

- 287.99 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
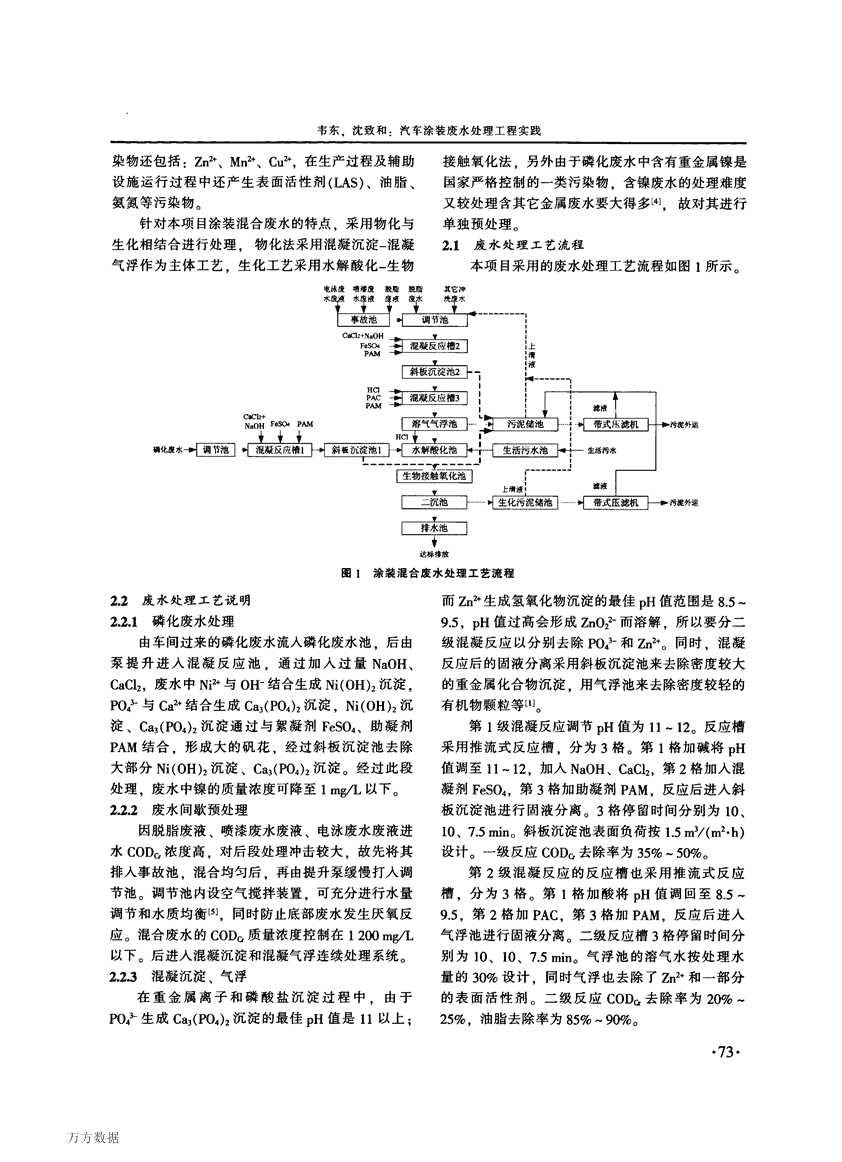
万方数据INDusTRIALwATER&wAsTEwATER工业用水与废水v。1.42N。.2Apr.'20ll,’。’。。。’。‘。‘。。、6工程实例2、、.o.o.o.o..。..,。,一汽车涂装废水处理工程实践韦东.沈致和(合肥工业大学土木与水利工程学院,合肥230009)摘要:汽车涂装废水具有成分复杂、水质波动大、污染物浓度高、可生化性差的特点。某废水处理站对磷化废水进行单独预处理,主体采用混凝沉淀一水解酸化一生物接触氧化的组合工艺。同时在水解酸化池中引入生活污水以提高废水的生化效果,经监测出水水质可以达到GB8978—1996《污水综合排放标准》三级排放标准。实践表明.谊工艺在技术和经济上均是合理可行的。关键词:涂装废水;混凝;水解酸化;生物接触氧化中图分类号:X703.1:X734.2文献标识码:B文章编号:1009—2455(2011)02—0072—04汽车及其零部件的装涂是汽车制造过程中产生废水量最大的环节之一。涂装废水含有树脂、表面活性剂、重金属离子、油、PO产、油漆、颜料、有机溶剂等污染物,CODo值高,若不妥善处理,会对环境产生严重污染⋯。目前处理汽车涂装废水最主要方法为物化预处理与生化二级处理相结合[2-3]。某汽车制造基地产生大量的废水.主要是涂装车间生产过程中产生的废水.另外还有工厂生活污水和其它辅助设施的生产废水。设计建造一座污水处理站.要求该基地的废水处理后的出水达到GB8978一1996《污水综合排放标准》三级排放标准。1废水来源1.1废水水源及特点本工程废水由汽车装配制造过程的涂装废水及工厂生活污水混合组成。涂装废水包括磷化钝化废水、脱脂废水和废液、电泳废水和废液、喷漆废水和废液等,主要含有磷酸盐、有机物、有机溶剂、重金属离子、油脂、氨氮、固体悬浮物等污染物。1.2废水水质水量汽车涂装生产线产生的涂装废水除部分清洗水连续溢流排放外,涂装废水多为间歇排放。涂装与生活混合废水水质见表1所示。表1混合废水水质涂装混合废水折算平均流量为2880m3/d,其中磷化废水:1340m3/d;脱脂废水:l040m3/d;脱脂废液:30m3/d:喷漆废水废液:160m3/d;电泳废水废液:260m3/d;其它废水:50m3/d。生活污水折算平均流量为300m3/d。·72·2处理工艺的选择由进水水质分析可知,污染物主要以镍、磷、有机污染物及悬浮物为主:其它可能的金属离子污收稿日期:20儿一Ol一培:修回日期:20ll—02—28n万方数据韦东,沈致和:汽车涂装废水处理工程实践染物还包括:Zn“、Mnz+、Cuz+,在生产过程及辅助设施运行过程中还产生表面活性剂(LAS)、油脂、氨氮等污染物。针对本项目涂装混合废水的特点.采用物化与生化相结合进行处理.物化法采用混凝沉淀一混凝气浮作为主体工艺.生化工艺采用水解酸化一生物NaOHFes04P^M磷化废水_'叶】i匾!垂],[蔓匿垂i!iii亟]皇主皇接触氧化法.另外由于磷化废水中含有重金属镍是国家严格控制的一类污染物.含镍废水的处理难度又较处理含其它金属废水要大得多[4].故对其进行单独预处理。2.1废水处理工艺流程本项目采用的废水处理工艺流程如图l所示。电泳废喷滦废脱脂脱脂萁它冲术废薄水库液庳坡废水洗摩水f————!ii。熹j匿——f.r—3【iii。j再i面—!二1.⋯⋯⋯;l事故池1.{调节池I’∞2嚣掣茸丽矗研‰掣些塑!些l匝圈叠母1图l涂装混合废水处理工艺流程2.2废水处理工艺说明2.2.1磷化废水处理由车间过来的磷化废水流人磷化废水池.后由泵提升进入混凝反应池,通过加入过量NaOH、CaCl:,废水中Ni“与OH一结合生成Ni(0H):沉淀,PO产与Ca2+结合生成Ca,(PO。):沉淀,Ni(0H):沉淀、Ca,(P04):沉淀通过与絮凝剂FeSO。、助凝剂PAM结合,形成大的矾花,经过斜板沉淀池去除大部分Ni(OH):沉淀、Ca,(PO。):沉淀。经过此段处理,废水中镍的质量浓度可降至1m∥L以下。2.2.2废水间歇预处理因脱脂废液、喷漆废水废液、电泳废水废液进水CODo浓度高,对后段处理冲击较大,故先将其排入事故池.混合均匀后.再由提升泵缓慢打入调节池。调节池内设空气搅拌装置,可充分进行水量调节和水质均衡【5].同时防止底部废水发生厌氧反应。混合废水的CODo质量浓度控制在1200m叽以下。后进入混凝沉淀和混凝气浮连续处理系统。2.2.3混凝沉淀、气浮在重金属离子和磷酸盐沉淀过程中.由于P043一生成Ca3(PO。)2沉淀的最佳pH值是11以上;而Zn“生成氢氧化物沉淀的最佳pH值范围是8.5~9.5,pH值过高会形成Zn022-而溶解,所以要分二级混凝反应以分别去除P043一和Zn“。同时。混凝反应后的固液分离采用斜板沉淀池来去除密度较大的重金属化合物沉淀.用气浮池来去除密度较轻的有机物颗粒等⋯。第1级混凝反应调节pH值为11。12。反应槽采用推流式反应槽,分为3格。第1格加碱将pH值调至11。12,加入NaOH、CaCl,.第2格加入混凝剂FeSO。,第3格加助凝剂PAM,反应后进入斜板沉淀池进行固液分离。3格停留时间分别为10、10、7.5min。斜板沉淀池表面负荷按1.5m3/(m2.h)设计。一级反应COD。去除率为35%.50%。第2级混凝反应的反应槽也采用推流式反应槽。分为3格。第1格加酸将pH值调回至8.5—9.5。第2格加PAC.第3格加PAM。反应后进入气浮池进行固液分离。二级反应槽3格停留时间分别为10、10、7.5min。气浮池的溶气水按处理水量的30%设计.同时气浮也去除了Zn:+和一部分的表面活性剂。二级反应COD。去除率为20%~25%。油脂去除率为85%~90%。·73·一~一辛n万方数据INDus豫IALwA,I’ER&wAsrrEwA,I’ER工业用水与废水v。1.42N。.2Apr.,20ll2.2.4生化处理气浮池出水和经预处理过的磷化废水自流进入水解酸化池。进入水解酸化池之前需加酸中和,使pH值在6。9范围内。为提高废水的可生化性,同时引入厂区内的生活污水。利用水解酸化池厌氧条件下微生物破坏有机物的长链后.再进入生物接触氧化池进行生物处理[引。好氧接触氧化池是整个废水处理工艺的核心部分。在有氧条件下。废水中的可降解有机污染物在好氧微生物作用下.一部分合成为微生物细胞,另一部分分解为CO:、H:O,得以彻底去除。从而使废水得到净化[训。随后流入二沉池进行泥水分离.经沉淀池澄清后的出水排入排水池达标排放,排水池出口设有CODo在线监控仪和明渠流量计.监测排放水水质水量。2.2.5污泥处理斜板沉淀池、气浮设备排出的污泥中含重金属离子和油脂.属危险废物。将其排入污泥储池,后经污泥泵提升进入带式浓缩压滤脱水机.脱水后污泥外运到安全填埋场处置.经物化处理后.废水中的重金属离子已基本全部沉淀。生化反应产生的污泥基本不含危险废物,与物化污泥分开处理。二沉池底部污泥由泵提升至生化污泥储池经污泥浓缩后提升进入带式浓缩压滤脱水机进行污泥脱水。脱水后污泥外运。带式浓缩压滤脱水机产生的滤液.由于其中的污染物浓度较高不能直接外排.排至物化污泥储池,上清液再回至调节池.重新进入废水处理系统与进水混合后一并处理.3主要构筑物本工程涂装废水折算平均流量为2880m,/d,生活污水折算平均流量为300m3/d。依据设计规范及实际情况进行计算.确定废水处理的主要构筑物。污水站主要构筑物参见表2所示.各构筑物均为钢筋混凝土结构.表2构筑物清单4处理效果和运行费用分析4.1废水处理效果试运行期间.分别对污水处理站磷化废水预处理出口和生物接触氧化池进、出口水质进行监测,监测结果如表3所示。监测结果显示:涂装车间预处理系统出口镍最大日均质量浓度为0.387m∥L,达到国家一类污染·74·物限值要求。生物接触氧化池出口pH值、SS、COD叭BOD5、石油类、总磷均可以满足GB8978—1996《污水综合排放标准》三级排放标准。部分指标甚至达到一、二级排放标准。4.2运行费用本工程废水处理费用主要有:电费0.50元/m,。自来水费0.02元/m3,药剂费用O.63元/m,。人工n万方数据韦东,沈致和:汽车涂装废水处理工程实践表3监测结果费0.12元/m3。运行总费用为1.27元/m3。5结论(1)磷化废水中重金属镍为国家一类控制污染物。且重金属镍在后续流程中较难处理.采取磷化废水单独预处理的方式,可以有效控制和去除镍.从而减少对环境危害。(2)由于涂装车间废水可生化性较差(m(BOD,)/m(CODQ)<0_3),且氮源不足,因此,提高原水可生化性是该废水生化处理的首要条件。在水解酸化池中引进生活污水.既节约购买营养盐费用又提高了涂装废水的生化效果。(3)该工艺对间歇排放的各废液的预处理,将其中的高浓度污染物降低后.再汇合进行物化处理,有效控制进水冲击负荷,而且剩余污泥量少。不存在污泥膨胀的问题,无需污泥回流,运转十分方便。选择合理的处理单元及正确组合.是工程取得良好处理效果的根本。本项目采用混凝沉淀一水解酸化一生物接触氧化的混合工艺进行汽车涂装废水处理,处理效果稳定、运行成本合理、操作维护简单,具有较好的经济效益、社会效益和环境效益。参考文献:[1]蔡莹,高亮.典型汽车涂装废水处理工艺[J].净水技术,2004,23(6):4l—抖.[2]刘绍根.汽车涂装废水处理技术[JJ.工业用水与废水,200l,32(2):ll—13.[3]同新萍,杨文峰,刘小勇.汽车行业涂装废水处理技术及工程实例[J].工业用水与废水,2006,37(6):88—90.[4]王春冬,陈文静,李韵,等.汽车涂装废水除镍的试验研究[J].环境科学与管理,2010,35(2):90一92.[5]赵济强,林西华.电镀涂装综合废水处理工程实践[J].工业水处理,2005,25(11):60—62.[6]任艳平,何宗健,彭希珑,等.国内汽车涂装废水处理技术[J].江西化工,2005,(2):38—40.[7]蒋宏国,罗琳,朱凌峰.汽车涂装废水处理工程的研究[J].水处理技术,2009,35(7):113一115.作者简介:韦东(1980一),男,安徽肥西人,硕士研究生。研究方向为城市给水排水工程与技术,(电子信箱)weianddong@126.“墨%ab“净%a均翻净∞abo∞o“净∞∞∞Ca∞∞∞∞∞∞∞∞渊∞Ca自裔Ca自0∞∞Ca口窜C3口0Ca000a000a000a00C0口拿C0口0C00拿C毒∞C5窜0Ca口0C喜q00a口(上接第17页)本相同。可见,采用次氯酸钠替代液氯,有利于降低水中消毒副产物在经水厂消毒处理过程中的增长程度。(3)对于氮磷及有机污染物的去除,次氯酸钠消毒1二艺的处理结果比液氯消毒好。采用次氯酸钠替代液氯,能够使水厂取得更好的出水水质。参考文献:[1】UmMY,ⅪmJM,KoG.Disin矗ectionkineticsofmurinen∞嘶msusingehlorine蚰dchlorinedioxide[J].watRes,2010,“(10):3243—3251.[2]ShinGA,sob鸵yMD.InactivationofnorovinIsbychlorinedisin—f&tionofwater[J].watRes,2008,42(17):4562—4568.[3]陆宇骏.次氯酸钠现场生产系统在大中型水厂的应用[J].净水技术,2010,29(1):70_73.[4]ShayduUimGM,SinikovaNA,kbedevAT.Re∞tionofonho一Ⅱ抡tll慨ybem崩cacidwitlltllewaterdisiⅢbctingagents020ne,chl丽ne锄dsodiumhypoclIl丽te⋯.En“撇ntalCheIlIistrykttem,2005,3(1):l一5.[5]LBbedevAT,Shaydullj∞GM,SjnikovaNA,以越.eC—MScompaIis叩ofthebt出aviorofchlorineandsodiumhypochl撕tetowardsorg锄iccompoundsdissolvedinwater[J].WatRes,2004,38(17):3713—3718.[6]张胜利,刘丹,曹臣.次氯酸钠氧化脱除废水中氨氮的研究[J].工业用水与废水,2009,40(3):23—26.作者简介:李述茂(1974一),男,山东安丘人,工程师,本科,主要从事自来水公司生产技术管理工作。(电话)021—54158510(电子信箱)opentoall@163.c咖。·75·n汽车涂装废水处理工程实践作者:韦东,沈致和作者单位:合肥工业大学土木与水利工程学院,合肥,230009刊名:工业用水与废水英文刊名:IndustrialWater&Wastewater年,卷(期):2011,42(2)参考文献(7条)1.蒋宏国;罗琳;朱凌峰汽车涂装废水处理工程的研究[期刊论文]-水处理技术2009(07)2.任艳平;何宗健;彭希珑国内汽车涂装废水处理技术[期刊论文]-江西化工2005(02)3.赵济强;林西华电镀涂装综合废水处理工程实践[期刊论文]-工业水处理2005(11)4.王春冬;陈文静;李韵汽车涂装废水除镍的试验研究[期刊论文]-环境科学与管理2010(02)5.闫新萍;杨文峰;刘小勇汽车行业涂装废水处理技术及工程实例[期刊论文]-工业用水与废水2006(06)6.刘绍根汽车涂装废水处理技术[期刊论文]-工业用水与废水2001(02)7.蔡莹;高亮典型汽车涂装废水处理工艺[期刊论文]-净水技术2004(06)本文链接:http://d.g.wanfangdata.com.cn/Periodical_gyysyfs201102020.aspx