’超滤筛分压力(0.1MPa~1iVlPa)1—1oo纳滤溶解一扩散压力(1.0MPa-2.5MPa)小于2反渗透溶解一扩散压力(1.5MPa~8.0MPa)小于2渗透汽化溶解/扩散蒸汽分压或活度差无孔电渗析Donnan~斥电位差无孔味精生产过程中,使用的淀粉、HSO等原料2超滤(UF)和纳滤(NF)系统相结合作为是废水中CODer、S042=的主要来源,如果这部分废生化前的预处理水未经处理直接进入生化池,则S042一和CODer会华东某味精集团是一中型企业,年产味精2对活性污泥产生冲击和毒害作用,因此,只有降低万t,各类废水年排放量160万t。其中的500t/d废水的so2一和CODer,才能保证废水安全地进入来自蛋白提取车间的高浓度废水,见表1。生化池进行处理,实现达标排放。工艺流程图如下:.表1蛋白车间废水水质mg/L蛋白提取车问高浓度废水,经膜分离后,可进C0Dcrs042-1pH值入生化池进行生化处理,其它废水直接进入生化2500045000l1.88池进行生化处理冷却水因已经达标,除部分进入n第39卷第3期2010年7月发酵科技通讯生化池用于调节池中水质外,其余部分可直接外试验采用截留分子量为10万的PS/PDC共排。废水处理结果见表2。混超滤膜,对某味精厂排放的废水进行除菌体处表2废水处理结果mg/L理.试验中针对不同浓缩倍数、不同温度、不同运行压力进行了对比试验,从而找到超滤去除菌体C0DcrBOD5SSpH值的最佳操作条件。絮凝废水24000l25001860I.88其他废水235012808955.30表3超滤前后的废水水质变化最终出水2761371147.06CODcrmg/LSSmg/L超滤前345804300外排废水水质稳定达到国家《}亏水综合排放超滤后22000接近0标准》二级,同时与传统处理工艺相比,每年可节约运行费用776万元。膜分离与SBR生化技术相经超滤去除菌体的废水中,SS基本完全去除,结合,具有工艺先进、性能稳定等特点,处理高浓度味CODcr的去除率大于30%,这表明废水中菌体所精废水,可稳定达到国家《污水综合排放标准》。反映的有机污染已基本去除。3.2双向流中空纤维微滤膜技术用于味精生产3用超滤(UF)膜技术去除味精废水中的工艺中的间接冷凝水除菌体。菌体在味精生产过程中,不同工艺段产生不同的3.1截留分子量为10万的PS/PDC共混超滤膜废水,第一种是高浓度有机废水,主要为离子交换用于排放的废水除菌体。尾液,第二种是中高浓度有机废水,为淀粉废水和通常味精废水处理时并不将废水中悬浮的菌制糖废水及其它废水的综合废水,第三种是不需体去除,而菌体蛋白占废水中有机成分的30%~40处理直接外排的冷却水。高浓度有机废水采用离%,同时菌体蛋白还是可以回收利用的物质,可以心、絮凝等物理浓缩或沉降法制有机肥,中高浓度用来制成饲料、单细胞蛋白粉等有再利用价值的废水采用物理与生化相结合的办法,如厌氧、好产品。所以味精废水中荫体的去除就成为人们关氧、SBR等生化技术处理后排放,由于味精废水注的问题之一.味精生产中的菌体在0.7m一3m,含有较高的氨氮,处理后较难达到国家排放标准,并带有很强的亲水性,菌体分离比其他发酵产品给环境带来污染。某大型味精集团本着节约水资困难。在谷氨酸发酵液中含有约4%的湿菌体,提源,减排降耗的理念,采用清浊分流的方式,改造取干燥后可生产蛋白质含量超过70%的高质量传统直接冷凝排放方式为间接冷凝净化回用。该蛋白,按全年生产52万t味精计算,可生产10万t法的优点是冷凝水经膜分离除菌净化后可以回菌体蛋白,这在很大程度上可以降低味精废水的用,节约水资源;味精结晶过程中因负压而进入冷处理成本。国内有些企业采用或正在试用高速离凝水的少量谷氨酸钠可以回收,浓度约0.02%;废心机或絮凝沉降法去除菌体,但因投资大或过滤水排放量减少,单位产品耗水量降低,经济和环境困难,效果不理想。超滤膜分离技术作为一种新兴效益明显。由于冷凝水中含有氨基酸等营养物质的分离单元技术,具有操作简单、分离效果好、能并且水温较高,致使水中出现微生物污染,如不经耗较低等优点。因此,我们考虑采用超滤技术去除处理,回用后将影响味精质量,间接冷凝水通过超味精废水中的菌体。滤膜处理后,能彻底去除水中各种菌类和其它杂采用超滤膜去除菌体的味精废水处理工艺过质,使水质大大提高,达到回用指标,同时能回收程,见下图:谷氨酸钠,对企业来说具有较大的综合效益。结果表明,用微孔孑L径0.1umPVDF超滤膜能完全去除水中各种细菌和杂质,处理水浊度0.07NTU,达到回用要求。同时模拟实际生产状况考察温度、浓缩倍数等对通量的影响,膜通量恢复率>95%。目前已用于实际生产,处理规模图2采用超滤膜去除茵体的味精废水处理工艺2000m/d。麓n发酵科技通讯第39表4PVDF超滤膜对味精间接冷凝水除菌效果项目大肠杆菌细菌总数pH电导率us/cm浊度NTU个,L霉菌个,L个/ml原液9.217004.45>1600117"106浓缩液9.2170016.1>160033109透过液9.217000.07<3未检出未检出味精废水属于高浓度有机废水,通常采用的出水达到GB19431—2001《味精工业污染物排放生物法很难将其处理到达标排放,并且废水中的标准》中的二级排放标准(CODcr<300mg/L),废水菌体蛋白也被降解,未能综合利用。而采用超滤膜排放量约5xlO3m3/d。虽然排放水不含有毒物质,去除废水中的菌体,可以很好的截留菌体,经处理但大量有机物及氨氮的存在引起水体富营养化,后综合利用,同时降低了后面处理方法的负荷。对环境存在不良影响。同时由于企业所在地为缺总之,采用超滤法处理味精废水具有易操作、能耗水地区,大量排放废水造成水资源浪费,也制约着低、处理效果好等优点。适合在实际生产中进行推广。企业自身的发展。因此采用以超滤和反渗透为核心的双膜法对排放水进行深度处理后回用作锅炉4超滤(UF)+反渗透(RO)为核心的双膜补水或工艺用水可以节约水资源,清洁生产,有较法用于生化池出水的深度处理与回用大的社会经济效益。某味精厂生产过程中产生的废稀液、清洗水、经过污水处理厂、中水处理厂处理后,废水水部分冷却水通过厌氧一好氧一接触氧化处理后,质指标见表5。温度℃电导率硫酸盐氯化物CODmg/L氨氮mg/L浊度NTUpH色度us/cnlmg/Lmg/L20—2870~20080~3503500-62005~257.0~8.48~16150~400200-350工艺流程见下图:水,每年可减少采新鲜水1.46x107t(以365d计),同时减少了排污费用。所以该项目具有较大的社会效益和经济效益。5总结絮凝沉淀、UF装置、保安过滤器作为反渗透装置的预处理系统,能够去除水中的悬浮味精废水属于高浓度有机废水,通常采用的生物和部分CODcr。RO装置去除大部分离子和物法很难将其处理到达标排放,并且废水中的菌体CODcr,使出水达到锅炉补水或工艺用水标蛋白也被降解,未能综合利用,而采用膜分离技术,准。系统运行最终出水水质见表6。由于它在分离物质过程中不涉及相变,无二次污表6系统出水水质染,除了具有生物膜浓缩富集的功能外,还存在操作方便、结构紧凑、易于自动化等优点,膜技术不仅外观C0D悬浮物浊度电导率回收pH可以去除废水中的菌体,可以很好的截留菌体,经处mg/Lmg/LNTUUs/em率%理后综合利用,同时降低了后面处理方法的负荷。f澄清I透明<20
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看