

- 219.52 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
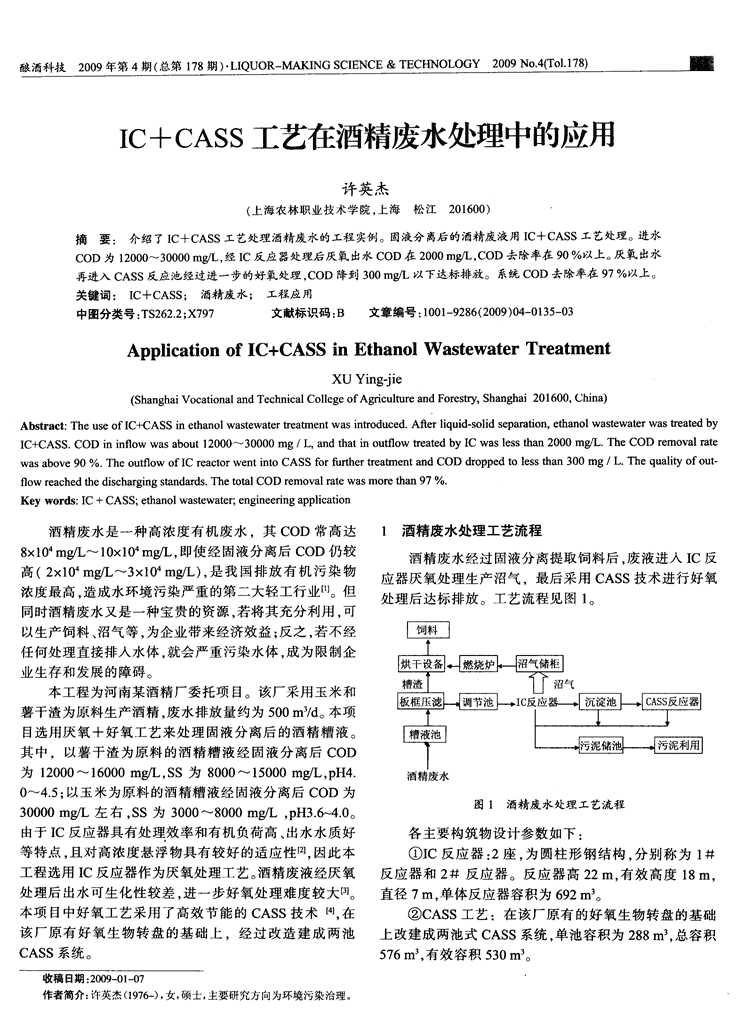
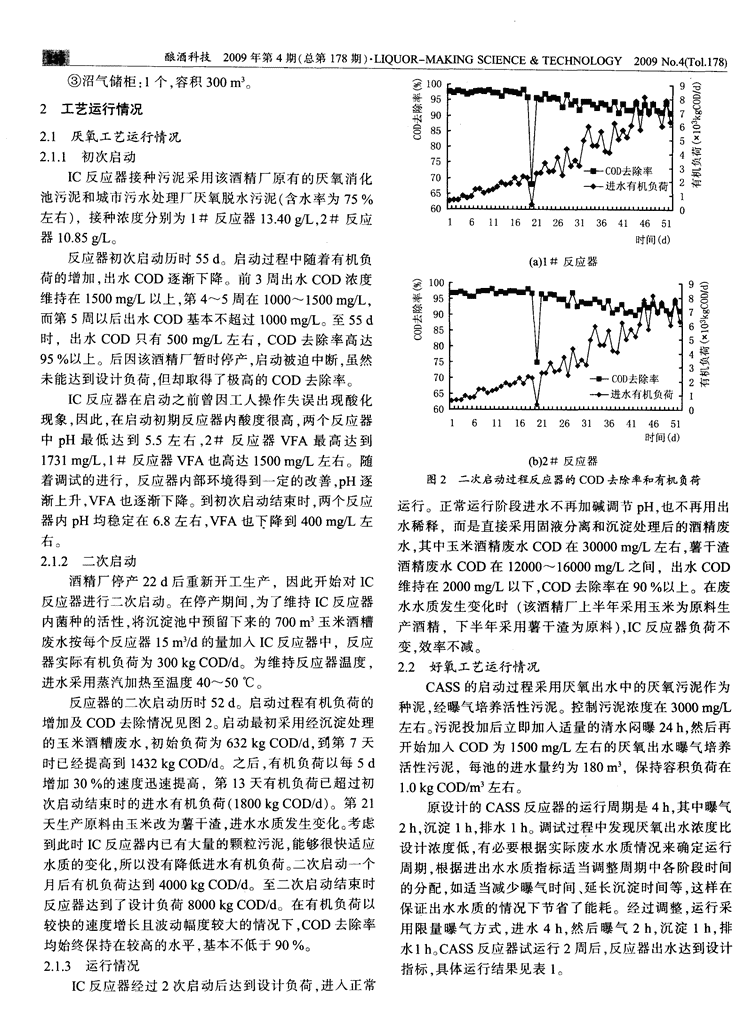
酿酒科技2009年第4期(总第178期)·LIQUOR—MAKINGSCIENCE!里!竺!:!:!IC+CASS工艺在酒精废水处理中的应用许英杰(上海农林职业技术学院,上海松江201600)摘要:介绍了IC+CASS工艺处理酒精废水的工程实例。固液分离后的酒精废液用ICWCASS工艺处理。进水COD为12000~30000mgrL,经IC反应器处理后厌氧出水COD在2000mg门L,COD去除率在90%以上。厌氧出水再进入CASS反应池经过进一步的好氧处理,COD降到300mg/L以下达标排放。系统COD去除率在97%以上。关键词:IC+CASS;酒精废水;工程应用中图分类号:TS262.2;X797文献标识码:B文章编号:1001-9286(2009)04—0135—03ApplicationofIC+CASSinEthanolWastewaterTreatmentXUYing-jie(ShanghaiVocationalandTechnicalCollegeofAgricultureandForestry,Shanghai201600,China)Abstract:TheuseofIC+CASSinethanolwastewatertreatmentwasintroduced.Afterliquid-solidseparation,ethanolwastewaterwastreatedbyIC+CASS.CODininflowwasabout12000~30000mg/L,andthatinoutflowtreatedbyICwaslessthan2000mg/L.TheCODremovalratewasabove90%.TheoutflowofICreactorwentintoCASSfurfurthertreatmentandCODdroppedtolessthan300mg/L.Thequalityofout—flowreachedthedischargingstandards.ThetotalCODremovalratewasmorethan97%.Keywords:IC+CASS;ethanolwastewater;engineeringapplication酒精废水是一种高浓度有机废水,其C0D常高达l酒精废水处理工艺流程8x10m扎~lOxlOmg/L,即使经固液分离后COD仍较酒精废水经过固液分离提取饲料后,废液进入IC反高(2x10mg/L~3xl0mg/L),是我国排放有机污染物应器厌氧处理生产沼气,最后采用CASS技术进行好氧浓度最高。造成水环境污染严重的第二大轻工行业[1]。但处理后达标排放。工艺流程见图l。同时酒精废水又是一种宝贵的资源,若将其充分利用,可以生产饲料、沼气等,为企业带来经济效益;反之,若不经圃任何处理直接排人水体,就会严重污染水体,成为限制企业生存和发展的障碍。本工程为河南某酒精厂委托项目。该厂采用玉米和薯干渣为原料生产酒精,废水排放量约为500m3/d。本项目选用厌氧+好氧工艺来处理固液分离后的酒精糟液。其中.以薯干渣为原料的酒精糟液经固液分离后COD为12000~16000m,SS为800015000mg/L,pH4.酒精废水0~4.5:以玉米为原料的酒精糟液经固液分离后COD为图1酒精废水处理工艺流程30000mg/L左右,SS为3000~8000mg门L,pH3.6~4.0。由于IC反应器具有处理效率和有机负荷高、出水水质好各主要构筑物设计参数如下:等特点,且对高浓度悬浮物具有较好的适应性[21.因此本①IC反应器:2座,为圆柱形钢结构,分别称为1#工程选用IC反应器作为厌氧处理工艺。酒精废液经厌氧反应器和2#反应器。反应器高22m,有效高度18m.处理后出水可生化性较差,进一步好氧处理难度较大[3]。直径7m,单体反应器容积为692m,。本项目中好氧工艺采用了高效节能的CASS技术[4].在(~)CASS工艺:在该厂原有的好氧生物转盘的基础该厂原有好氧生物转盘的基础上,经过改造建成两池上改建成两池式CASS系统,单池容积为288m,。总容积CASS系统576m,有效容积530m收稿日期:2oo9一O1—07作者简介:许英杰(1976一),女,硕士,主要研究方向为环境污染治理。n坠塑苎!!笙!塑璺篁!塑!:二GSCIENCE&TECHNOLOGY2009No.4(To1.178)③沼气储柜:1个,容积300m31斛2工艺运行情况曹2.1厌氧工-乙re.-还,~行情况82.1.1初次启动IC反应器接种污泥采用该酒精厂原有的厌氧消化池污泥和城市污水处理厂厌氧脱水污泥(含水率为75%左右),接种浓度分别为1#反应器l3.40g门L,2#反应l6l11621263136414651器10.85g/L。时间(d)反应器初次启动历时55d。启动过程中随着有机负(a)l#反应器荷的增加,出水COD逐渐下降。前3周出水COD浓度维持在1500mg/L以上,第4~5周在1000~1500m叽,而第5周以后出水COD基本不超过1000mg/L至55d时,出水COD只有500mg/L左右,COD去除率高达95%以上。后因该酒精厂暂时停产,启动被迫中断,虽然未能达到设计负荷,但却取得了极高的COD去除率。IC反应器在启动之前曾因工人操作失误出现酸化现象,因此,在启动初期反应器内酸度很高.两个反应器16111621263136414651一96一槲。0u中pH最低达到5.5左右,2#反应器VFA最高达到时间(d)∞%∞∞硒∞∞%∞踮∞加%∞l731mg/L,l#反应器vFA也高达1500mgrL左右。随(b)2#反应器着调试的进行,反应器内部环境得到一定的改善,pH逐图2二次启动过程反应器的COD去除率和有机负荷渐上升,VFA也逐渐下降。到初次启动结束时,两个反应运行。正常运行阶段进水不再加碱调节pH,也不再用出器内pH均稳定在6.8左右,VFA也下降到400mg/L左水稀释,而是直接采用固液分离和沉淀处理后的酒精废右。水,其中玉米酒精废水COD在30000mg/L左右,薯干渣2.1.2二次启动酒精废水COD在12000~16000mg/L之间.出水CoD酒精厂停产22d后重新开工生产,因此开始对IC维持在2000mg/L以下,COD去除率在90%以上。在废反应器进行二次启动。在停产期间,为了维持IC反应器水水质发生变化时(该酒精厂上半年采用玉米为原料生内菌种的活性,将沉淀池中预留下来的700m,玉米酒糟产酒精,下半年采用薯干渣为原料),IC反应器负荷不废水按每个反应器15m3/d的量加入IC反应器中,反应变,效率不减。器实际有机负荷为300kgCOD/d。为维持反应器温度,2.2好氧工艺运行情况进水采9用8蒸7汽6加5热4至3温2度140~50℃。CASS的启动过程采用厌氧出水中的厌氧污泥作为98765432lO反一应p,0器0的。二_【x次)撂启动暴忙历时52d。启动过程有机负荷的种泥,经曝气培养活性污泥。控制污泥浓度在3000mg/L一p,000_【x)蟮暴忙增加及COD去除情况见图2。启动最初采用经沉淀处理左右。污泥投加后立即加入适量的清水闷曝24h,然后再的玉米酒糟废水,初始负荷为632kgCOD/d,到第7天开始加入COD为l500mg/L左右的厌氧出水曝气培养时已经提高到1432kgCOD/d。之后,有机负荷以每5d活性污泥,每池的进水量约为180nl,保持容积负荷在增加30%的速度迅速提高,第13天有机负荷已超过初1.0kgCOD/m左右。次启动结束时的进水有机负荷(1800kgCOD/d)。第2l原设计的CASS反应器的运行周期是4h.其中曝气天生产原料由玉米改为薯干渣,进水水质发生变化。考虑2h,沉淀1h,排水1h。调试过程中发现厌氧出水浓度比到此时IC反应器内已有大量的颗粒污泥,能够很快适应设计浓度低,有必要根据实际废水水质情况来确定运行水质的变化,所以没有降低进水有机负荷。二次启动一个周期.根据进出水水质指标适当调整周期中各阶段时间月后有机负荷达到4000kgCOD/d。至二次启动结束时的分配。如适当减少曝气时间、延长沉淀时间等,这样在反应器达到了设计负荷8000kgCOD/d。在有机负荷以保证出水水质的情况下节省了能耗。经过调整,运行采较快的速度增长且波动幅度较大的情况下,COD去除率用限量曝气方式,进水4h,然后曝气2h,沉淀lh,排均始终保持在较高的水平,基本不低于90%。水1h。CASS反应器试运行2周后,反应器出水达到设计2.1.3运行情况指标,具体运行结果见表l。IC反应器经过2次启动后达到设计负荷,进入正常n酿酒科技2009年第4期(总第178期)·LIQUOR—MAK1NGSCIENCE&TECHN0:!!:!!关于开展中国白酒标准化技术发展论坛暨“武陵杯’’中国白酒标准化技术与发展征文活动的通知各白酒分会技术委员会委员、业内专家、学者:2008年l1月份全国白酒标准化技术委员会宣布成立,这标志着中国白酒的民族工业地位的提升,同时也给中国白酒的技术进步和产品质量的提高带来机遇,为中国白酒走向世界做好技术准备。12月份酱香型白酒分技术委员会和浓香型白酒分技术委员会相继成立。今年2月份凤香型、豉香型、米香型白酒分技术委员会也相继成立。全国白酒标准化技术委员会和各分技术委员会的成立汇集了全行业的技术精英,为白酒行业的技术标准的进步提供了保障。由于中国白酒标准化技术起步较晚,标准的技术进步也不快,长期以来中国白酒标准化技术相对滞后,标准繁多,相互间缺乏关联,有的标准的确起到了推动行业技术进步的作用,有的标准则不然。食品安全、食品添加剂、产品标注都成了我们必须面对和亟待解决的问题,技术标准的规范、现行标准的修订以及新标准开发等都迫在眉睫。因此,决定将“中国白酒标准化技术与发展”作为2009年白酒分会技术委员会的论文题目。现将本次征文活动的有关内容通知如下:一、论文总体要求紧扣主题,围绕中国白酒技术标准的执行、存在问题、标准的关联、标准的缺失、标准的修订、新标准的开发等展开论述。论点明确、论述严密、文字简洁,以不超过5000字为宜。二、论文征集方式1.论文征集即日开始,截止日期2009年8月31日。2.本次论文以电子邮件形式收集(Email:cada2006@126.com)通讯地址:中国酿酒工业协会北京市海淀区阜成路l4号航天科技大厦l1层、邮编:100048电话:010.68193040联系人:宋书玉甘权三、论文发表与讲演“武陵杯”中国白酒类型生产技术与发展论文,在《酿酒》、《酿酒科技》上开辟专栏。2009年白酒分会技术委员会年会计划于10月在广西桂林市召开,届时请作者演讲论文。四、论文评奖参加每年中国酿酒工业协会优秀论文评选。中国酿酒工业协会白酒分会、二00九年三月十日抄报:中国酿酒工业协会理事长、驻会副理事长、秘书长抄送:中国酿酒工业协会办公室、各分会、广西酿酒工业协会、湖南武陵酒有限公司-一-表1CASS工艺运行结果之间转换,废水水质也随之变化。玉米酒精废水COD在项目指标项目指标30000mg门L左右,pH在3.6-4.0,薯干渣酒精废水COD进水C0D(mg/L)1400~1800出水pH7.0~7.8在12000~16000mgm,pH在4.0~5.5。在废水水质变化出水COD(mg/L)<300泥负荷gCOD)0(kg~LSS·d).’32~0.4一2时,IC反应器负荷不变,COD去除率仍稳定在90%以出水SS(mg/L)100~150COD去除率(%)78~83上。参考文献:3结论【1】施安辉.当前酿酒工业固体酒糟生态型综合利用的前景【J】.山3.1IC+CASS工艺高效低耗、行之有效东食品发酵,2004,(3):9-11.IC+CASS工艺是酒精废水处理的一条高效低耗、行[2】邵希豪,喻俊,等.内循环厌氧反应器(IC)探讨[J].中国沼气,之有效的技术路线。酒精废水经过固液分离后采用本工2001,19(1):27—33.[3]买文宁.生物化工废水处理技术及工程实例[M】.北京:化学工艺处理,进水COD在12000~30000mg门L,出水COD在业出版社.2002.18O一185.300mg/L以下,总COD去除率在97%以上。[4】BianYing.FlexibilityinOperatingaCASSDiaryWastewater3.2IC反应器适应力强TreatmentPlant[J].WaterEnviom.Fed.Allnu.Conf.Expo.,IC反应器在酒精废水的处理中对水质变化有较强1997,70(3):339—407.的适应能力。该厂的酒精生产原料每年在玉米和薯干渣