

- 115.24 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
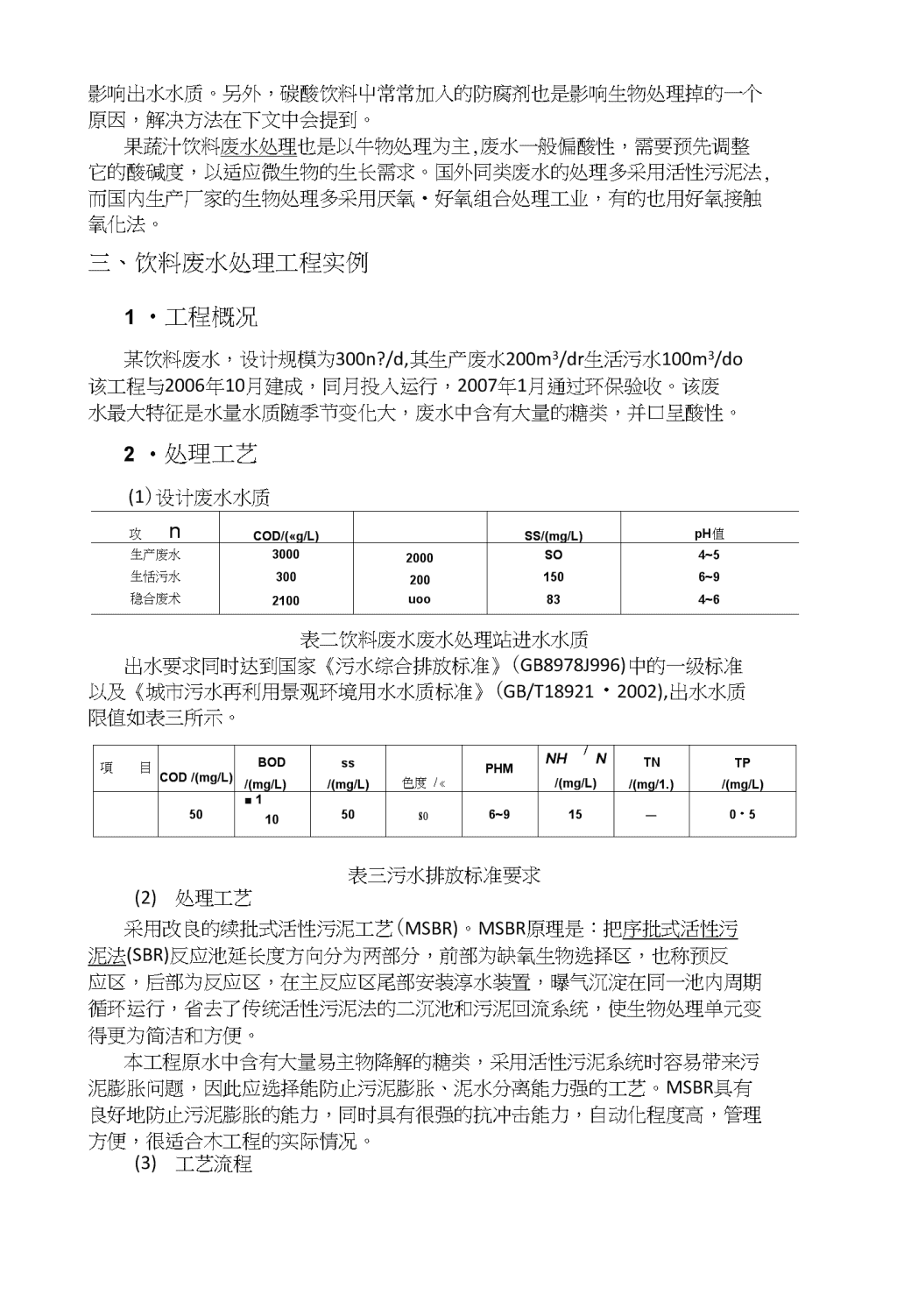
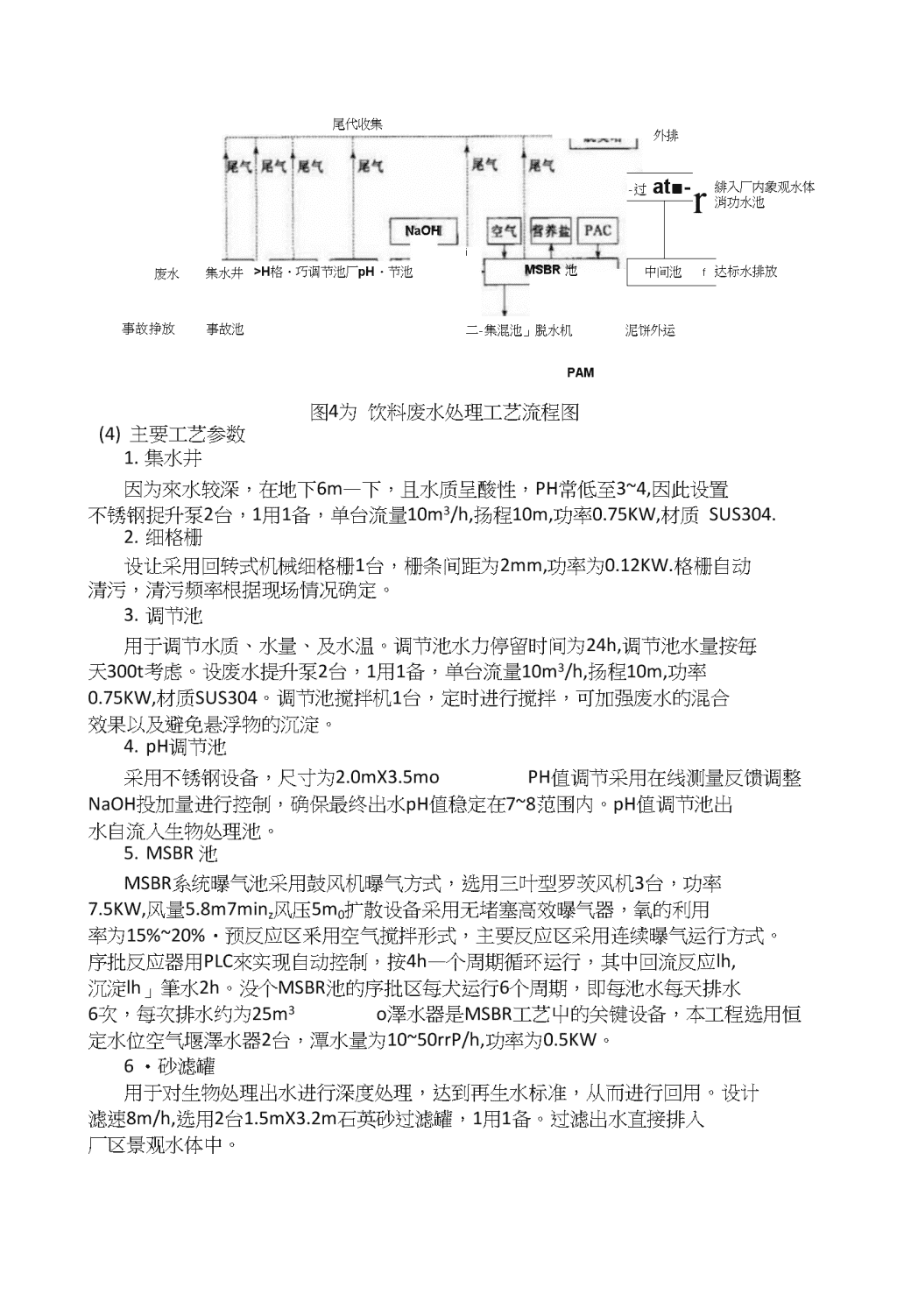
一、饮料废水的来源和特点饮料品质很多,包描碳酸饮料、果汁及果汁饮料、蔬菜汁饮料、含乳饮料、植物蛋白饮料、瓶装饮用水、固体饮料、茶饮料和特殊用途饮料等,其屮碳酸饮料、果蔬汁饮料、瓶装水饮料是饮料行业最人的三类产品,其中碳酸饮料的产量最大,约占50%。饮料行业废水主耍是碳酸饮料生产和杲蔬汁饮料生产过程中产生的废水,并且污染严重。比较而言茶饮料以及瓶装水产生的废水污染较轻。碳酸饮料是由糖浆和碳酸水定量配置而成的,其生产工程可分为三个基本工序:糖浆的配置、碳酸水的制备、洗瓶灌装封口。生产工艺分为一次灌装和二次灌装两种方法,一次灌装是将糖浆和水用定量混合机按一定比例进行连续混合,再充入二氧化碳,制成碳酸饮料,然后一次灌装融入容器内;二次灌装法是将配好的糖浆灌入容器内后,再用灌水机向瓶屮充入碳酸。碳酸饮料的主产过程中,废水的主要来源是灌装区的洗瓶水、生产设备冲洗、碎瓶饮料以及地面的冲洗水。其屮冲洗水水量最大,有机物浓度较低且水量均匀,其排放量约占废水水量的70%以上。混合废水冇机物含量较高,间歇排放、水质水量极其不均匀,尤其是废水量随季节的波动大,PH值不稳定。碳酸饮料生产混合废水的典型水质见表一。COD/(mg/L)BOD/(mg/L)SS/(mg/L)pHfll混合废水650-3000320-1800100-4002-13表一碳酸饮料生产混合废水水质果蔬汁是以新鲜水果或者蔬菜为原料用压榨或者其他方法取得的汁液,通过预处理、打浆、榨汁或浸提、澄清和过滤、均质、脱气、压缩、成分调整、包装和杀菌等工序制造而成。果蔬汁的生产废水主要來源于:原料的预处理、打浆、榨汁和浸提、浓缩、杀菌;各类生产容器及设备的冲洗水;中间产物的排泄以及灌装车间泄漏部分产品;厂区生活污水。果蔬汁饮料废水CODlOOOmg/L左右,属于中等浓度的有机废水。废水的N、P含量低,SS含量高,PH偏酸性,有机污染物主要有有机酸、蔗糖等。废水的水质波动变化较大。二、饮料废水的处理方法碳酸饮料废水的污染物主要是冇机物,可生化性比较好,可采用以生物法为主的处理方法。对于COD浓度较高的废水宜采用厌氧•好氧联合处理,对于有机物浓度较低的废水,可单-独采用好氧处理工艺。由于废水屮的悬浮物浓度较低,因此一般的预处理单元就可以满足后续生物处理工艺的要求。通过总程平衡技术,根据碳酸饮料的生产工序可以将废水分为四大类:1•浓度高且均匀排放的废水,此类废水作为浓水;2.浓度低月.均匀排放的废水,此类废水作为淡水;3.浓度非均匀废水;4.未超标废水,确定浓淡水的切换时间(平衡点)的依据是分流后总处理费用最低。将1、3类浓水先进行厌氧处理,去除70%以上的污染物,再与2类废水合并进行好氧处理进-一步降低废水中有机污染的含量,使后续好氧反应池、污泥浓缩池、污泥处理装置及投药装置的建设费用都较大程度降低。总程平衡程度虽然增加了一部分管道、分流及捉升、预处理设备、但与节省的费用比,建设费用与常规工艺基本持平,其运行费用却大幅度降低。值得注意的是碳酸饮料废水屮缺少氮、磷,使得碳氮比例不均衡,容易造成牛物处理运行怵I难,n影响出水水质。另外,碳酸饮料屮常常加入的防腐剂也是影响生物处理掉的一个原因,解决方法在下文中会提到。果蔬汁饮料废水处理也是以牛物处理为主,废水一般偏酸性,需要预先调整它的酸碱度,以适应微生物的生长需求。国外同类废水的处理多采用活性污泥法,而国内生产厂家的生物处理多采用厌氧•好氧组合处理工业,有的也用好氧接触氧化法。三、饮料废水处理工程实例1•工程概况某饮料废水,设计规模为300n?/d,其生产废水200m3/dr生活污水100m3/do该工程与2006年10月建成,同月投入运行,2007年1月通过环保验收。该废水最大特征是水量水质随季节变化大,废水中含有大量的糖类,并口呈酸性。2•处理工艺(1)设计废水水质攻nCOD/(«g/L)SS/(mg/L)pH值生产废水30002000SO4~5生恬污水3002001506~9稳合废术2100uoo834~6表二饮料废水废水处理站进水水质出水要求同时达到国家《污水综合排放标准》(GB8978J996)中的一级标准以及《城市污水再利用景观环境用水水质标准》(GB/T18921・2002),出水水质限值如表三所示。項目COD/(mg/L)BOD/(mg/L)ss/(mg/L)色度/«PHMNH「N/(mg/L)TN/(mg/1.)TP/(mg/L)50■11050so6~915—0・5表三污水排放标准要求(2)处理工艺采用改良的续批式活性污泥工艺(MSBR)。MSBR原理是:把序批式活性污泥法(SBR)反应池延长度方向分为两部分,前部为缺氧生物选择区,也称预反应区,后部为反应区,在主反应区尾部安装淳水装置,曝气沉淀在同一池内周期循环运行,省去了传统活性污泥法的二沉池和污泥回流系统,使生物处理单元变得更为简洁和方便。本工程原水中含有大量易主物降解的糖类,采用活性污泥系统时容易带来污泥膨胀问题,因此应选择能防止污泥膨胀、泥水分离能力强的工艺。MSBR具有良好地防止污泥膨胀的能力,同时具有很强的抗冲击能力,自动化程度高,管理方便,很适合木工程的实际情况。(3)工艺流程n事故挣放尾代收集NaOHiMSBR池>H格・巧调节池厂pH・节池集水井废水事故池二-集混池」脱水机PAM-过at■-r中间池f外排泥饼外运緋入厂内象观水体消功水池达标水排放图4为饮料废水处理工艺流程图(2)主要工艺参数1.集水井因为來水较深,在地下6m—下,且水质呈酸性,PH常低至3~4,因此设置不锈钢捉升泵2台,1用1备,单台流量10m3/h,扬程10m,功率0.75KW,材质SUS304.2.细格栅设让采用回转式机械细格栅1台,栅条间距为2mm,功率为0.12KW.格栅自动清污,清污频率根据现场情况确定。3.调节池用于调节水质、水量、及水温。调节池水力停留时间为24h,调节池水量按毎天300t考虑。设废水提升泵2台,1用1备,单台流量10m3/h,扬程10m,功率0.75KW,材质SUS304。调节池搅拌机1台,定时进行搅拌,可加强废水的混合效果以及避免悬浮物的沉淀。4.pH调节池采用不锈钢设备,尺寸为2.0mX3.5moPH值调节采用在线测量反馈调整NaOH投加量进行控制,确保最终出水pH值稳定在7~8范围内。pH值调节池出水自流入生物处理池。5.MSBR池MSBR系统曝气池采用鼓风机曝气方式,选用三叶型罗茨风机3台,功率7.5KW,风量5.8m7minz风压5m0扩散设备采用无堵塞高效曝气器,氧的利用率为15%~20%・预反应区釆用空气搅拌形式,主要反应区采用连续曝气运行方式。序批反应器用PLC來实现自动控制,按4h—个周期循环运行,其中回流反应lh,沉淀lh」筆水2h。没个MSBR池的序批区每犬运行6个周期,即每池水每天排水6次,每次排水约为25m3o澤水器是MSBR工艺屮的关键设备,本工程选用恒定水位空气堰澤水器2台,潭水量为10~50rrP/h,功率为0.5KW。6•砂滤罐用于对生物处理出水进行深度处理,达到再生水标准,从而进行回用。设计滤速8m/h,选用2台1.5mX3.2m石英砂过滤罐,1用1备。过滤出水直接排入厂区景观水体中。n四.工程评价本工程设计有一个容积为70计左右的事故池,用于存放泄漏原料和不合格产品,既解决了事故排放问题,避免了高浓度事故废水对处理工艺单冲击,同时也为停产期间维持废水处理系统的活性污泥提供营养。废水处理工程选址位于整个厂区的屮心地带,厂区办公楼和生产车间均在工程主导风向下流,为防止飘散的异味影响下风向重点区域的空气质量,废水处理工程全部排气进行了有组织收集,经过脱臭后再排入大气。