

- 282.75 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
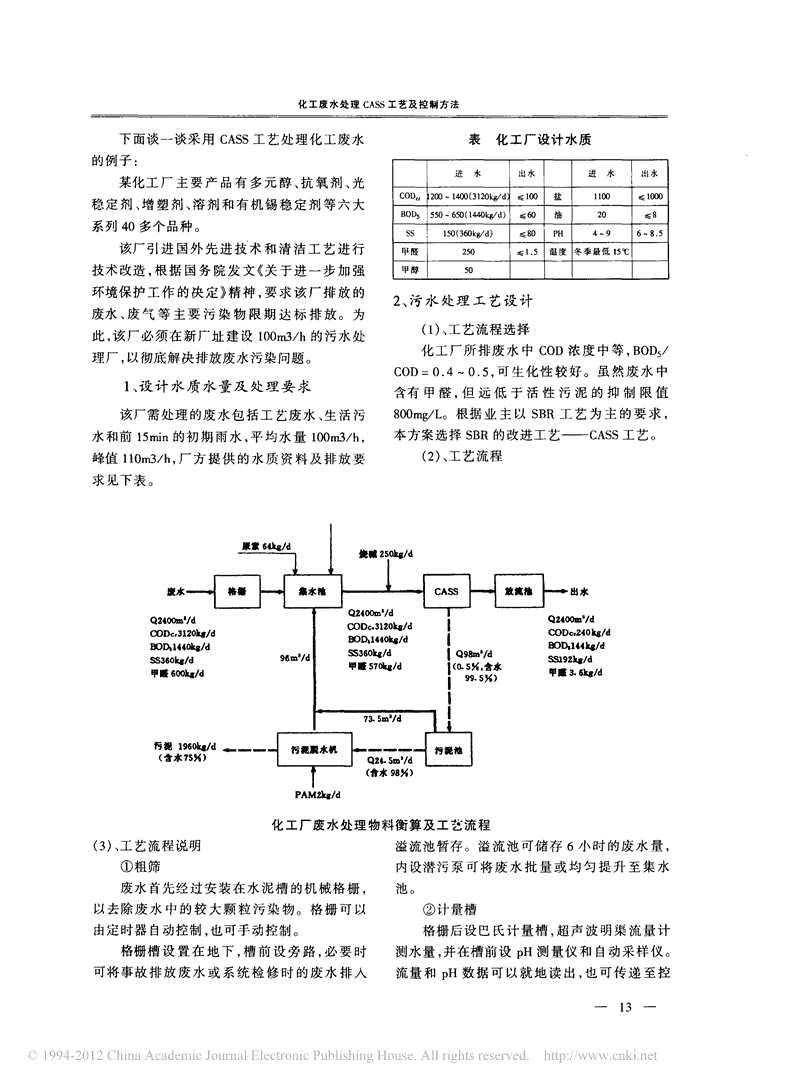
2仪又年第2期常州工程职业技术学院学报Vol.22《X科.总第四十期unNoJOURNALOFCHANCZHOUINS叨TUTEOFENGINEERINGTECHNOLOCYJ4()化工废水处理CAS工艺及控制方法¹赵明常州工程职业技术学院、、、、,摘:种类多COD要化工有机废水的特点是毒性大值高色泽深酸性(或碱性)强大部分都是生物难降解的污染物质,对生态环境和人体健康有很大的危害。化工废水的处,。理要针对不同废水的水质特点采取不同处理工艺流程关键词化工废水CAsS工艺流程自动控制化工工业是以石油或天然气为主要原料,高浓度含油有机废液常用焚烧法处理,将通过不同的生产过程、加工方法,生产各种化含高浓度有机物的废液在高温条件下进行氧工产品、有机化工原料、化学纤维及化肥的工化分解,使有机物最终转化为水、二氧化碳等业。由于其生产过程中所用原料、工艺技术及无害物质;常用物理方法有活性炭吸附法和混加工方法,凝沉淀法;常用的化学方法有催化氧化法和湿不同产生的废水种类及特点也大不相同,见下表。式氧化法,催化氧化法包括常温常压条件下用石、油化工行业废水来源种类及特点光敏化学材料或过渡金属等为催化剂的催化行业废水来源废水种类废水特点氧化法和高温高压条件下用贵金属为催化剂石油化、、、、、.,工生产过程中的溶解萃取含油废水除含油破酚帆外还有金氧化、、、、、、、、的催化氧化法高温高压催化氧化法不但能将策合精馏洗涤分离有机废水属盐废催化剂反应残液废吸收等工序是废水的主要来抓碱废水气物等.度水有机物浓度高,多诬.其次是化验室、动力站含酸废水为有毒有害物质.水量及酸喊搜,。变化大.经常形成冲击性负荷有机物完全氧化而且能同时回收热能AO化纤工业各种化纤合成原料含油废水化纤废水水质酸喊度变化湿式氧化法(w)是将污水中固体悬浮,工艺过程生产的废水含丙烯峭大容易形成冲击性负荷,含酸度水有机物浓度高物或有机物在液态下与空气或氧气混合保持有机废水1一315℃,3.5一10MPa,化肥工业生产过程中的物料流失合成氮废水咬水水质随生产原料不同温度在7压力控制反、尿索废水而不同.主要为含氮氮、确,硝酸氮废水醇、油、硫废水应时间使水中有机物氧化WAO法适于处理高,化工废水的处理要针对不同废水的水质特点浓度、重污染、高毒性废水。。采取不同处理工艺流程多采用物理处理方生化法是利用微生物的新陈代谢作用将法或化学特殊处理方法除去浮渣或某些有毒有机物降解并转化为无害物质,生化法具有应,有害化学物质再用生化法进一步降低污染指用范围广、处理能力强、设备简单和相对经济标。。等优点:、、evae化工有机废水的特点是种类多毒性大周期循环活性污泥法(CyeliCAtitd、、,COD值高色泽深酸性(或碱性)强大部分都SludgeSystemCASS)(工艺)是近年来由总装备是生物难降解的污染物质,对生态环境和人体部工程设计研究总院引进开发并推广应用的。,健康有很大的危害化工有机废水的处理方一种新型活性污泥法工程应用表明其具有处法有。物理法、化学法、生化法和焚烧法。理效果好、占地少、运行费用低等优点。¹作者简介:赵明:女,高级讲师。一12一n化工废水处理C人S工艺及控制方法下面谈一谈采用CAS工艺处理化工废水表化工厂设计水质的例子:进水出水进水出水某化工厂主要产品有多元醇、抗氧剂、光COD。乙2一l月1k(111(1(犯旧、、0加(320盯d:0盐阅稳定剂增塑剂溶剂和有机锡稳定剂等六大一BO巩550650(14叨k『d)(o油20毛8。系列40多个品种~~.s150(3团k岁d)‘80PH49685该厂引进国外先进技术和清洁工艺进行.甲醛250落15温度冬季最低15℃,技术改造根据国务院发文《关于进一步加强甲醇50,环境保护工作的决定)精神要求该厂排放的、2污水处理工艺设计废水、废气等主要污染物限期达标排放。为、,(1)工艺流程选择此该厂必须在新厂址建设lom3/h的污水处,CODBoDS/,。化工厂所排废水中浓度中等理厂以彻底解决排放废水污染问题COD=0.4一0.5,可生化性较好。虽然废水中、1设计水质水量及处理要求含有甲醛,但远低于活性污泥的抑制限值。,该厂需处理的废水包括工艺废水、生活污800mg几根据业主以SBR工艺为主的要求,,。水和前巧而n的初期雨水平均水量IOO/h本方案选择SBR的改进工艺CAS工艺fn3,、—峰值110rn3/h厂方提供的水质资料及排放要(2)工艺流程求见下表。纽水他出水e一COD240枯/d以〕氏14一掩/d551,2坛/d.36场/d污泥肠水帆(合水蛆%)PAMZk./d化工厂废水处理物料衡算及工艺流程(3)、工艺流程说明溢流池暂存。溢流池可储存6小时的废水量,¹粗筛内设潜污泵可将废水批量或均匀提升至集水废水首先经过安装在水泥槽的机械格栅,池。。以去除废水中的较大颗粒污染物格栅可以º计量槽由定时器自动控制,也可手动控制。格栅后设,巴氏计量槽超声波明渠流量计,,,。格栅槽设置在地下槽前设旁路必要时测水量并在槽前设pH测量仪和自动采样仪,可将事故排放废水或系统检修时的废水排人流量和pH数据可以就地读出也可传递至控n化工废水处理CAS工艺及控制方法。,。制室自动采样可根据流量信号工作也可定在Zrng/L)调节风机进风量达到节能目的。,,时或手动控制操作cASS池最高水位sm最低水位3m设高。»集水池水位报警池内的M岱S控制在400-,集水池内安装2台潜水泵将废水提升至。5000rng/L。.,SBR池1C、集水池水力停留时间sh起到对水ASS运行周期空气供给及供给量由PLC。。,质水量的调节作用为防止悬浮物沉积并混程序控制器自动控制设离心鼓风机2台一,。,,合集水池中的废水集水池采用大气泡曝气般情况(即标准运行程序)下使用1台鼓风机集水池设在地下,泵的运行将采用工作液放置在单独的隔声房内以降低风机噪声对环、。位高液位和低液位PLC控制正常工作液位,,境的影响风机进气需经过滤和消声设有排时仅有,。一台泵运行高液位时备用泵启动并报气阀和消声器以降低排气时的噪声,。警低液位时关泵并报警¿污泥处理¼营养物的投加CASS污泥池采用大气泡扩散器曝气以防,废水在进入SBR池进行生化处理前需投。止污泥出现厌氧状态污泥池的污泥可溢流。、加一定量的营养物质(氮和磷)BoDS氮和磷,6一h,至污泥浓缩池浓缩12后上清液排至集::。的投加比例按18051控制含氮营养物采用,。水池污泥送至带式压滤机脱水污泥在进人尿素,含磷营养物采用磷酸,尿素和磷酸的投带式压滤机前需投加絮凝剂聚丙烯酸胺。.加量根据流量自动控制,,(PAM)以利于污泥脱水PAM的投加量为0,尿素需经溶解后才能投加尿素投加系统,,1%污泥脱水后含水率75一80%经皮带运到:,包括将干尿素投人加药仓进人溶解槽溶解污泥堆放场,过滤水及喷洗水排到集水池。溶解的尿素用泵输送到储存槽,然后用计量泵带式污泥脱水机的处理能力为。投加至集水池中磷酸直接从储槽用计量泵,。490kgM岱S/d每天运行8小时投加到集水池中。尿素和磷酸储槽均设有低À流放池。液位报警装置并及时关泵处理好的废水排至流放池,在流放池设置½中和、,pHcoD和流量在线监测仪监测数据传送到,pH从业主提供的废水水质来看废水的总控制室,如发生超标将报警并将流放池的废值变化大,偏酸性,需用碱调至中性后送人水放入溢流池,达标的废水直接排放。C。,AS池采用液体氢氧化钠调节pH碱直接、C。3电器与自动控制系统用计量泵加人集水池至AS池的管道中通过管道静态混合器,使碱与废水充分混合。在(l)自动控制,静态混合器后安装pH控制器的探头通过pH本自动控制系统由中、PLC央控制台控制,控制器自动控制碱供应和计量泵的动作使废柜、配电控制屏(箱)等构成。.水的pH值控制在6.5一75。中央控制台设工业控制计算机、打印机¾CASS反应池。等工业控制计算机通过串行接口与PLC通,废水经pH调节后连续进人cAS反应池信;采用组态软件采集各设备状态、各传感器9,在这里近0%的有机污染物将被去除产生的P、、、、;、。参数(H值DO流量液位压力等)分析计剩余污泥由潜水泵定期排入污泥池、;;,算设定控制参数动态图形显示各测量数据反应池运行所需的氧由离心风机供给在、、预反应,设定参数反应进程进程设定时间和剩余时区采用大气泡曝气器在主反应区采用。、。间等自动记录历史数据并可随时调用打微孔曝气器两个反应池的空气供给由电动,。阀门控制风量通过DO监控及时调节风机进〔口。,风量根据反应池的溶解氧浓度(曝气时控制PLC控制柜为自动控制的核心采用德国一14一n化工废水处理CAS工艺及控制方法。。SIEMENS原装57系列PLCPLC装有开关量自动从初期调试时获得的曝气量表中查得、、、输入输出模拟量输人输出RS232接口等模¼灌水器的灌水过程采用液面参量泥面。。,块闭锁控制佬水器带位置信号传感器其下降开关量输人各设备运行状态、故障、液位速率和下降幅值可调。、DO、,、,计测定仪异常等信号手动控制键等所½放流池pHCOD检测当排水水质超标。,,有信号源提供无源常开接点时开启事故回流阀门非达标水回流至集水开关量输出控制各机电设备的运行、电动池。阀门的开关、洋水器的升降、异常报警、状态灯¾溢流池水位自动控制提升水泵。机械等。格栅间歇运行,工作周期与运行时间可调。反、Do、、PLC模拟量输人将测定仪pH测定仪coD应池的爆气沉淀均可通过时间控制器控测定仪、流量计、液位计、泥位计等模拟输出转制。。换成12位数字量、4环境保护,文本显示器通过PPI口与PLC相连用于、。(l)噪声控制显示数据设定参数等¹设计标准RS232接口用于连接工业控制计算机与实污水处理站界限制值按二类混合区考虑,。现相互间的双向数据通信6。、白天0dB配电控制屏(箱)用于强电设备的开关保站内各地点噪声限制值,生产车间及作业护等,根据工艺设备布局设计其数量、位置.〕。场所(工人每天连续接触噪声sh)噪声限制值所有设备均可就地手动控制。85dB(2)控制方案概述º控制措施¹营养剂的调节污水提升泵、污泥提升泵设在地下池内,pH、检测格栅池内污水的值通过PID调噪声很小,污泥脱水系统设备电机较多,但一;节算法控制尿素和磷酸的投加量检测反应池星期内,最多只运行两个半天,且设备噪声较,进水的pH值通过PID调节算法控制氢氧化小,主要噪声来自鼓风机。鼓风机采用低噪声。钠的投加量,。的离心风机噪声强度约85dB(A)鼓风机的º曝气量控制,,进风口和出风口均设消声器且将鼓风机放置在线检测反应池内溶解值通过主风管压在单独的房间内,使其与办公用房隔开,风机,力变化MCP主控制器控制空气流量MCP主控,,制器自动监控两台·LC就地控制柜,将曝气量房的墙体加厚采用隔声门窗设备基础采用。,。减震器从声源上控制使其达到国家规定的控制在要求的范围内。,噪声标准值两个反应池的曝气管上装设电动阀门在,(2)污泥处置反应池的曝气周期内打开相应电动阀门曝气该厂污泥没有直接利用价值且量少,建议。;鼓风机连续进行污泥池和格栅池连续曝气。,送填埋场填埋»充分发挥溶氧仪的自诊断功能当溶氧,,,通过以上分析可知采用CAS工艺处理仪故障或异常时向PLC发出告警信号PLC作化工废水工艺先进、设备先进、操作简单,工程声光报警,自动将反应池的曝气量控制从在线应用表明具有处理效果好、占地少、运行费用闭环控制切换到恒定曝气模式,恒定曝气量可。低等优点