

- 43.50 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
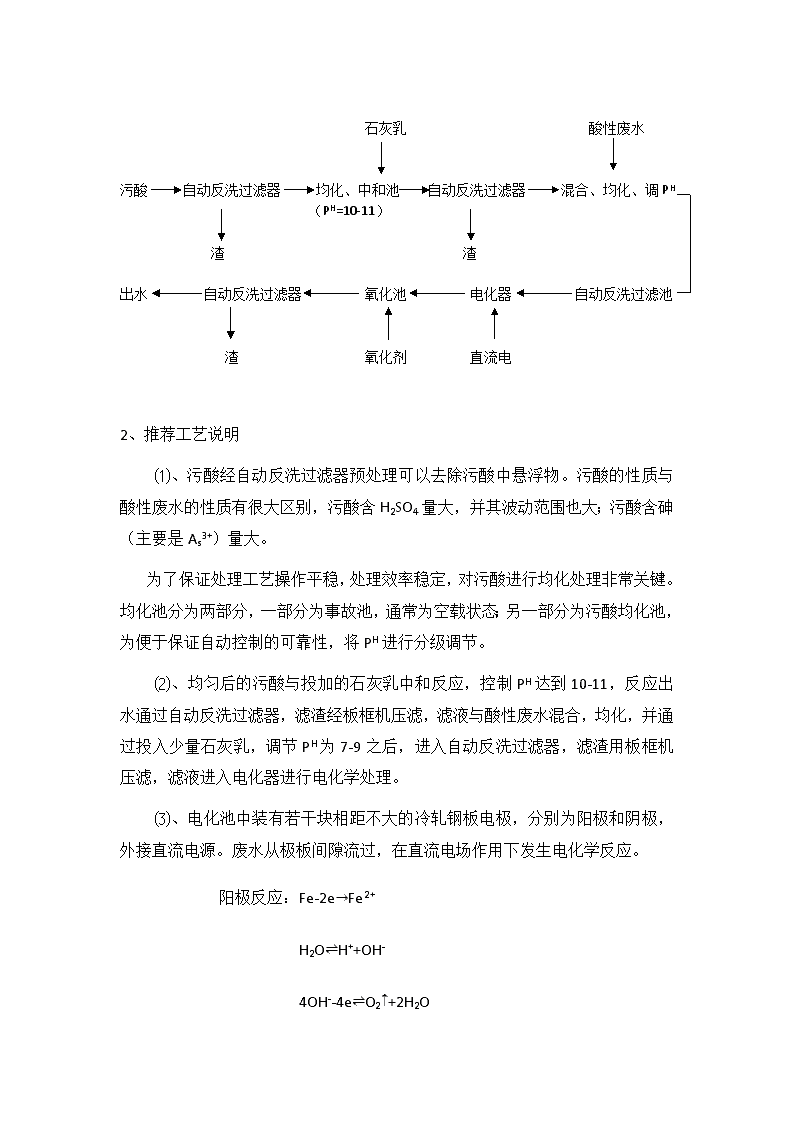
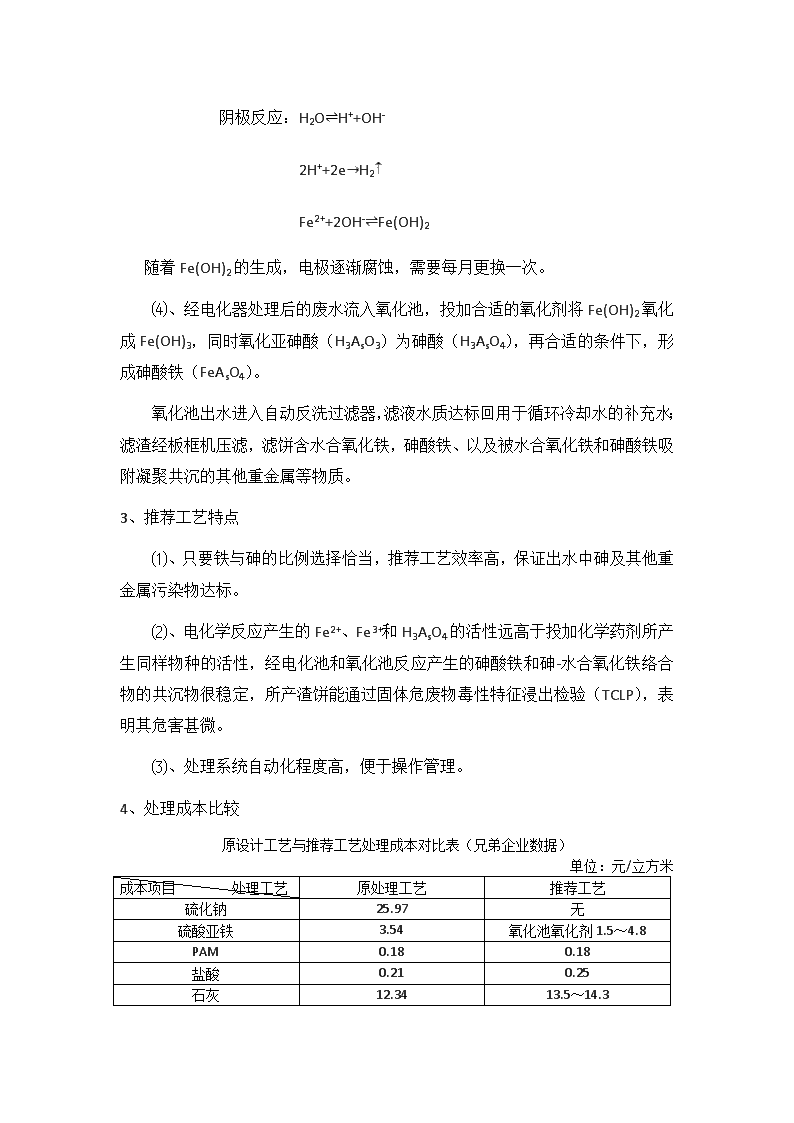
砷酸性废水处理推荐方案一、概述待处理的含砷酸性废水可分为污酸和酸性废水两部分。1、制酸工段所产生的污酸流量为390m3/d,主要是成分如下表所示:组分H2SO4As尘流量(kg/h)72052.530含量(g/L)483.422、污水处理原设计方案原设计方案污酸处理采用两段法,一段采用硫化法,去除As离子;二段采用石灰中和法,将污酸PH值中和到2。污酸处理系统出水量478m3/d,H2SO4浓度0.51g/L,As浓度52.8mg/L。处理后的污酸与制酸车间生产废水、车间地面冲洗和化验室排出的酸性废水相混合,混合污水流量为525m3/d。混合污水采用二段石灰-铁盐法,即向混合污水中投加石灰乳及铁盐,去除As及重金属离子。处理出水中污染物达到《铜、镍、钴工业污染物排放标准》(GB25467-2010)标准后回用于循环冷却水补充水。3、含砷酸性水处理原设计处理方案的缺点⑴、硫化处理单元产生的有毒有害气体H2S,极易发生泄漏,引发安全事故。⑵、硫化处理单元产生的硫化砷废渣,3501t/a(含水70%),属含砷量高的危废渣,回收利用非常困难。⑶、处理系统耐冲击负荷能力弱,有时出水中As超标。⑷、运行成本高,国内相类似企业,采用该处理工艺运行成本约40元/m3。⑸、处理构筑物多,占地面积较大。二、推荐处理方案1、工艺流程n石灰乳酸性废水污酸自动反洗过滤器均化、中和池自动反洗过滤器混合、均化、调PH(PH=10-11)渣渣出水自动反洗过滤器氧化池电化器自动反洗过滤池渣氧化剂直流电2、推荐工艺说明⑴、污酸经自动反洗过滤器预处理可以去除污酸中悬浮物。污酸的性质与酸性废水的性质有很大区别,污酸含H2SO4量大,并其波动范围也大;污酸含砷(主要是As3+)量大。为了保证处理工艺操作平稳,处理效率稳定,对污酸进行均化处理非常关键。均化池分为两部分,一部分为事故池,通常为空载状态;另一部分为污酸均化池,为便于保证自动控制的可靠性,将PH进行分级调节。⑵、均匀后的污酸与投加的石灰乳中和反应,控制PH达到10-11,反应出水通过自动反洗过滤器,滤渣经板框机压滤,滤液与酸性废水混合,均化,并通过投入少量石灰乳,调节PH为7-9之后,进入自动反洗过滤器,滤渣用板框机压滤,滤液进入电化器进行电化学处理。⑶、电化池中装有若干块相距不大的冷轧钢板电极,分别为阳极和阴极,外接直流电源。废水从极板间隙流过,在直流电场作用下发生电化学反应。阳极反应:Fe-2eFe2+H2OH++OH-4OH--4eO2+2H2On阴极反应:H2OH++OH-2H++2eH2Fe2++2OH-Fe(OH)2随着Fe(OH)2的生成,电极逐渐腐蚀,需要每月更换一次。⑷、经电化器处理后的废水流入氧化池,投加合适的氧化剂将Fe(OH)2氧化成Fe(OH)3,同时氧化亚砷酸(H3AsO3)为砷酸(H3AsO4),再合适的条件下,形成砷酸铁(FeAsO4)。氧化池出水进入自动反洗过滤器,滤液水质达标回用于循环冷却水的补充水;滤渣经板框机压滤,滤饼含水合氧化铁,砷酸铁、以及被水合氧化铁和砷酸铁吸附凝聚共沉的其他重金属等物质。3、推荐工艺特点⑴、只要铁与砷的比例选择恰当,推荐工艺效率高,保证出水中砷及其他重金属污染物达标。⑵、电化学反应产生的Fe2+、Fe3+和H3AsO4的活性远高于投加化学药剂所产生同样物种的活性,经电化池和氧化池反应产生的砷酸铁和砷-水合氧化铁络合物的共沉物很稳定,所产渣饼能通过固体危废物毒性特征浸出检验(TCLP),表明其危害甚微。⑶、处理系统自动化程度高,便于操作管理。4、处理成本比较原设计工艺与推荐工艺处理成本对比表(兄弟企业数据)单位:元/立方米成本项目处理工艺原处理工艺推荐工艺硫化钠25.97无硫酸亚铁3.54氧化池氧化剂1.5~4.8PAM0.180.18盐酸0.210.25石灰12.3413.5~14.3n电化学运行费用无4.16~5.92动力费用6.736.3人工费用5.451.29合计54.4227.18~33.045、投资估算参照兄弟单位采用该推荐工艺处理含砷酸性废水的工程投资3万元/立方米。若废水量为600m3/d,即本工程投资估算为1800万元。