

- 1.34 MB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
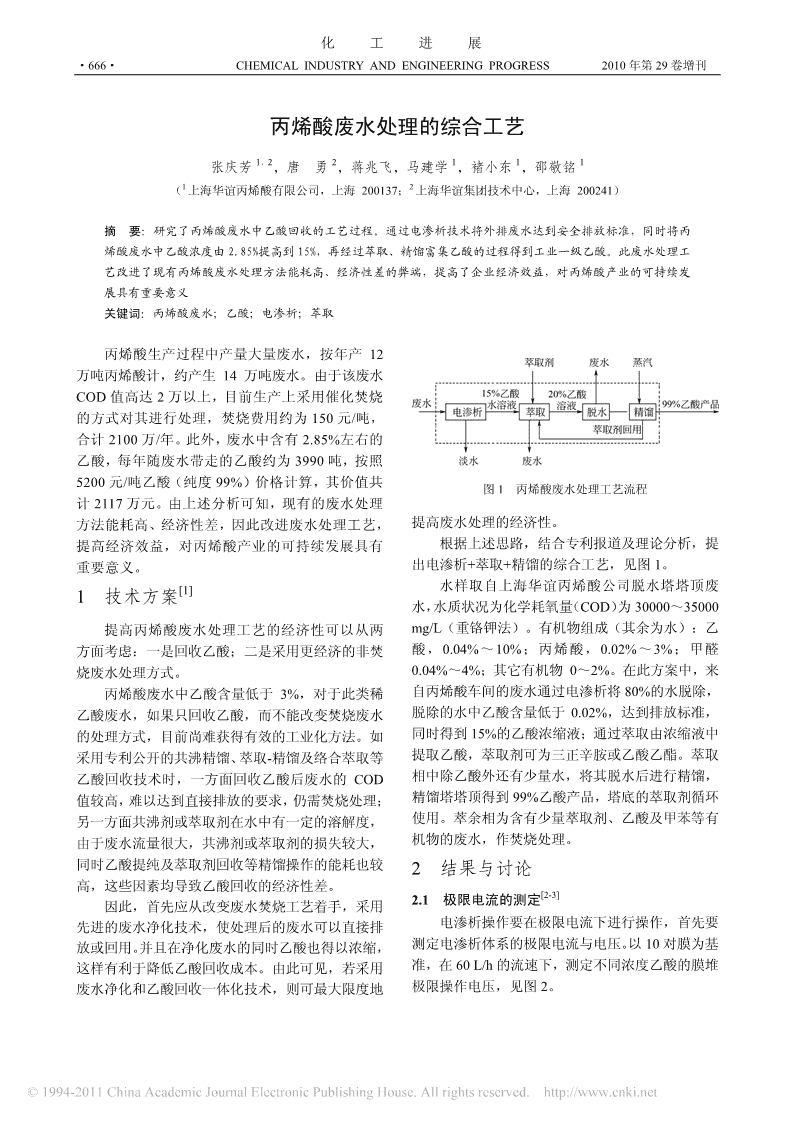
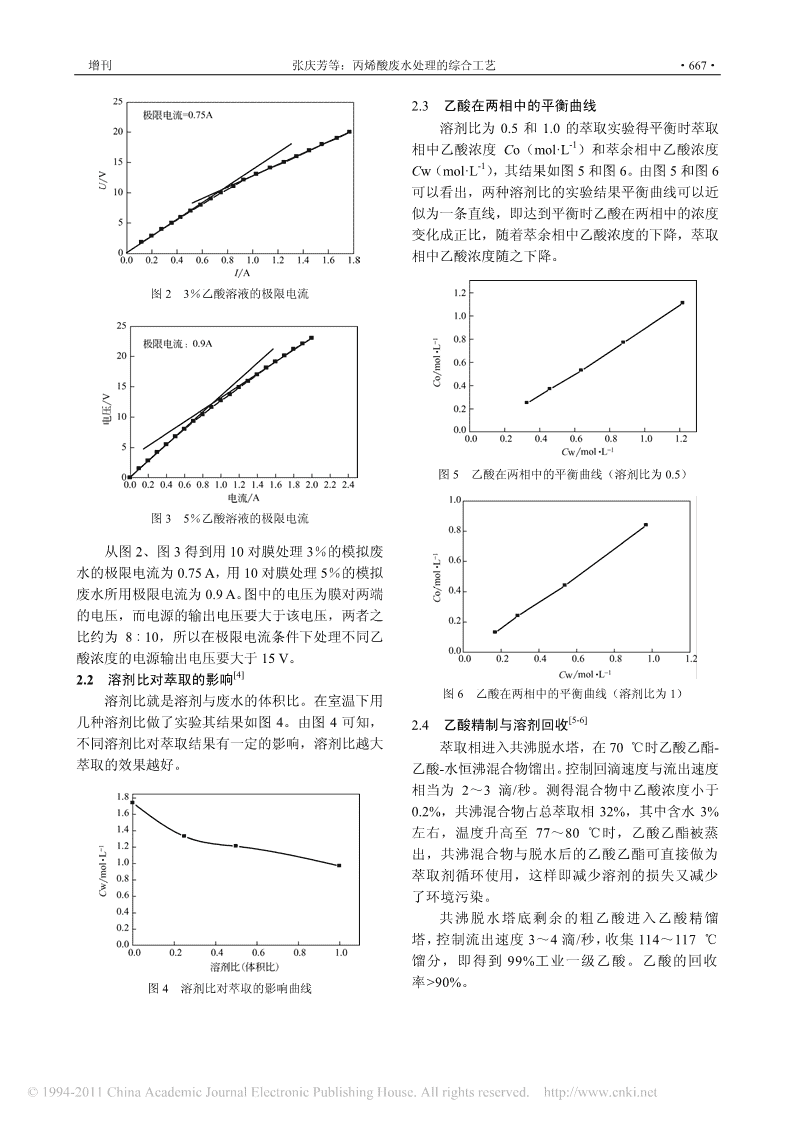
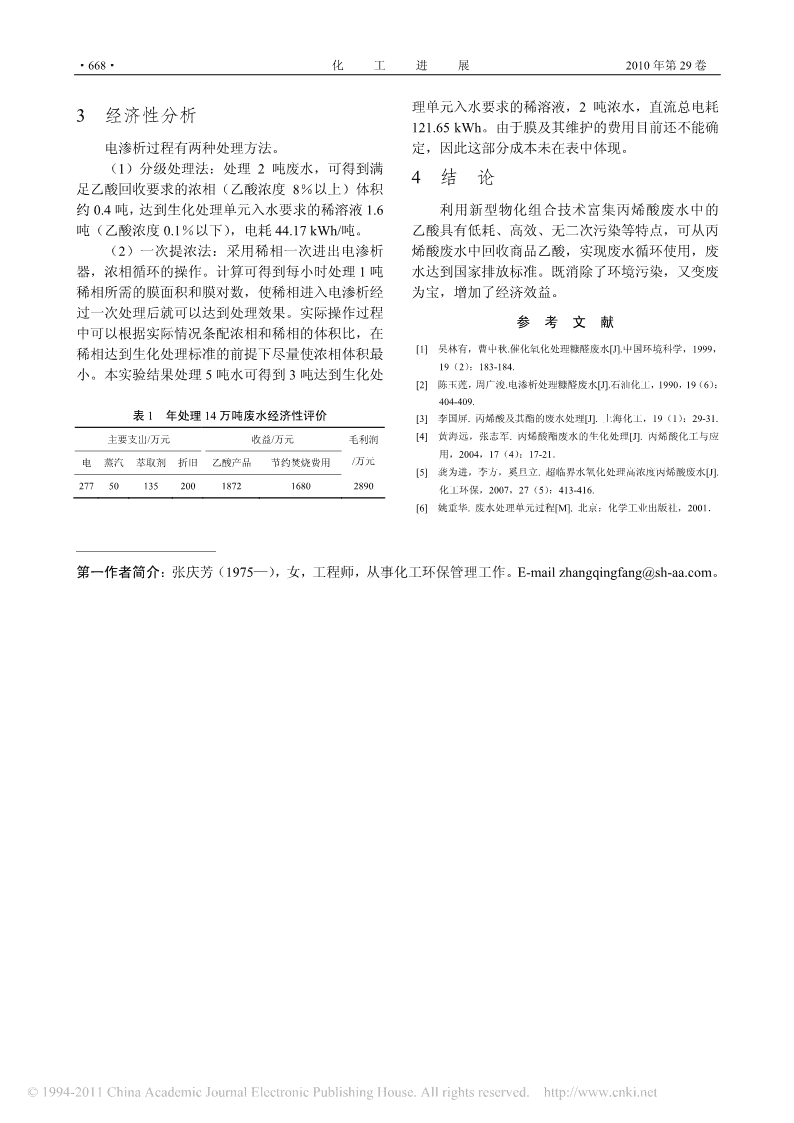
化工进展·666·CHEMICALINDUSTRYANDENGINEERINGPROGRESS2010年第29卷增刊丙烯酸废水处理的综合工艺1,22111张庆芳,唐勇,蒋兆飞,马建学,褚小东,邵敬铭12(上海华谊丙烯酸有限公司,上海200137;上海华谊集团技术中心,上海200241)摘要:研究了丙烯酸废水中乙酸回收的工艺过程。通过电渗析技术将外排废水达到安全排放标准,同时将丙烯酸废水中乙酸浓度由2.85%提高到15%,再经过萃取、精馏富集乙酸的过程得到工业一级乙酸。此废水处理工艺改进了现有丙烯酸废水处理方法能耗高、经济性差的弊端,提高了企业经济效益,对丙烯酸产业的可持续发展具有重要意义关键词:丙烯酸废水;乙酸;电渗析;萃取丙烯酸生产过程中产量大量废水,按年产12万吨丙烯酸计,约产生14万吨废水。由于该废水COD值高达2万以上,目前生产上采用催化焚烧的方式对其进行处理,焚烧费用约为150元/吨,合计2100万/年。此外,废水中含有2.85%左右的乙酸,每年随废水带走的乙酸约为3990吨,按照5200元/吨乙酸(纯度99%)价格计算,其价值共图1丙烯酸废水处理工艺流程计2117万元。由上述分析可知,现有的废水处理方法能耗高、经济性差,因此改进废水处理工艺,提高废水处理的经济性。提高经济效益,对丙烯酸产业的可持续发展具有根据上述思路,结合专利报道及理论分析,提重要意义。出电渗析+萃取+精馏的综合工艺,见图1。[1]水样取自上海华谊丙烯酸公司脱水塔塔顶废1技术方案水,水质状况为化学耗氧量(COD)为30000~35000提高丙烯酸废水处理工艺的经济性可以从两mg/L(重铬钾法)。有机物组成(其余为水):乙方面考虑:一是回收乙酸;二是采用更经济的非焚酸,0.04%~10%;丙烯酸,0.02%~3%;甲醛烧废水处理方式。0.04%~4%;其它有机物0~2%。在此方案中,来丙烯酸废水中乙酸含量低于3%,对于此类稀自丙烯酸车间的废水通过电渗析将80%的水脱除,乙酸废水,如果只回收乙酸,而不能改变焚烧废水脱除的水中乙酸含量低于0.02%,达到排放标准,的处理方式,目前尚难获得有效的工业化方法。如同时得到15%的乙酸浓缩液;通过萃取由浓缩液中采用专利公开的共沸精馏、萃取-精馏及络合萃取等提取乙酸,萃取剂可为三正辛胺或乙酸乙酯。萃取乙酸回收技术时,一方面回收乙酸后废水的COD相中除乙酸外还有少量水,将其脱水后进行精馏,值较高,难以达到直接排放的要求,仍需焚烧处理;精馏塔塔顶得到99%乙酸产品,塔底的萃取剂循环另一方面共沸剂或萃取剂在水中有一定的溶解度,使用。萃余相为含有少量萃取剂、乙酸及甲苯等有由于废水流量很大,共沸剂或萃取剂的损失较大,机物的废水,作焚烧处理。同时乙酸提纯及萃取剂回收等精馏操作的能耗也较2结果与讨论高,这些因素均导致乙酸回收的经济性差。[2-3]2.1极限电流的测定因此,首先应从改变废水焚烧工艺着手,采用先进的废水净化技术,使处理后的废水可以直接排电渗析操作要在极限电流下进行操作,首先要放或回用。并且在净化废水的同时乙酸也得以浓缩,测定电渗析体系的极限电流与电压。以10对膜为基这样有利于降低乙酸回收成本。由此可见,若采用准,在60L/h的流速下,测定不同浓度乙酸的膜堆废水净化和乙酸回收一体化技术,则可最大限度地极限操作电压,见图2。n增刊张庆芳等:丙烯酸废水处理的综合工艺·667·2.3乙酸在两相中的平衡曲线溶剂比为0.5和1.0的萃取实验得平衡时萃取-1相中乙酸浓度Co(mol·L)和萃余相中乙酸浓度-1Cw(mol·L),其结果如图5和图6。由图5和图6可以看出,两种溶剂比的实验结果平衡曲线可以近似为一条直线,即达到平衡时乙酸在两相中的浓度变化成正比,随着萃余相中乙酸浓度的下降,萃取相中乙酸浓度随之下降。图23%乙酸溶液的极限电流图5乙酸在两相中的平衡曲线(溶剂比为0.5)图35%乙酸溶液的极限电流从图2、图3得到用10对膜处理3%的模拟废水的极限电流为0.75A,用10对膜处理5%的模拟废水所用极限电流为0.9A。图中的电压为膜对两端的电压,而电源的输出电压要大于该电压,两者之比约为8∶10,所以在极限电流条件下处理不同乙酸浓度的电源输出电压要大于15V。2.2溶剂比对萃取的影响[4]图6乙酸在两相中的平衡曲线(溶剂比为1)溶剂比就是溶剂与废水的体积比。在室温下用几种溶剂比做了实验其结果如图4。由图4可知,2.4乙酸精制与溶剂回收[5-6]不同溶剂比对萃取结果有一定的影响,溶剂比越大萃取相进入共沸脱水塔,在70℃时乙酸乙酯-萃取的效果越好。乙酸-水恒沸混合物馏出。控制回滴速度与流出速度相当为2~3滴/秒。测得混合物中乙酸浓度小于0.2%,共沸混合物占总萃取相32%,其中含水3%左右,温度升高至77~80℃时,乙酸乙酯被蒸出,共沸混合物与脱水后的乙酸乙酯可直接做为萃取剂循环使用,这样即减少溶剂的损失又减少了环境污染。共沸脱水塔底剩余的粗乙酸进入乙酸精馏塔,控制流出速度3~4滴/秒,收集114~117℃馏分,即得到99%工业一级乙酸。乙酸的回收率>90%。图4溶剂比对萃取的影响曲线n·668·化工进展2010年第29卷理单元入水要求的稀溶液,2吨浓水,直流总电耗3经济性分析121.65kWh。由于膜及其维护的费用目前还不能确电渗析过程有两种处理方法。定,因此这部分成本未在表中体现。(1)分级处理法:处理2吨废水,可得到满4结论足乙酸回收要求的浓相(乙酸浓度8%以上)体积约0.4吨,达到生化处理单元入水要求的稀溶液1.6利用新型物化组合技术富集丙烯酸废水中的吨(乙酸浓度0.1%以下),电耗44.17kWh/吨。乙酸具有低耗、高效、无二次污染等特点,可从丙(2)一次提浓法:采用稀相一次进出电渗析烯酸废水中回收商品乙酸,实现废水循环使用,废器,浓相循环的操作。计算可得到每小时处理1吨水达到国家排放标准。既消除了环境污染,又变废稀相所需的膜面积和膜对数,使稀相进入电渗析经为宝,增加了经济效益。过一次处理后就可以达到处理效果。实际操作过程参考文献中可以根据实际情况条配浓相和稀相的体积比,在[1]吴林有,曹中秋.催化氧化处理糠醛废水[J].中国环境科学,1999,稀相达到生化处理标准的前提下尽量使浓相体积最19(2):183-184.小。本实验结果处理5吨水可得到3吨达到生化处[2]陈玉莲,周广浚.电渗析处理糠醛废水[J].石油化工,1990,19(6):404-409.表1年处理14万吨废水经济性评价[3]李国屏.丙烯酸及其酯的废水处理[J].上海化工,19(1):29-31.主要支出/万元收益/万元毛利润[4]黄海远,张志军.丙烯酸酯废水的生化处理[J].丙烯酸化工与应用,2004,17(4):17-21.电蒸汽萃取剂折旧乙酸产品节约焚烧费用/万元[5]龚为进,李方,奚旦立.超临界水氧化处理高浓度丙烯酸废水[J].27750135200187216802890化工环保,2007,27(5):413-416.[6]姚重华.废水处理单元过程[M].北京:化学工业出版社,2001.——————————第一作者简介:张庆芳(1975—),女,工程师,从事化工环保管理工作。E-mailzhangqingfang@sh-aa.com。