

- 314.00 KB
- 2022-04-26 发布


- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
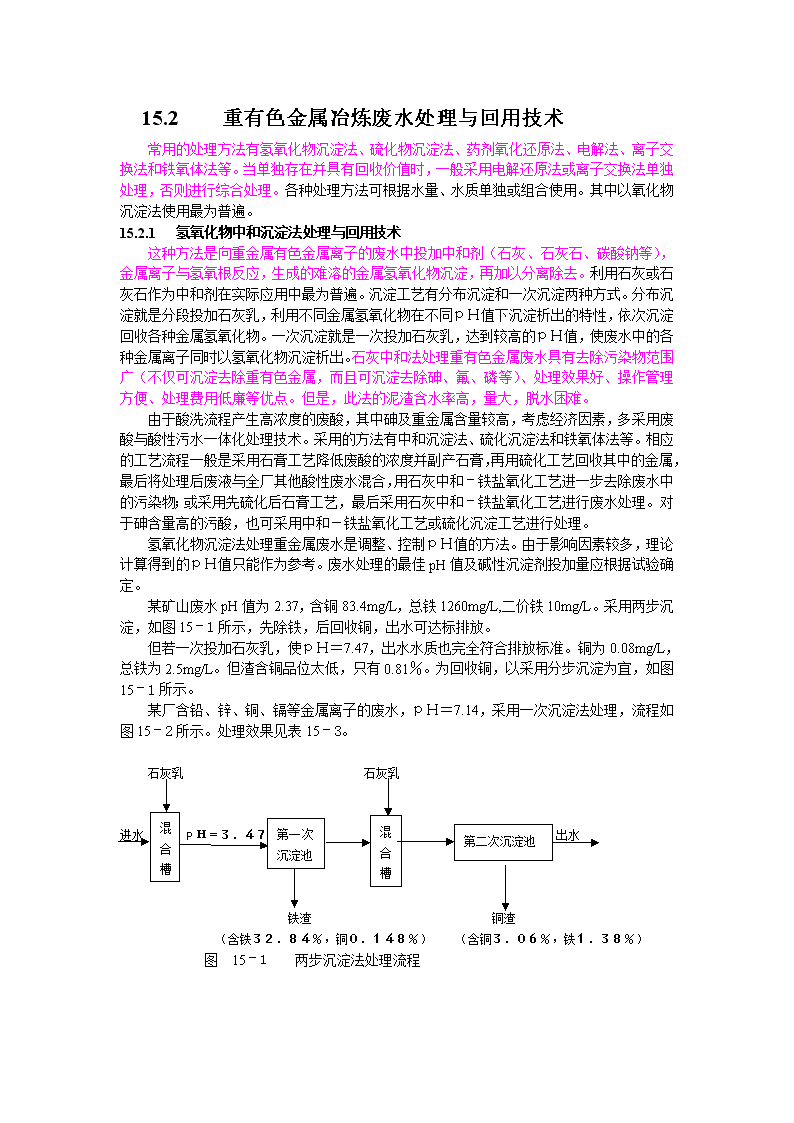
15.2 重有色金属冶炼废水处理与回用技术常用的处理方法有氢氧化物沉淀法、硫化物沉淀法、药剂氧化还原法、电解法、离子交换法和铁氧体法等。当单独存在并具有回收价值时,一般采用电解还原法或离子交换法单独处理,否则进行综合处理。各种处理方法可根据水量、水质单独或组合使用。其中以氧化物沉淀法使用最为普遍。15.2.1氢氧化物中和沉淀法处理与回用技术这种方法是向重金属有色金属离子的废水中投加中和剂(石灰、石灰石、碳酸钠等),金属离子与氢氧根反应,生成的难溶的金属氢氧化物沉淀,再加以分离除去。利用石灰或石灰石作为中和剂在实际应用中最为普遍。沉淀工艺有分布沉淀和一次沉淀两种方式。分布沉淀就是分段投加石灰乳,利用不同金属氢氧化物在不同pH值下沉淀析出的特性,依次沉淀回收各种金属氢氧化物。一次沉淀就是一次投加石灰乳,达到较高的pH值,使废水中的各种金属离子同时以氢氧化物沉淀析出。石灰中和法处理重有色金属废水具有去除污染物范围广(不仅可沉淀去除重有色金属,而且可沉淀去除砷、氟、磷等)、处理效果好、操作管理方便、处理费用低廉等优点。但是,此法的泥渣含水率高,量大,脱水困难。由于酸洗流程产生高浓度的废酸,其中砷及重金属含量较高,考虑经济因素,多采用废酸与酸性污水一体化处理技术。采用的方法有中和沉淀法、硫化沉淀法和铁氧体法等。相应的工艺流程一般是采用石膏工艺降低废酸的浓度并副产石膏,再用硫化工艺回收其中的金属,最后将处理后废液与全厂其他酸性废水混合,用石灰中和–铁盐氧化工艺进一步去除废水中的污染物;或采用先硫化后石膏工艺,最后采用石灰中和–铁盐氧化工艺进行废水处理。对于砷含量高的污酸,也可采用中和-铁盐氧化工艺或硫化沉淀工艺进行处理。氢氧化物沉淀法处理重金属废水是调整、控制pH值的方法。由于影响因素较多,理论计算得到的pH值只能作为参考。废水处理的最佳pH值及碱性沉淀剂投加量应根据试验确定。某矿山废水pH值为2.37,含铜83.4mg/L,总铁1260mg/L,二价铁10mg/L。采用两步沉淀,如图15–1所示,先除铁,后回收铜,出水可达标排放。但若一次投加石灰乳,使pH=7.47,出水水质也完全符合排放标准。铜为0.08mg/L,总铁为2.5mg/L。但渣含铜品位太低,只有0.81%。为回收铜,以采用分步沉淀为宜,如图15–1所示。某厂含铅、锌、铜、镉等金属离子的废水,pH=7.14,采用一次沉淀法处理,流程如图15–2所示。处理效果见表15–3。 石灰乳 石灰乳混合槽第一次沉淀池混合槽混合槽 第二次沉淀池进水 pH=3.47 出水 铁渣 铜渣 (含铁32.84%,铜0.148%) (含铜3.06%,铁1.38%) 图 15–1 两步沉淀法处理流程n石灰乳硫酸混合槽沉淀池 中和槽 进水 pH=10.4 pH<9 出水 沉渣图15–2石灰法处理流程表15–3一步沉淀法处理金属废水的效果单位:mg/L,pH值除外项目pH值ZnPbCuCdAs废水石灰处理后7.1410.43421.6136.50.6280.057.120.062.410.024 氢氧化物沉淀法处理重金属废水具有流程简单,处理效果好,操作管理便利,处理成本低廉的特点;但采用石灰时,渣量大,含水率高,脱水困难。 15.2.2 硫化物沉淀法处理与回用技术向废水中投加硫化钠或硫化氢等硫化剂,使金属离子与硫离子反应,生成难溶的金属硫化物沉淀,予以分离除去。几种金属硫化物的溶度积见表15–4。表15–4几种金属硫化物的溶度积金属硫化物KspKs金属硫化物KspKsAg2SCdSCoSCuSFeSHg2S6.3×10-507.9×10-274.0×10-216.3×10-363.2×10-181.0×10-4549.2026.1020.4035.2017.5045.00 HgSMnSNiSPbSSnSZnS4.0×10-552.5×10-153.2×10-198×10-281×10-251.6×10-2452.4012.6018.5027.9025.0023.80根据金属硫化物溶度积的大小,其沉淀析出的次序为:Hg2+→Ag+→As3+→Bi3+→Cu2+→Pb2+→Cd2+→Sn2+→Zn2+→Co2+→Ni2+→Fe3+→Mn2+,位置越靠前的金属硫化物,其溶解度越小,处理也越容易。所以用石灰难以达到排放标准的含汞废水用硫化剂处理更为有利。某矿山排水量为130m3/d,pH=2.6,含铜50mg/L、二价铁340mg/L、三价铁380mg/L。采用石灰石–硫化钠–石灰组合处理流程(如图15–3所示)以回收铜,去除其他金属离子。处理后的水质符合排放标准,尚可回收品位为50%的硫化铜。 石灰石硫化钠或硫化氢石灰乳n沉渣池浓密池混合槽混合槽沉淀池混合槽进水 pH=4pH<9出水铁渣铜渣(回收)沉渣图15–3硫化物沉淀法处理流程金属硫化物的溶度积比金属氢氧化物的小得多,故前者比后者更为有效。同石灰法比较,还具有渣量少、易脱水、沉渣金属品位高、有利于金属的回收利用等优点。但硫化钠价格高,处理过程中产生硫化氢气体易造成二次污染,处理后的水中硫离子含量超过排放标准,还需经一步处理;同时生成的金属硫化物非常细小,难以沉降等,限制了硫化物沉淀法的应用,不如氢氧化物沉淀法使用得普遍广泛。15.2.3药剂还原法处理与回用技术向废水中投加还原剂,使金属离子还原为金属或还原成价数较低的金属离子,再加石灰使其成为金属氢氧化物沉淀。还原法常用于含铬废水的处理,也可用于铜、汞等金属离子的回收。含铬废水主要以六价铬的酸根离子形式存在,一般将其还原为微毒的三价铬后,投加石灰,生成氢氧化铬沉淀分离除去。根据投加还原剂的不同,可分为硫酸亚铁法、亚硫酸氢钠法、二氧化硫法、铁粉或铁屑法等。硫酸亚铁法的处理反应如下: 6FeSO4+H2Cr2O7+6H2SO4 3Fe2(SO4)3+Cr2(SO4)3+7H2OCr2(SO4)3+3Ca(OH)22Cr(OH)3+3CaSO4处理流程如图 15–4所示。废水在还原槽中先用硫酸调pH值至2~3,再投加硫酸亚铁溶液,使六价铬还原为三价铬;然后至中和槽投加石灰乳,调节pH值至8.5~9.0,进入沉淀池分离,上清液达到排放标准后排放。 H2SO4FeSO4石灰乳 还原法处理含铬废水,不论 废水量多少,含铬浓度高低,都 能进行比较完整的处理,操作管沉淀池中和槽还原槽进水 出水 理也较简单方便,应用较为广泛。但并未能彻底消除铬离子, 生成的氢氧化铬沉渣,可能会引 沉渣 起二次污染,沉渣体积也较大, 低浓度时投药量大。图15–4硫酸亚铁法处理流程15.2.4电解法处理与回用技术n处理含铬废水时,采用铁板作电极,在直流电作用下,铁阳极溶解的亚铁离子,使六价铬还原为三价铬,亚铁变为三价铁: Fe-2eFe2+Cr2O++6Fe2++14H+ 2Cr3++6Fe3++7H2OCrO+3Fe2++8H+Cr3++3Fe3++4H2O阴极主要为氢离子放电,析出氢气。由于阴极不断析出氢气,废水逐渐由酸性变为碱性。pH值由大致为4.0~6.5提高至7–8,生成三价铬及三价铁的氢氧化物沉淀。向电解槽中投加一定量的食盐,可提高电导率,防止电极钝化,降低槽电压及电能消耗。通入压缩空气,可防止沉淀物在槽内沉淀,并能加速电解反应速率。有时,在进水中加酸,以提高电流效率,改善沉淀效果。但是否必要,应通过比较确定。电解法处理含铬废水的技术指标见表15-5。 表15-5 电解法处理含铬废水的技术指标废水中六价铬的质量浓度/(mg/L)槽电压/V电流浓度/(A/L)电流密度/(A/dm2)电解时间/min食盐投加量/(g/L)pH值 2550751001251501752005~65~65~65~66~86~86~86~80.4~0.60.4~0.60.4~0.60.4~0.60.6~0.80.6~0.80.6~0.80.6~0.80.2~0.30.2~0.30.2~0.30.2~0.30.3~0.40.3~0.40.3~0.40.3~0.420~1025~1530~2535~3035~3040~3545~4050~350.5~1.00.5~1.00.5~1.00.5~1.01.0~1.51.0~1.51.0~1.51.0~1.56~56~56~56~55~45~45~45~4电解法运行可靠,操作简单,劳动条件较好。但在一定的酸性介质中,氢氧化铬有被重新溶解、引起二次污染的可能。出水中的氯离子含量高,对土壤和水体会造成一定程度的危害。此外,还需定期更换极板,消耗大量钢材。对于其他金属离子(如Ag+、Cu2+、Ni2+等)可在阴极放电沉积、予以回收;或用铝或铁作阳极,用电凝聚法形成浮渣,予以除去。15.2.5 离子交换法处理与回用技术电镀含铬废水采用离子交换法处理较普遍。废水先通过氢型阳离子交换柱,去除水中三价铬及其他金属离子。同时,氢离子浓度增高,pH值下降。当pH=2.3~3时,六价铬则以Cr2O形态存在。从阳柱出来的酸性废水进入阴柱,吸附交换废水中的Cr2O。交换反映达到终点,阳柱用盐酸、阴柱用氢氧化钠溶液再生。用碱再生洗脱液中的六价铬转型为Na2CrO4。为回收铬酐,阴柱再生洗液需通过氢型阳离子交换柱处理: 4RH+2Na2CrO44RNa+H2Cr2O7+H2O氢型阳离子交换树脂失效后用盐酸再生: nRNa+ HClRH+NaCl实际生产中较普遍使用的流程为双阴柱全饱和流程如图 15–5所示。这种流程能使离子交换树脂保持较高的交换容量,大大减少氯和硫酸根离子,增大铬酐浓度。 HClNaOHNaOHHCl脱钠阳离子交换柱第二弱碱阴离子交换柱第一弱碱阴离子交换柱强酸阳离子交换柱预处理调节池进水 铬酐 再生 液 净化水返回生产 石灰乳 中和池 洗脱液 出水 图 15–5离子交换法处理流程为防止废水中的悬浮物堵塞,污染离子交换树脂,废水应采用微孔过滤器、砂滤器或小白球(树脂母体)过滤器进行预处理。阳柱装732强酸型阳离子交换树脂。阴柱装710弱碱型阴离子交换树脂。当第一阴柱进出水的六价铬泄漏到0.5mg/L时,再串联到第二阴柱继续工作;直到第一阴柱进出水中的六价铬浓度相等,停止第一阴柱工作,进行再生。阴柱出水呈中性,可直接用于生产;后期出水呈酸性,可用作脱钠柱的冲洗水。阴离子交换柱再生液经阳离子交换柱脱钠后,回收铬酐。多数工厂直接作为渡槽的添加液。当铬酐消耗量少于回收量时,则采用薄膜蒸发器浓缩。阳离子交换柱洗脱液用石灰乳中和,生成氢氧化铬及其他金属氢氧化物沉淀。当含铬废水六价铬含量为100mg/L,采用732强酸性树脂和710大孔型弱碱性树脂,交换容量为80g/L,再生周期48h,铬酐回收率90%,水回收率70%时,材料药剂大致消耗指标见表15–6。 表 15–6离子交换法处理含铬废水材料药剂大致消耗 项目1h处理1m3水量1h处理5m3水量732强酸阳离子树脂/kg710弱碱阴离子树脂/kg工业碱耗量/kg工业盐酸耗量/kg电耗量/kW·h蒸汽耗量/kg1m3废水回收铬酐量/kg24012622.8121.4723950.1731200630114.0606.99619600.173n1m3废水回收水量/m30.70.7离子交换法处理含铬废水能回收铬为铬酐,用于生产工艺;处理后的水质较好,可重复使用;生产运行连续性较强,不受处理水量的限制。但其基建投资较高,所需附属设备较多,操作管理要求比较严格。一般用于处理量小、毒性强的废水或回收其中的有用金属。15.2.6铁氧体法处理与回用技术适用于含重金属离子废水的处理。对于含铬废水,由于要投加过量的硫酸亚铁溶液使六价铬还原,采用铁氧体法处理则更为有利。处理流程如图15–6所示。根据废水量及含铬浓度,投加硫酸亚铁。然后投加氢氧化钠溶液,调整pH值至8,溶液呈墨绿色。排放上清液,将剩余部分加热至60~70C,通压缩空气20min。当沉淀物呈黑褐色时,停止鼓风,即得铁氧体结晶。铁氧体法处理含铬废水消耗指标:当六价铬含量为100mg/L时,处理1m3废水耗量为硫酸亚铁3.2kg;氢氧化钠0.8kg;压缩空气6m3;蒸汽50kg;电1KW·h。 FeSO4 NaOH调节池处理槽 进水 出水(排放或回收)烘干离心机 铁氧体供 压缩空气 蒸汽 综合利用 图 15–6 铁氧体法处理流程 表 15–7 某厂电镀废水处理试验效果废水含CrO3浓度/(m/L)投料比铬酐:硫酸亚铁废水pH值反应时pH值反应温度/C上清液六价铬质量浓度/(mg/L)10210006050301:16.51:161:181:201:201:2064~544468~98~98~98~98~98~9707070707064000000n铁氧体法处理金属离子废水效果见表 15–8 表 15–8 铁氧体法处理重金属离子废水效果 金属离子 处理前质量浓度/(mg/L)处理后质量浓度/(mg/L)铜镍锡铅铬(VI)镉汞95002030040006800200018003000<0.5<0.5<10<0.1<0.1<0.1<0.02室温条件下沉渣的化学稳定性也较高,可以有效地减少二次污染,并节省处理时的热能消耗。铁氧体法处理重金属废水的效果好,投资省,设备简单,沉渣量少,且化学性质比较稳定。在自然条件下,一般不易造成二次污染。但上清液中硫酸钠含量较高,如何处理回收,尚需进一步研究,沉渣需加温曝气,经营费较高。15.2.7含汞废水处理与回用技术废水中的汞分为无极汞和有机汞两类。有机汞通常先氧化为无极汞,然后按无极汞的处理方法进行处理。从废水中去除无机汞的方法有:硫化物沉淀法、化学凝聚法、活性炭吸附法、金属还原法、离子交换法等。一般偏碱性的含汞废水用硫化物沉淀法或花絮凝聚法处理。偏酸性的含汞废水用金属还原法处理。低浓度的含汞废水用活性炭吸附法或化学凝聚法处理。(1)硫化物沉淀法向废水中投加石灰乳和过量的硫化钠,在pH=9~10弱碱条件下,硫化钠与废水中的汞离子反应,生成难溶的硫化汞沉淀。 Hg2++S2+HgS2Hg++S2+Hg2SHgS+Hg硫化汞沉淀的粒度很细,大部分悬浮于沸水中。为加速硫化汞沉降,同时清除存在于废水中过量的硫离子,再适当投加硫酸亚铁,生成硫化铁及氢氧化亚铁沉淀。 FeSO4+S2-FeS+SOFe2++2OH-Fe(OH)2硫化汞的溶度积为4×10-53,硫化铁为3.2×10-18。n故生成的沉淀主要为硫化汞,它与氢氧化亚铁一起沉淀。硫化物沉淀法的基本流程如图15—7所示。石灰乳硫化钠硫酸亚铁 沉淀池混合槽均和池进水 pH=8~10 出水 图15-7硫化物法处理流程 沉渣某厂废水含汞0.6~2mg/L,用石灰乳调pH值至9后,投加3%硫化钠溶液,搅拌10min;投加6%硫酸亚铁溶液,再搅拌15min。静止沉淀30min,上清液可达到排放标准。沉渣含汞40%~50%,经离心干燥后,送入焙烧炉焙烧,回收金属汞。焙烧后的汞渣含汞可降至0.01%。某矿山废水含汞为5mg/L,pH=4.5~6.5,并含有亚铁离子。投加石灰乳、硫化钠处理后,排水含汞量为0.05mg/L.。1m3废水消耗石灰0.5kg,工业硫化钠0.05kg。硫化物沉淀法处理效果好,但操作麻烦,污泥量大,消耗的劳动力多。(2)化学凝聚法向废水中投加石灰乳和凝聚剂,在pH=8~10如见性条件下,汞和铁或铝的氢氧化物絮凝体共同沉淀析出。一般铁盐除汞效果较铝盐为好。硫酸铝只适用于含汞浓度低及水质比较浑浊的废水,如废水水质清晰,含汞量较高时,处理效果明显降低。采用石灰乳及三氯化铁处理,若进水汞含量为2mg/L、5mg/L、10mg/L、15mg/L,出水汞含量依次为0.02mg/L、小于0.1mg/L、小于0.3mg/L及小于0.5mg/L。药剂消耗指标见表15—9。 表 15-9药剂消耗废水含汞量/(mg/L)FeCl3/(mg/L)CaO/(mg/L)<1.010~20>204~1010~1510~3020~3030~100100~200 (3) 金属还原法利用铁、铜、锌等毒性小而电极电位又低的金属(屑或粉),从溶液中置换汞离子。以铁为例,反应如下: Fe+Hg2+ Fe2++Hg某厂废水含汞100~300mg/L,pH=1~4。处理流程如图15-8所示。废水经澄清后,以5~10m/h的滤速依次通过两个紫铜屑过滤柱,一个黄铜屑铅过滤柱和一个铝屑过滤柱。出水含汞降至0.05mg/L左右,处理效果为99%。当pH≥10时,处理效果显著下降。高位水池放气管n紫铜屑2号柱紫铜屑1号柱铝屑柱黄铜屑铅柱出水沉淀池图15-8金属还原法处理流程某厂废水含汞0.6~2mg/L,pH=3~4。以8m/h左右的滤速通过d≥18目球墨铸铁铁屑过滤柱,出水含汞0.01~0.05mg/L,pH=4~5。铁汞渣用焙烧炉回收金属汞,每200kg可回收1kg金属汞,纯度98%。某厂含汞废水处理效果见表15–10。废水含汞量/(mg/L)pH值出水含汞量/(mg/L)过滤介质20010~206~811.5~2.0<13~40.050.0110.05铜,铁屑铁屑铜屑铁粉(4)硼氢化钠还原法利用硼氢化钠作还原剂,使汞化合物还原为金属汞。Hg2++NaBH4+2OH-Hg+3H2+NaBO2某厂废水含汞0.5~1mg/L,pH=9~11。采用硼氢化钠处理,其流程如图15–9所示。氢硝酸洗涤器稀硝酸气水分离器NaBH4过滤器水力旋流器反应槽混合器进水出水汞渣汞渣图15–9硼氢化钠还原法处理流程废水与NaBH4溶液在混合器中混合后,在反应槽中搅拌10min,经二级水力旋流器分离,出水含汞量降至0.05mg/L左右。硼氢化钠投加量为废水中汞含量的0.5倍左右。n硼氢化钠价格较贵,来源困难,在反应中产生大量氢气带走部分金属汞,需用稀硝酸洗涤净化,流程比较复杂,操作麻烦。(4)活性炭吸附过滤法利用粉状或粒状活性炭吸附水中的汞。其处理效果与废水中汞的含量和形态、活性炭种类和用量、接触时间等因素有关。在水中离解度越小、半径越大的汞化合物,如HgI2、HgBr2越易被吸附,处理效果好。反之,如HgCl2,处理效果则差。此外,增加活性炭用量及接触时间,可以改进无机汞及有机汞的去除率。某厂采用制药厂的废粉状活性炭处理含汞废水,流程如图15–10所示。废水含汞1~3mg/L,pH=5~6。向预处理池及处理池中各投加废水量5%的活性炭粉,用压缩空气搅拌30min后,静置沉淀1h,出水含汞量可降至0.05mg/L。(5)离子交换法含汞废水可用阳离子交换树脂处理。如氯离子含量较高,生成带负电的氯化汞络合物,则用阴离子交换树脂去除。用大孔巯基离子交换树脂处理含汞废水,出水含汞可降至0.02~0.05mg/L。饱和树脂用30%盐酸再生,再生效率为80%。15.3.2富春江冶炼厂废水处理回用的工程实例(1)废水水质与工程简况杭州富春江冶炼厂制酸装置采用文丘里洗涤器-空塔-石墨间冷器-两级电除雾器净化、一转一吸工艺流程。原设计从文丘里洗涤器循环槽送往废酸处理系统的废酸量为30.5m3/d,As为1.48g/L。1997年,铜冶炼系统扩产,粗铜产量达7000t/a,硫酸产量为30kt/a,废酸量也随之增加到45m3/d左右。同时,由于外购高砷块矿,废酸中砷含量增高,一般在13~20g/L,最高达23.5g/L,为原设计值的16倍以上。该厂废酸处理系统采用Na2S法,由于在生产实践中采用了合理的操作控制方法,处理后废酸中砷含量一直保持在50~150mg/L,取得了较好的环境和社会效益。废酸废水的水质主要指标见表15-13。表15-13废酸废水水质主要指标单位:g/L项目AsCuZnFeFH2SO4浓度1.48~200.241.250.100.5730.55(2)废酸废水处理工艺流程与主要设备H2ONaOH来自净化回石墨间冷器放空除害塔NaOH供给槽废液贮槽脱吸塔系统的废酸滤液槽Na2S溶解槽Na2S反应槽H2O废液泵离心通风机nNa2S贮槽送污水浓密机2#、3#压滤机1#压缩机Na2S供给泵滤液Na2S添加泵处处理来自净化站底流槽的铅泥浆滤饼送仓库底流泵滤液图15–14废酸处理系统工艺流程废酸废水处理工艺根据废酸水质,采用Na2S法进行处理。其废酸处理工艺流程如图15–14所示。来自净化工序的含砷废酸,经脱吸塔吹出溶于其中的SO2气体(脱吸率约90%)后,流入废酸贮槽,然后用泵送入Na2S反应槽,在搅拌的条件下,与来自Na2S贮槽的硫化剂(Na2S质量分数为13.6%)进行充分的化学反应。主要反应式如下:CuSO4+Na2SNa2SO4+CuS2HAsO2+3H2SO4+3Na2SAs2S3+3Na2SO4+4H2OH2SO4+Na2SNa2SO4+H2S生成的As2S3和CuS悬浮于废酸中,由反应槽溢流口经溜槽流入浓密机。经浓密后,浓度为50g/L的底流由泵打入压滤机。压滤后,滤饼送往仓库堆存,滤液返回浓密机,与浓密机上清液一并由溜槽排至滤液槽,再送往废水处理站经中和-铁盐氧化工艺进一步中和处理。脱吸塔脱出的SO2气体返回净化工序石墨间冷器入口。在废酸处理过程中,凡可能逸出H2S的设备,如Na2S贮槽、Na2S反应槽、浓密机和滤液槽等,均设置导气管,由引风机将气体导入清洗塔,用10%的NaOH碱液吸收后排入大气。主要设备废酸处理系统主要设备见表15–14。(2)工艺要点与运行效果工艺要点a.温度控制。来自净化工序文丘里洗涤器循环槽的废酸原液温度一般为55℃,Na2S溶解槽的温度也控制在45~60℃n,这样不仅可避免冬季硫化钠在管道内结晶,也可加快反应速度。a.废酸、Na2S加入口位置。废酸、Na2S进入Na2S反应槽的入口部位设计上很有讲究,该厂的反应槽结构如图15–15所示。废酸入口管从槽口垂直插入液面深约5cm,Na2S入口位于槽底侧部,与搅拌机叶片平齐,这样可使反应在充分搅拌的情况下有足够的时间完成。该厂1998年曾因Na2S加入泄漏而改为从顶部加入Na2S,造成处理后废酸含砷量超标,且Na2S用量增加。c.氧化还原电位。氧化还原电位(ORP)是硫化法处理废酸的重要控制参数之一。在生产过程中,通过测量处理后废酸的氧化还原电位来调节Na2S溶液的加入量,以使As、Cu沉淀完全。 表 15-14 废酸处理系统主要设备设备名称型号规格及技术性能数量设备名称型号规格及技术性能数量耐腐耐磨泵离心通风机板框压滤机Na2S反应槽浓密机除害塔32UHB-ZK-5-20-K65UHB-ZK-30-32-KFs-40,Q=13.7m³/minP=3700PaXM20/800-UKΦ1800㎜×1400㎜Φ3000㎜×1850㎜Φ1000㎜×1000㎜Φ350㎜×1300㎜4212221NaOH供给槽Na2S贮槽Na2S溶解槽废酸贮槽脱吸塔衬胶离心泵Φ1000㎜×1000㎜Φ1800㎜×1600㎜Φ1800㎜×1600㎜Φ5000㎜×3000㎜Φ350㎜×2000㎜50FJ-40,Q=15m3/hH=500kPa111111硫酸加入口搅拌机---------------------溜槽--------------------------------------------------------硫酸钠加入口-----------排污口图15-15Na2S反应槽结构在生产过程中,ORP控制在50~70mV,每班用1%~2%的稀盐酸清洗一次ORP传感器。当熔炼使用铜矿粉及块状料含砷量变化幅度较大时,须重新校正曲线,确定合适的ORP值,自动调节硫化钠添加量,是含砷量控制在100mg/L一下。当pH<13时,同时补充NaOH溶液。运行效果通过合理调节ORP给定值,废酸处理效果良好,As、Cu沉淀率平均在99%以上,即使废酸原液含砷量波动较大,反应槽出口处的砷含量能保持50~150mg/L。废酸处理运行结果见表15-15,砷滤饼成分见表15-16,Na2S消耗数据见表15-17。n表15-15废酸处理数据单位:g/L组成AsCuZnFeFH2SO4处理前处理后1.48~200.05~0.150.240.00441.251.030.100.0970.570.52230.5525.57表15-16砷滤饼成分单位:%AsSSbH2O39.0640.502.5650指干坯各组分百分含量。指湿坯中含水量。表15-17Na2S消耗数据年份总耗/(t/a)单耗/(kg/t硫酸)19971998199991.58101.8853.54.03.015.3.3韶关冶炼厂废水处理回用的工程实例韶关冶炼厂随着铅、锌冶炼能力大幅度提高,生产废水量与重金属酸性废水日渐增加,经不断提高废水处理技术与设备能力和扩建改造后,目前已大部分达到循环回用。(1)韶关冶炼厂一期废水治理情况废水水质与处理工艺一期废水水质见表15–18,处理工艺如图15-16所示。表15-18酸性废水水质指标单位:mg/L项目ZnPbCdHgAs浓度133~2385.5~1953.7~15.00.004~0.1350.265~2.601 石灰乳 FeSO4澄清池浓密机涡流反应器浓密机涡流反应器碱性废水→ → 排放圆筒过滤底流底流图15-16一期废水处理工艺流程其废水处理工艺是根据废水水质,采用两段中和-絮凝沉降工艺流程处理,设计处理能力为310m3/d。工艺参数与处理效果a.水处理量为310m3/d。b.一段中和pH值为11.0左右,沉淀锌、铜、镉、汞等,二段中和pH值约10.5,沉淀铅、砷。na.污泥经浓密机浓缩,采用圆筒真空过滤。b.处理效果 污水经过两段中和-絮凝沉降工艺流程处理后,污水达标率达85%以上。(2)韶关冶炼厂二期废水治理情况废水处理工艺韶冶二期废水处理工程包括湿法冶炼所排放的重金属污水处理系统和废酸废水处理系统。两个处理系统工艺流程基本相同,均采用中和-絮凝沉淀工艺流程,只是操作条件有所差异。韶冶二期重金属酸性废水处理工艺流程如图15-17所示。工艺参数a.重金属酸性废水处理量为450m3/h,酸性废水量8.5m3/h。b.重金属酸性废水调节池停留时间2.2h。c.酸性废水中和pH值控制在10.0~11.0,酸性废水为11.5~12.0。d.澄清池前加入硫酸亚铁和硫酸,控制pH值在9.0~10.0,有效地除去废水中铅离子。e.运行效果。通过两个系统对冶炼酸性废水和废酸废水处理后,废水达标排放和部分回用。该工艺流程简单易操作,运转稳定。石灰乳FeSO4、H2SO4pH调整澄清池浓度机机械反应池调节池酸性废水底流底流圆筒过滤图15-17二期酸性废水处理工艺流程(3)韶关冶炼厂三期废水处理情况近年来由于生产规模日益扩大,水资源日益紧张与水污染事件不断发生,迫使该厂2006年对废水资源利用进行新的研究与开发应用。处理工艺流程与技术特征新处理工艺流程为:生产废水及厂区初期雨水经两段化学沉淀工艺处理后进入组合工艺处理系统,处理后的水→水质调节池→冷却塔→机械过滤器→超滤膜系统→保安过滤器→纳滤系统→回用系统。本技术针对铅锌冶炼废水温度高、成分复杂、含钙离子浓度高,还含有循环冷却水系统中需要严格控制的氯离子、氟离子、硫酸根离子等的特点,进行了合理的工艺的组合,使本技术与类似膜技术相比具有以下特点:(a)预处理采用冷却塔将中水由52℃冷却至35℃以下,确保系统有较高的除盐率,以满足回用水质要求;(b)机械过滤器前投加絮凝剂,可以极为有效地控制对纳滤系统非常敏感的胶体、悬浮物;(c)超滤系统具有独特的均匀布水方式。使过滤达到最大效果,能较长期满足纳滤膜对污染的耐受;带空气清洗的反洗装置,能力强、时间短、水耗低。减污减排情况与效率分析减污减排情况见表15-19。 表15-19减污减排与效益情况序号项目数量改造后增减量现状改造后1工业废水排放总量/(×104m3/a)1980198-1782-90%2废水中铅排放量/(kg/a)12760869-11891-93.2%n3废水中镉排放量/(kg/a)85350-803-94%4废水中砷排放量/(kg/a)34221-321-93.8%5废水中汞排放量/(kg/a)84678-93%6总用水量/(×104m3/a)2156821367-201-0.9%7新水量/(×104m3/a)25781386-1192-46.2%8重复用水量/(×104m3/a)18989199819925.2%9水重复利用率/%8893.55.5该工程实施后年节省生产用水量1190万立方米,每年可节约取水费274万元。该技术产水综合成本1.22元/t,与国内大部分地区企业生产用水价格比较,具有良好的技术优势。目前所有工艺收尘水、环保收尘水、冲渣水都已实现循环回用,取得良好的环境和社会效益。15.3.4株洲冶炼厂废水处理的工程实例株洲冶炼厂是我国目前最大的铅锌冶炼企业之一,主要生产锌、铅、铜。镉及锌合金、硫酸等产品。其锌冶炼系统采用传统的沸腾-焙烧-两段浸出-净液-电积工艺,因此生产过程产生大量含锌、铅、铜、镉、汞、砷等有毒重金属的酸性污水。随着新建10×104t/a电锌系统的投产,排放废水量越来越大,各种酸性废水经明沟混合后一并进入污水处理车间。重金属酸性废水采用消化石灰乳中和(污泥回流)-沉降处理工艺,处理能力为800~1200m3/h。处理后废水基本达标排放。1996年完成锌系统扩建后,同时还上马了年产18×104t硫酸的系统,与此相配套,新建了废水综合治理二期工程,包括污酸污水处理系统、废水处理后净化水回用等设施。(1)株洲冶炼厂一期重金属废水处理实例株冶一期重金属废水处理能力为800m3/h,采用消化石灰中和和部分污泥回流处理工艺流程。废水水质废水水质指标见表15-20。表15-20处理前酸性废水水质单位:mg/L项目pH值ZnPbCuCdAs实际标准2.0~5.46~980~15042~810.5~3.00.51~30.10.5~3.00.5废水处理工艺根据废水的水质,采用消石灰乳中和-部分污泥回流沉降工艺。其化学反应如下。中和反应:H2SO4+Ca(OH)22H2O+CaSO4水解反应:Zn2++2OH-Zn(OH)2Ksp=1×10-17 Pb2++2OH-Pb(OH)2Ksp=6.8×10-13Cu2++2OH-Cu(OH)2Ksp=5.6×10-20Cd2++2OH-Cd(OH)2Ksp=2.4×10-13砷和石灰反应:Ca2++2AsOCa(AsO2)2其废水处理工艺如图15-18所示。工艺参数与处理效果(a)处理废水量800m3n/h;(b)废水沉砂池停留时间为8min,均化池停留时间6h,混合反应时间为137min,污泥回流量为(4~7):1(干渣量);(c)中和pH值控制在8.5~10范围内,中和渣含锌25%~30%;(d)采用消化器制备石灰乳,去除生石灰中的石灰石;(e)运行效果,废水处理后其水质见表15-21。该废水处理工程工艺流程合理、设备简单、运行效果稳定。另外,可回收含锌25%~30%的中和渣,但对重金属环境污染未能根治。表15-21处理后废水水质单位:mg/L,pH值除外项目pH值ZnPbCuCdAs实际标准8.5~10.06~90.95~3.140.39~0.7310.15~0.280.50.003~0.0650.10.026~0.150.5废水生石灰格栅乳化机沉砂池石灰乳残渣均化池送铅配料贮槽混合池反应池斜板沉淀池上清液底渣计量达标排放浓缩池上清液干燥压滤机送挥发窑回收锌图15–18一期废水处理流程(1)株洲冶炼厂二期废水处理实例随着该厂生产能力扩大,1996年建成了二期废水处理综合工程,包括原一期废水处理站扩建、硫酸生产的废酸废水处理、处理后废水回用,以及锌系统扩建场地废水清污分流等。全厂废水、废酸处理流程如图15-19所示。废酸处理硫酸生产采用绝热蒸发稀酸洗涤双接触制酸工艺。a.废酸、废水水质。废酸、废水水质见表15-22。b.低酸废水处理。该废酸为含有大量重金属及As、Cl、F的酸性废水。对于重金属离子的去除仍采用石灰中和法,同时利用砷酸盐与亚砷酸盐能与铁、铝等金属形成稳定络合物,并与铁、铝等的氢氧化物吸附共沉淀的特性可从废水中去除砷。总之,废酸处理工艺采用石灰石中和–石灰乳中和–铁盐、铝盐除去残余砷、氟的三段处理工艺。低酸废水处理工艺流程如图15-20所示。n一段中和加石灰浆,控制pH≤2,经浓缩池沉淀后,上清液排入二段中和槽,底流用泵送至离心机脱水,经离心机排出的废水送入二段中和槽,石膏渣外销或堆存。二段中和采用石灰乳作中和剂,pH值调整到11左右,以除去废水中大部分砷及重金属,上清液送至三段中和槽,底流送压滤机压滤。二段中和处理后的废水中仍残存少量砷及氟,满足不了排放要求而需进一步处理。第三段中和处理分三级进行,在一级槽内,投加铁盐、铝盐进行搅拌反应,pH值控制在8.0~8.5,为使反应充分,在二级槽内加空气进行氧化,然后在三级槽内加3#絮凝剂,絮凝反应后的废水进浓密机进行沉淀分离,底流与二段浓密后的底流一并送压滤机压滤,渣返回冶炼系统以回收有价金属。经处理后的上清液,pH值为6.5~9.5,砷的含量可控制在10mg/L以内,送至总废水处理站进行最后深度处理。C.工艺参数:(a)处理水量为20m3/h;(b)一段中和采用石灰石将中和,pH值为2;二段中和用石灰乳中和,pH值为11左右;三段中和加铁盐、铝盐、石灰乳,中和pH值至8.0~8.5,目的是较彻底地去除污水中砷和氟;(c)三段中和后废水送到一期总废水均化池,再由处理站进行最后把关处理。废水沉淀池雨排水清排水厂内干渠切换阀门清水池后0.5h前0.5h总废水厂外干渠5%~6%废酸贮槽机械格栅一段中和湘江石灰石浆均化池污泥脱水沉淀第一混合池脱水渣(外运)二段中和第二混合池渣(外运)石灰乳石灰乳沉淀斜板沉淀池泥浆上清液三段中和压滤液泥浆石灰乳渣(外运)氧化浓缩池净化水过滤器空气和沉淀压缩干燥沉淀剂混合槽药剂中和渣(外销絮凝剂或返锌系统)清液调节池回用(供用户)图15-19废水、废酸处理工艺流程n表15-22废酸、废水水质指标单位:mg/L项目H2SO4CuPbZnCdHgAsF浓度5%~6%7.1133.77989.98.11116.5716319.9废水处理由于冶炼厂规模扩大,原废水处理厂已不能适应生产废水处理量需求,故进行废水处理扩建。a.废水水质。废水水质主要成分见表15-23。b.废水处理工艺。从废水水质看,与扩建前水质类同,仍采用石灰乳中和工艺。为了保证净化水质,采用两段石灰乳中和工艺。一段主要中和酸,二段调节水解沉淀终点pH值;一段可起pH值粗条作用,二段起细调作用,有利于处理成分波动大而频繁的污水。两段中和工艺的另一个特点是:可分流沉淀产物,控制一段中和沉淀物量而减小二段中和的沉淀物量。这有效地提高了该工艺处理高浓度废水能力及净化水质。具体的工艺流程如图15-21所示。经过改造,废水处理能力达到1200m3/h,废水水质达到国家排放标准并回用。C.废水处理回用与雨水外排。经废水处理站处理后的废水,尽管已经达到国家排放标准,但并没有减少废水排放量,按达标浓度计算,每年随废水排放的金属锌仍将达到42t,因此净水回用具有重要的经济与社会效益。由于废水处理采用石灰中和法,致使净化水中钙浓度增大,回用中存在着严重结垢问题。故必须进行阻垢处理,以达到各用水点的要求。首先将过滤后废水引入混合槽,在此投加水质稳定剂,约占新水用量的60%,杂用水(地面冲洗水、冲渣用水、冲厕用水、除尘用水等)约占新水用量的20%,工艺用水(主要指电解、浸出、软化水等)约占新水用量的20%。故考虑杂用水和部分冷却水、净化水回用50%,即500m3/h。由于厂区内排水粉尘含有可回收金属成分,因此清、废排水均设沉淀调节池,沉淀物人工清挖返回冶炼系统进行有价金属回收。又因前0.5h雨水不能直接外排,故在清水及废水压力排水管道上设置切换阀门。清排水在池内设潜污泵两组,一组排除生产、生活污水,另一组排除雨水。该措施的实施,可减少废水站的负荷。d.运行效果。该工程投入运行后,基本达到了预期效果。改造前后的水质成分见表15-24。原来,不合格废水排入湘江,还要按规定收取排污费。株冶污水综合治理二期工程的建成投产,将废水处理达标率由95%提高到99%,废水处理率由90%提高到98%,从而有效地改善了湘江霞湾段水质,不仅在环境保护方面起到了积极作用,即社会效益显著,而且有利于企业的生存和发展,也有一定的经济效益。5%~6%污酸贮槽一段中和石灰石浆脱水沉淀渣(外运)二段中和石灰乳沉淀泥浆压滤三段中和液石灰乳,铁盐,铝盐n氧化渣(外运)空气和沉淀剂沉淀絮凝剂清液总废水均化池图15-20低酸废水处理工艺流程表15-23废水水质主要成分单位:mg/L,pH值除外项目名称SSpH值ZnPbCuCdAs含量190~5501~660~1803~151~51~61~5 清排水 废水 沉淀池 污酸处理后液厂内干渠清水池切换阀门总废水厂外干渠机械格栅均化池湘江污泥脱水第一混合池第二混合池渣石灰乳(外运)斜板沉淀池上清水泥浆湘江浓缩池净化水压滤干燥过滤器混合槽中和渣药剂(外销或返锌系统)调节池回水n(供用户)图15-21废水处理工艺流程表15-24改造前后的水质成分单位:mg/L,pH值除外项目改造前平均浓度改造后平均浓度国家排放标准项目改造前平均浓度改造后平均浓度国家排放标准pH值CuPb<62.87.88.00.20.786~90.51.0ZnCdAs1343.71.52.00.070.062.00.100.515.3.5水口山冶炼厂废水处理的工程实例水口山矿务局第三冶炼厂为80多年的铅冶炼厂,在对废水水质调研的基础上,将水质清浊分流,实行闭路循环回用,可供类似冶炼厂废水处理技术借鉴。(1)鼓风炉、烟化炉冲渣水闭路循环对鼓风炉、烟化炉冲渣水实行闭路循环,改变以往新水冲渣、冲渣水沉淀后外排的做法。其工艺流程如图15-22所示,具体措施为:建立集中水池,将冲渣水进行初步沉淀,冷却后溢流进入第二集水池进行沉淀。之后再进入循环冷却水池进行自然沉淀,冷却后再回用于冲渣。这一措施年节约新水135.42万吨,减少排污量135.42万吨。其水质水量见表15-25。第二集中水池集中水池3200m3冲渣循环水池鼓风炉水淬槽烟化炉水淬槽图15-22冲渣水治理工艺流程表15-25第三冶炼厂水质水量调查表用水项目用水量/(t/d)水质特点用水项目用水量/(t/d)水质特点鼓冷却水风炉铸锭水冲渣水1728温度从24℃升至29℃,pH7.8镉电解废水等85.5120ZnSO4车间用水220.53181.6铅电解废水等120烟冷却水化工艺用炉水铸锭水冲渣水3962温度从24℃升至36.5℃,pH7.6锅炉192192化验检修等360180生活29593080统工冷却水计业冲渣水6434n工艺用水其他生活阳极板冷却水2646261.61348.4反射弧冷却744温度从24℃水升至42℃,pH7.7反射炉泡沫除尘水31.24172959表15-26废水综合治理水质废水名称水质成分/(mg/L,pH值除外)SSPbZnCuCdAsHgCODFpH值废水站进水18216.4816.640.2211.830.3750.0293.5131.3687.5废水站出水170.1640.1810.0280.0870.0130.00071.293-7.8去除率/%90.59998.887.395.296.597.663.2--(1)冶炼炉冷却水闭路循环该冶炼炉冷却水占工业用水量的44.5%。鼓风炉、烟花炉和反应炉等冶炼炉冷却水的水质在进入炉套前后变化很小,可保证循环水水质的稳定性(见表15-26),具体操作时是将三个炉子的冷却水混合,混合水水温比进水平均高约15℃,集中冷却后再进行分炉循环利用。冷却设施采用了玻璃钢逆流机械通风冷却塔。其处理工艺流程见图15-23。三个冶炼炉的冷却水年循环用量为143.76万吨,年节约新水143.76万吨,即年少排废水143.76万吨。(3)湿式铅渣和镉电解水等废水闭路循环湿法铅渣废水经沉淀后实现闭路循环,铅渣送铅冶炼系统回收铅,年获利40余万元。对镉电解水等也实现了闭路循环。(4)混合废水的综合处理通过上述闭路循环的实施,三厂的废水年复用率达78.26%。对其余的废水进行收集并进行混合处理。处理工艺采用石灰中和法,其工艺流程如图15-24所示,处理水质见表15-26。玻璃钢冷却塔集中热水池烟化炉鼓风炉反应炉图15-23冷却水闭路循环示意中和池废水集水池废水石灰乳快速沉渣池n砂滤池二次沉淀池石灰乳泥浆泥浆地泥浆板框压滤机废渣外运出水图15-24废水治理工艺流程