

- 42.09 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
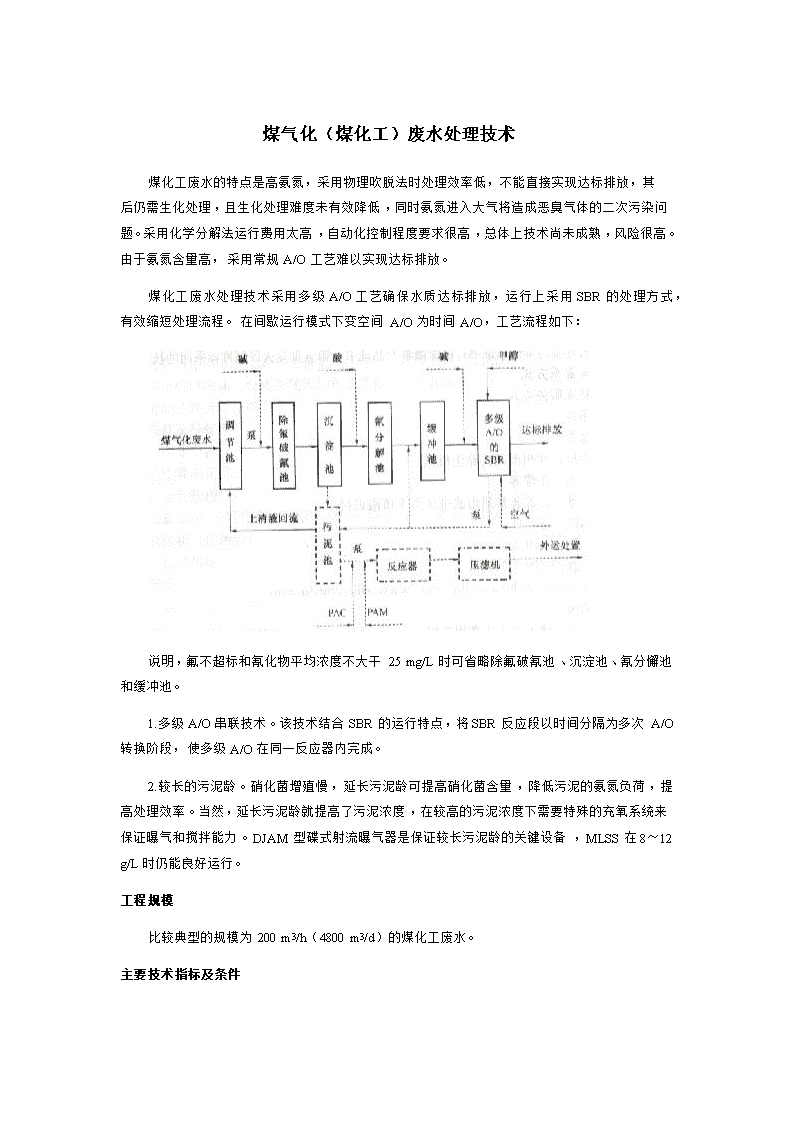
煤气化(煤化工)废水处理技术 煤化工废水的特点是高氨氮,采用物理吹脱法时处理效率低,不能直接实现达标排放,其后仍需生化处理,且生化处理难度未有效降低,同时氨氮进入大气将造成恶臭气体的二次污染问题。采用化学分解法运行费用太高,自动化控制程度要求很高,总体上技术尚未成熟,风险很高。由于氨氮含量高,采用常规A/O工艺难以实现达标排放。煤化工废水处理技术采用多级A/O工艺确保水质达标排放,运行上采用SBR的处理方式,有效缩短处理流程。在间歇运行模式下变空间A/O为时间A/O,工艺流程如下: 说明,氟不超标和氰化物平均浓度不大干25mg/L时可省略除氟破氰池、沉淀池、氰分懈池和缓冲池。1.多级A/O串联技术。该技术结合SBR的运行特点,将SBR反应段以时间分隔为多次A/O转换阶段,使多级A/O在同一反应器内完成。2.较长的污泥龄。硝化菌增殖慢,延长污泥龄可提高硝化菌含量,降低污泥的氨氮负荷,提高处理效率。当然,延长污泥龄就提高了污泥浓度,在较高的污泥浓度下需要特殊的充氧系统来保证曝气和搅拌能力。DJAM型碟式射流曝气器是保证较长污泥龄的关键设备,MLSS在8~12g/L时仍能良好运行。工程规模比较典型的规模为200m3/h(4800m3/d)的煤化工废水。主要技术指标及条件n一、技术指标氨氮去除率:达到98%以上进水NH3-N<500mg/L时,出水NH3-N≤10mg/L运行费用;2~2.5元/t占地面积:1~l.2m2/m3COD、SS等达到冷却循环用水标准二、条件要求进水NH3-N<500mg/L对好氧菌有毒性物质的浓度小于50% 水温10—35℃主要设备及运行管理(4800m3/d的煤化工废水)一、主要设备离心鼓风机、正压射流曝气器、机械格栅、旋转式滗水器、一体化带式浓缩脱水机、污泥反应器、集水池、污水泵、循环水泵、污泥抽出泵、卸碱液泵、碱贮罐、甲醇液投加设备、PAC溶液投加设备、多介质过滤器、进水电动蝶阀、进甲醇电动球阀。二、运行管理煤气化废水处理站的运行采用PLC自动编程控制,关键的运行环境(温度、pH值、ORP值、DO值、流量)采用在线测量、控制的方式,避免人为因素影响系统运行。所有常用机电设备均备用,所有机电设备根据在线仪表信号、设定时间或联动信号来自动工作。关键设备和管配件均采用耐腐蚀材质,主体防腐寿命长达20年以上,维护保养工作量很小。主要配套的机电、控制设备均采用国际知名产品,运行稳定,使用寿命长。nXn