

- 191.44 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
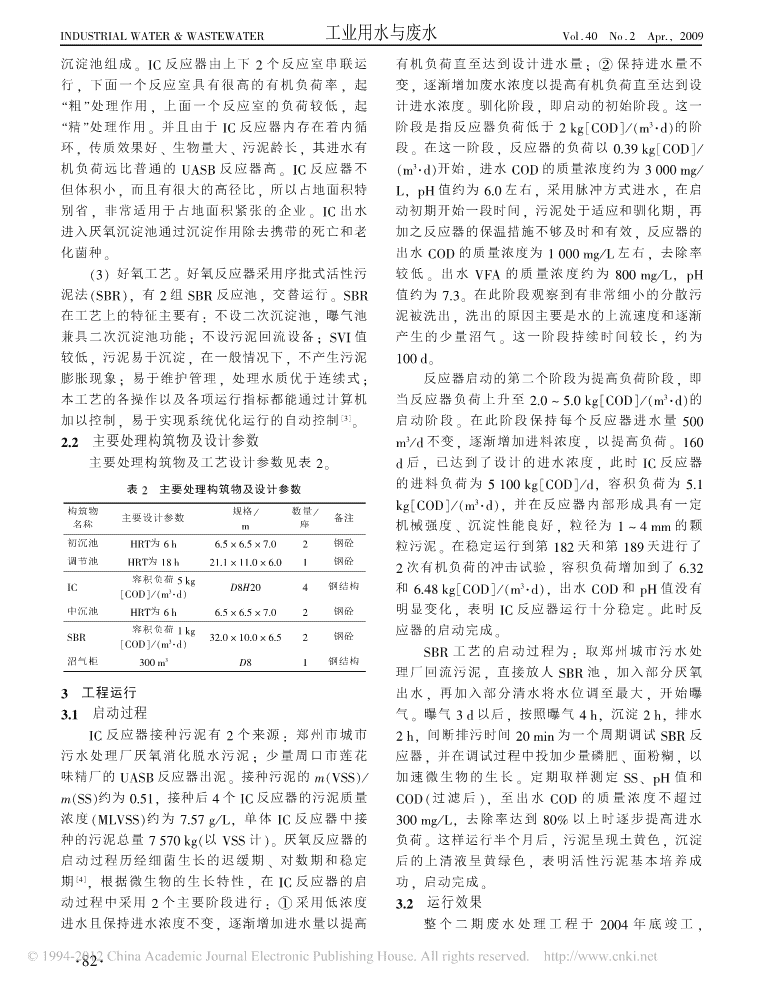
INDUSTRIALWATER&WASTEWATER工业用水与废水Vol.40No.2Apr.,2009"!!!!!!"!工程实例!"!!!!!!"IC-SBR工艺在金霉素生产废水处理中的应用苏涛,买文宁,代吉华(郑州大学水利与环境学院,郑州450002)摘要:采用IC-SBR工艺处理金霉素生产废水,设计规模为1600t/d。在进水COD、BOD5、SS、NH3-N的质量浓度分别为11700、5300、1550、140mg/L时,处理后出水的COD、BOD5、SS、NH3-N的质量浓度分别为138、29、84、46mg/L,达到了《污水综合排放标准》(GB8978-1996)二级排放标准。工程实践表明该工艺具有投资与占地面积少,运行效果稳定,运行费用低,可回收能源等优点,具有很高的推广价值。关键词:金霉素废水;内循环厌氧反应器;序批式活性污泥法;工程设计中图分类号:X787.031文献标识码:B文章编号:%1009-2455(2009)02-0081-03抗生素生产废水是一类高色度、成分复杂、难表1金霉素生产废水水质水量降解和生物毒性物质多的高浓度有机废水,其项目废母液冲洗废水混合废水44水量/(t·d-1)11005001600COD的质量浓度常高达1×10~8×10mg/L。目pH值3.9~6.38.6~8.85.0~8.0前抗生素废水处理常用的工艺为预处理-厌氧-好ρ-1)160014001550(SS)/(mg·L氧工艺,而常用的厌氧工艺为UASB反应器,该反ρ-1)16500120011700(COD)/(mg·L应器存在占地面积较大,处理效率较低,投资费用-1ρ(BOD5)/(mg·L)75005005300[1-2]高等缺点。河南某制药企业废水处理二期工程ρ(NH-N)/(mg·L-1)210101403中,采用新型高效内循环厌氧反应器(IC反应器)色度/倍300120244处理抗生素生产废水,实际运行证明,IC反应器冲洗废水沼气柜燃烧利用启动速度较快,运行稳定性强,IC反应器出水再废集初调加中经SBR反应器处理,出水能够稳定达到《污水综合出母水沉节热IC沉SBR水液井池池池池排放标准》(GB8978-1996)二级排放标准。1废水来源及水质集泥池浓缩池污泥脱水间泥饼河南某制药厂主要利用玉米淀粉、黄豆饼粉、上清液压滤液花生饼粉等农副产品为原料,经过生物发酵生产金图1废水处理工艺流程霉素。该企业生产能力为12000t/a,生产过程中排放的废水主要分两部分:一部分为金霉素分离提池和加热池组成。高浓度的有机废水进入废水处理取过程中的高浓度废母液,废水中含有大量未被微站,首先经过初沉池,除去能够沉淀的悬浮物,然生物利用的残糖、未被提取的金霉素以及发酵过程后进入调节池和发酵车间排出的冲洗废水均匀混中的代谢产物;另一部分为发酵车间的低浓度冲洗合,把废水的COD调至适当浓度,废水再进入加废水。废水水质水量见表1。热池,以保证后续厌氧反应所需温度要求,必要时2工艺技术说明可在此加热池中投加药剂,以调节废水的pH值和2.1工艺流程补充营养物质。二期金霉素生产废水处理工艺流程见图1。(2)厌氧工艺。厌氧处理由IC反应器和厌氧该制药厂二期的废水处理工艺主要特点有:基金项目:河南省重点科技攻关项目(0423033600)(1)预处理系统。预处理系统由初沉池、调节收稿日期:2008-12-24;修回日期:2009-01-15·81·nINDUSTRIALWATER&WASTEWATER工业用水与废水Vol.40No.2Apr.,2009沉淀池组成。IC反应器由上下2个反应室串联运有机负荷直至达到设计进水量;②保持进水量不行,下面一个反应室具有很高的有机负荷率,起变,逐渐增加废水浓度以提高有机负荷直至达到设“粗”处理作用,上面一个反应室的负荷较低,起计进水浓度。驯化阶段,即启动的初始阶段。这一阶段是指反应器负荷低于2kg[COD]/(m3“精”处理作用。并且由于IC反应器内存在着内循·d)的阶环,传质效果好、生物量大、污泥龄长,其进水有段。在这一阶段,反应器的负荷以0.39kg[COD]/机负荷远比普通的UASB反应器高。IC反应器不3(m·d)开始,进水COD的质量浓度约为3000mg/但体积小,而且有很大的高径比,所以占地面积特L,pH值约为6.0左右,采用脉冲方式进水,在启别省,非常适用于占地面积紧张的企业。IC出水动初期开始一段时间,污泥处于适应和驯化期,再进入厌氧沉淀池通过沉淀作用除去携带的死亡和老加之反应器的保温措施不够及时和有效,反应器的化菌种。出水COD的质量浓度为1000mg/L左右,去除率(3)好氧工艺。好氧反应器采用序批式活性污较低。出水VFA的质量浓度约为800mg/L,pH泥法(SBR),有2组SBR反应池,交替运行。SBR值约为7.3。在此阶段观察到有非常细小的分散污在工艺上的特征主要有:不设二次沉淀池,曝气池泥被洗出,洗出的原因主要是水的上流速度和逐渐兼具二次沉淀池功能;不设污泥回流设备;SVI值产生的少量沼气。这一阶段持续时间较长,约为较低,污泥易于沉淀,在一般情况下,不产生污泥100d。膨胀现象;易于维护管理,处理水质优于连续式;反应器启动的第二个阶段为提高负荷阶段,即本工艺的各操作以及各项运行指标都能通过计算机当反应器负荷上升至2.0~5.0kg[COD]/(m3·d)的加以控制,易于实现系统优化运行的自动控制[3]启动阶段。在此阶段保持每个反应器进水量500。32.2主要处理构筑物及设计参数m/d不变,逐渐增加进料浓度,以提高负荷。160主要处理构筑物及工艺设计参数见表2。d后,已达到了设计的进水浓度,此时IC反应器的进料负荷为5100kg[COD]/d,容积负荷为5.1表2主要处理构筑物及设计参数3kg[COD]/(m·d),并在反应器内部形成具有一定构筑物规格/数量/主要设计参数备注名称m座机械强度、沉淀性能良好,粒径为1~4mm的颗初沉池HRT为6h6.5×6.5×7.02钢砼粒污泥。在稳定运行到第182天和第189天进行了调节池HRT为18h21.1×11.0×6.01钢砼2次有机负荷的冲击试验,容积负荷增加到了6.32容积负荷5kgICD8H204钢结构和6.48kg[COD]/(m3·d),出水COD和pH值没有[COD]/(m3·d)中沉池HRT为6h6.5×6.5×7.02钢砼明显变化,表明IC反应器运行十分稳定。此时反容积负荷1kg应器的启动完成。SBR32.0×10.0×6.52钢砼[COD]/(m3·d)SBR工艺的启动过程为:取郑州城市污水处沼气柜300m3D81钢结构理厂回流污泥,直接放人SBR池,加入部分厌氧3工程运行出水,再加入部分清水将水位调至最大,开始曝3.1启动过程气。曝气3d以后,按照曝气4h,沉淀2h,排水IC反应器接种污泥有2个来源:郑州市城市2h,间断排污时间20min为一个周期调试SBR反污水处理厂厌氧消化脱水污泥;少量周口市莲花应器,并在调试过程中投加少量磷肥、面粉糊,以味精厂的UASB反应器出泥。接种污泥的m(VSS)/加速微生物的生长。定期取样测定SS、pH值和m(SS)约为0.51,接种后4个IC反应器的污泥质量COD(过滤后),至出水COD的质量浓度不超过浓度(MLVSS)约为7.57g/L,单体IC反应器中接300mg/L,去除率达到80%以上时逐步提高进水种的污泥总量7570kg(以VSS计)。厌氧反应器的负荷。这样运行半个月后,污泥呈现土黄色,沉淀启动过程历经细菌生长的迟缓期、对数期和稳定后的上清液呈黄绿色,表明活性污泥基本培养成期[4]功,启动完成。,根据微生物的生长特性,在IC反应器的启动过程中采用2个主要阶段进行:①采用低浓度3.2运行效果进水且保持进水浓度不变,逐渐增加进水量以提高整个二期废水处理工程于2004年底竣工,·82·n苏涛,买文宁,代吉华:IC-SBR工艺在金霉素生产废水处理中的应用2005年初进行调试,至6月份系统出水已经达标4工程效益并能稳定运行,委托当地监测站对该废水处理设施4.1环境效益进行了验收监测,连续7d、每天4次的取样监测,本工程建成后每天去除COD高达18.5t,出水各处理单元的处理效果见表3。可以达到《污水综合排放标准》(GB8978-1996)二级排放标准,为企业的进一步发展铺平了道路;同表3废水处理系统各单元处理效果时大大减轻了水体污染,对促进区域经济发展和改处理单元SSCODBOD5NH3-N善生态环境都将产生积极的作用。进水/(mg·L-1)16001650075002104.2经济效益初沉池出水/(mg·L-1)998137125828210本废水处理工程年运行费用为142万元,处理去除率/%37.616.922.30进水/(mg·L-1成本为2.5元/m3。本废水处理工程在厌氧处理过程)112498024163140IC反出水/(mg·L-1)4591411470180中日产沼气5760m3,用于烘干制药过程中产生的应器去除率/%59.285.688.7菌丝蛋白以生产饲料添加剂,沼气按0.5元/m3计出水/(mg·L-1)2671135355180中沉池算,每年可以获得103万元的经济效益,则每年的去除率/%41.819.624.50实际运行费用为39万元,处理成本为0.67元/m3。出水/(mg·L-1)841382946SBR反应器去除率/%68.587.891.874.45结论排放标准/(mg·L-1)≤200≤300≤60≤50IC-SBR工艺用于金霉素抗生素生产废水的处理,既充分回收利用了废水中的资源,又通过预处3.3问题及讨论理降低了后续处理的难度,从而更能体现厌氧-好(1)IC反应器运行以来,出现过由于锅炉房氧组合工艺的优点,充分发挥出厌氧微生物承担高蒸汽量不足,冬季运行温度较低,出水COD浓度浓度、高负荷与回收有效能源的优势和好氧微生物偏高的问题。分析认为,温度下降则引起微生物代生长速度快,处理水质好的优点,使废水能够达标谢活力下降从而使厌氧处理系统的处理能力下降。排放。(2)抗生素废水经厌氧系统处理后进入好氧生物处理系统,m(BOD5)/m(COD)约为0.3左右。运参考文献:行过程中为了增加好氧生物处理系统进水的可生化[1]JHFPereboom.SizedistributionmodelformethanogenicgranulesfromfullscaleUASBandICreactors[J].WatSciTech,1994,30性与污泥活性,部分废水未经厌氧处理直接从调节(12):211-221.池进入好氧生物处理系统。运行结果表明,此法可[2]王晓慧,买文宁,张丽.金霉素废水处理实例[J].工业用水与以有效提高好氧系统运行效果,提高出水水质。废水,2005,36(3):76-78.(3)接种污泥的数量和质量是厌氧系统启动的[3]买文宁.生物化工废水处理技术及工程实例[M].北京:化学工业出版社,2002.35-36.一个至关重要的因素。用厌氧消化污泥接种时,接[4]胡纪萃.试论内循环厌氧反应器[J].中国沼气,1999,17种污泥的质量浓度(MLVSS)一般应不小于10g/L。(2):3-6.本调试过程中IC反应器接种污泥为城市污水处理厂的消化污泥,MLVSS的质量浓度为7.57g/L,经作者简介:苏涛(1983-),男,山东菏泽人,硕士研究生,研究精心培养,成功启动了IC反应器。方向为水污染控制与技术,(电子信箱)st0530217@163.com。··············································水处理专利·专利名称:强化内源反硝化生物脱氮装置沉淀池、出水管组成。特征在于:沉淀池底部与水解酸化池底部申请号:200720103280.4由回流污泥管连接;水解酸化池底部与沉砂池出水管连接,顶部摘要:强化内源反硝化生物脱氮装置属污水处理领域,解决现有设有与缺氧池进水管连接的集水装置,还包括悬浮污泥区、泥水装置脱氮效率低、运行能耗高、占地面积大、污泥产量高等问题。分离区、生物膜强化区;悬浮污泥区设有循环泵;悬浮污泥区设该装置由进水管、格栅、沉砂池、水解酸化池、缺氧池、好氧池、有排泥口。该装置有节能、高效、投资和运行成本低等特点。·83·