

- 1.31 MB
- 2022-04-26 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
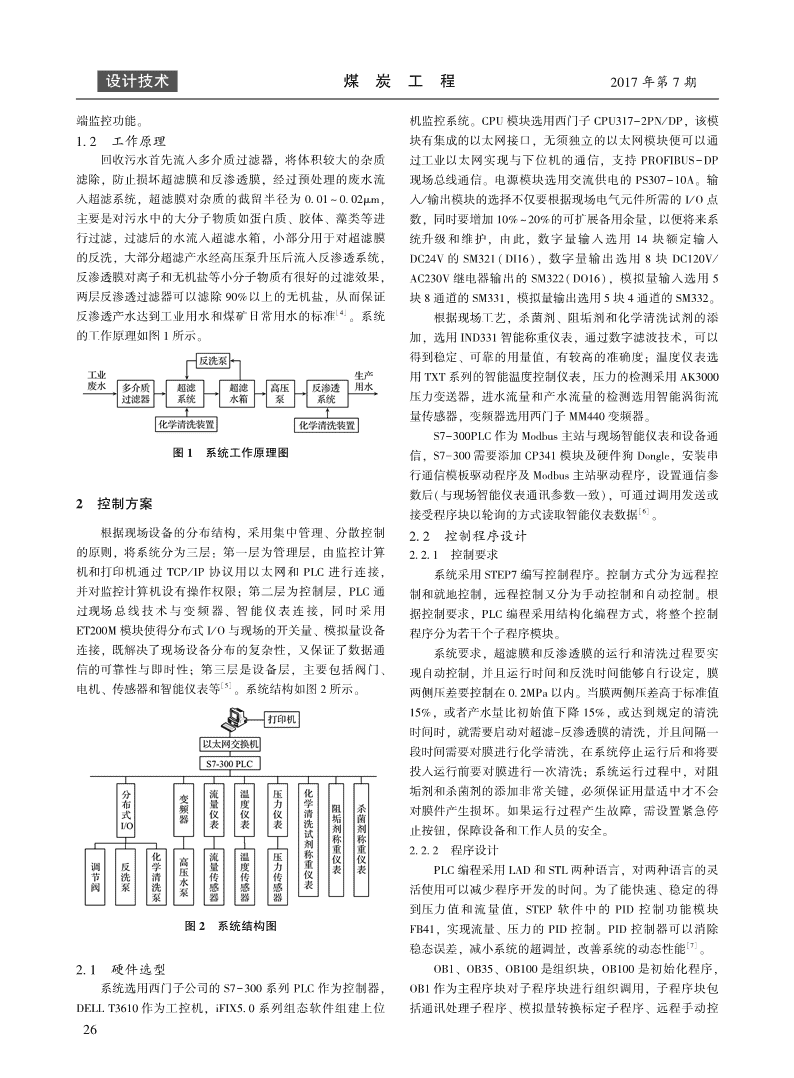
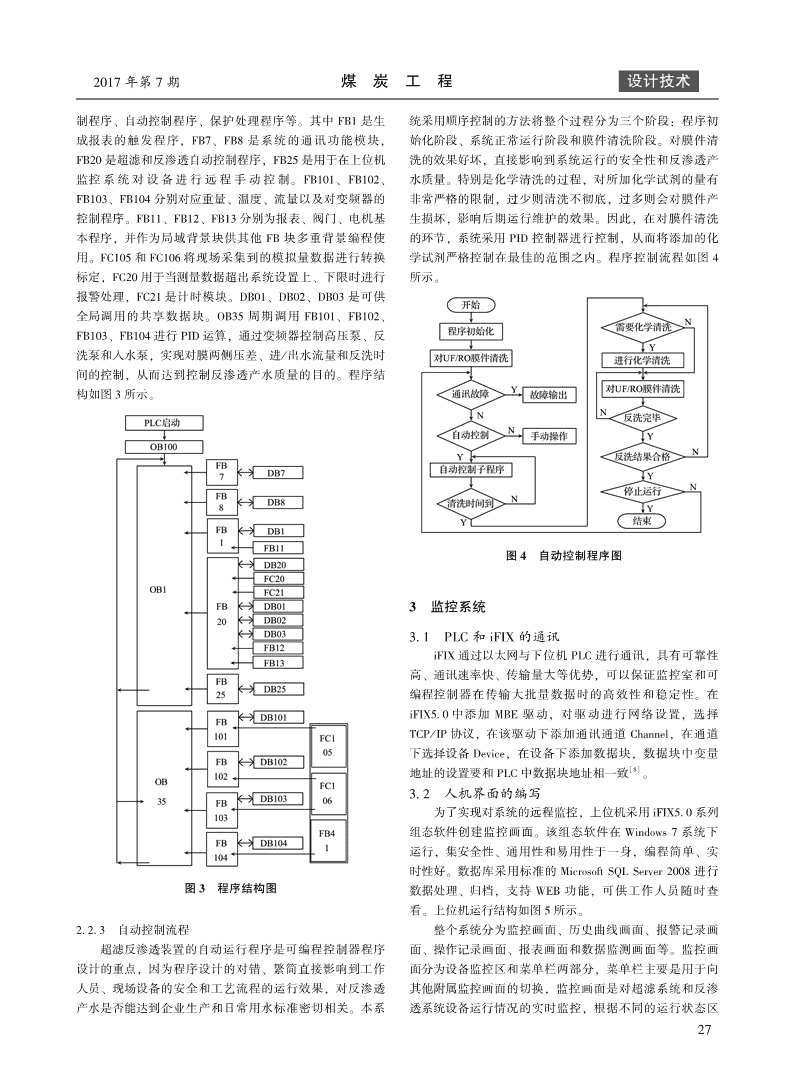
煤炭工程第49卷第7期COALENGINEERINGVol?49,No?7doi:10?11799/ce201707008基于PLC和IFIX的废水处理系统设计杨晓鹏,郑晟,郝振宇(太原理工大学信息工程学院,山西太原030024)摘要:设计了一种基于西门子S7-300系列PLC的超滤反渗透控制系统,并运用iFIX5?0组态软件作为上位机对系统运行进行实时监控。整个系统采用分布式控制结构,利用工业以太网通过TCP/IP协议实现上位机和下位机的通讯,并通过传感器和智能仪表对实时数据进行采集,实现了对现场设备的精确控制和实时监控。现场应用表明,该系统提高了矿山污水处理系统的工作效率,对企业的自动化生产和现代化管理有一定的推动意义。关键词:废水处理;超滤;反渗透;PLC;iFIX5?0中图分类号:TP273文献标识码:A文章编号:1671-0959(2017)07⁃0025⁃04DesignofwastewatertreatmentsystembasedonPLCandIFIXYANGXiao-peng,ZHENGSheng,HAOZhen-yu(CollegeofInformationEngineering,TaiyuanUniversityofTechnology,Taiyuan030024,China)Abstract:ThepaperdesignedacontrolsystemwithUFandRObasedonS7-300seriesPLC,andprovidedrealtimemonitoringfortherunningstatususingIfix5?0configurationsoftwareastheuppercomputer.Itadopteddistributedcontrolstructure,andcommunicatedbetweenlowermachineanduppercomputerwithTCP/IPprotocol,andcollectedreal-timevaluesthroughthesensors.Thissystemrealizedaprecisecontrolandreal-timemonitoringforfielddevices.Thefieldapplicationshowedthatthissystemimprovedthetreatmentefficiencyofindustrialwastewater,andhadacertainpromotingsignificancetoautomatedproductionandmodernmanagementofenterprises.Keywords:wastewatertreatment;UF;RO;PLC;iFIX5?0随着煤炭产业的急速发展,煤矿开采对周围水资源的控,实行数字化管理,工作人员可以通过上位机监控界面污染问题日趋严重,对环境的污染程度越来越严重,并且准确的掌握系统各部分的运行状态,为企业的信息化建设[1]可供人类使用的淡水资源不断减少。如何利用现代化的提供了较好的平台。工业技术手段实现对被污染水资源的回收利用,减少对环1系统介绍境的污染,实现经济的可持续发展、加强科学管理、进一[2]步减少企业负担成为目前研究的热点问题。然而生产中,1?1被控对象煤炭企业往往对被污染水资源进行处理不足,造成了环境该系统主要是针对煤矿企业的超滤系统、反渗透系统污染;或者对超滤反渗透系统进行手动控制方式,每隔一进行联合控制。超滤系统的设备主要包括多介质过滤器4段时间需要人工对系统进行加药清洗,且需要操作人员24h套,超滤装置2套,每套装置有38支超滤膜,超滤水箱1不间断监控值守,操作人员工作强度很大,如果对添加的个,化学清洗装置1套;反渗透系统包括有高压水泵2个,药剂用量把握不精准,会对超滤反渗透膜造成永久性损坏,反渗透膜21套,每套7支反渗透膜,按2∶1的方式分两[3]不利于废水处理系统的正常运行。段排列。针对以上问题,本文设计了一套基于西门子S7-300系中控室由可编程控制器和上位机监控系统组成,可编列PLC的超滤反渗透控制系统,实现矿山水资源处理设备程控制器通过现场的传感器和智能仪表所检测得到的数据的自动化运行,并运用iFIX5?0组态软件对工业现场进行监经过模数转换传入上位机,并在监控系统中显示,实现远收稿日期:2016-08-10作者简介:杨晓鹏(1991—),男,山西长治人,硕士,研究方向:智能控制与自动化,E-mail:1137080841@qq?com。引用格式:杨晓鹏,郑晟,郝振宇.基于PLC和IFIX的废水处理系统设计[J].煤炭工程,2017,49(7):25-28.25n设计技术煤炭工程2017年第7期端监控功能。机监控系统。CPU模块选用西门子CPU317-2PN/DP,该模1?2工作原理块有集成的以太网接口,无须独立的以太网模块便可以通回收污水首先流入多介质过滤器,将体积较大的杂质过工业以太网实现与下位机的通信,支持PROFIBUS-DP滤除,防止损坏超滤膜和反渗透膜,经过预处理的废水流现场总线通信。电源模块选用交流供电的PS307-10A。输入超滤系统,超滤膜对杂质的截留半径为0?01~0?02μm,入/输出模块的选择不仅要根据现场电气元件所需的I/O点主要是对污水中的大分子物质如蛋白质、胶体、藻类等进数,同时要增加10%~20%的可扩展备用余量,以便将来系行过滤,过滤后的水流入超滤水箱,小部分用于对超滤膜统升级和维护,由此,数字量输入选用14块额定输入的反洗,大部分超滤产水经高压泵升压后流入反渗透系统,DC24V的SM321(DI16),数字量输出选用8块DC120V/反渗透膜对离子和无机盐等小分子物质有很好的过滤效果,AC230V继电器输出的SM322(DO16),模拟量输入选用5两层反渗透过滤器可以滤除90%以上的无机盐,从而保证块8通道的SM331,模拟量输出选用5块4通道的SM332。[4]反渗透产水达到工业用水和煤矿日常用水的标准。系统根据现场工艺,杀菌剂、阻垢剂和化学清洗试剂的添的工作原理如图1所示。加,选用IND331智能称重仪表,通过数字滤波技术,可以得到稳定、可靠的用量值,有较高的准确度;温度仪表选用TXT系列的智能温度控制仪表,压力的检测采用AK3000压力变送器,进水流量和产水流量的检测选用智能涡街流量传感器,变频器选用西门子MM440变频器。S7-300PLC作为Modbus主站与现场智能仪表和设备通图1系统工作原理图信,S7-300需要添加CP341模块及硬件狗Dongle,安装串行通信模板驱动程序及Modbus主站驱动程序,设置通信参数后(与现场智能仪表通讯参数一致),可通过调用发送或2控制方案[6]接受程序块以轮询的方式读取智能仪表数据。根据现场设备的分布结构,采用集中管理、分散控制2?2控制程序设计的原则,将系统分为三层:第一层为管理层,由监控计算2?2?1控制要求机和打印机通过TCP/IP协议用以太网和PLC进行连接,系统采用STEP7编写控制程序。控制方式分为远程控并对监控计算机设有操作权限;第二层为控制层,PLC通制和就地控制,远程控制又分为手动控制和自动控制。根过现场总线技术与变频器、智能仪表连接,同时采用据控制要求,PLC编程采用结构化编程方式,将整个控制ET200M模块使得分布式I/O与现场的开关量、模拟量设备程序分为若干个子程序模块。连接,既解决了现场设备分布的复杂性,又保证了数据通系统要求,超滤膜和反渗透膜的运行和清洗过程要实信的可靠性与即时性;第三层是设备层,主要包括阀门、现自动控制,并且运行时间和反洗时间能够自行设定,膜[5]电机、传感器和智能仪表等。系统结构如图2所示。两侧压差要控制在0?2MPa以内。当膜两侧压差高于标准值15%,或者产水量比初始值下降15%,或达到规定的清洗时间时,就需要启动对超滤-反渗透膜的清洗,并且间隔一段时间需要对膜进行化学清洗,在系统停止运行后和将要投入运行前要对膜进行一次清洗;系统运行过程中,对阻垢剂和杀菌剂的添加非常关键,必须保证用量适中才不会对膜件产生损坏。如果运行过程产生故障,需设置紧急停止按钮,保障设备和工作人员的安全。2?2?2程序设计PLC编程采用LAD和STL两种语言,对两种语言的灵活使用可以减少程序开发的时间。为了能快速、稳定的得到压力值和流量值,STEP软件中的PID控制功能模块图2系统结构图FB41,实现流量、压力的PID控制。PID控制器可以消除[7]稳态误差,减小系统的超调量,改善系统的动态性能。2?1硬件选型OB1、OB35、OB100是组织块,OB100是初始化程序,系统选用西门子公司的S7-300系列PLC作为控制器,OB1作为主程序块对子程序块进行组织调用,子程序块包DELLT3610作为工控机,iFIX5?0系列组态软件组建上位括通讯处理子程序、模拟量转换标定子程序、远程手动控26n2017年第7期煤炭工程设计技术制程序、自动控制程序、保护处理程序等。其中FB1是生统采用顺序控制的方法将整个过程分为三个阶段:程序初成报表的触发程序,FB7、FB8是系统的通讯功能模块,始化阶段、系统正常运行阶段和膜件清洗阶段。对膜件清FB20是超滤和反渗透自动控制程序,FB25是用于在上位机洗的效果好坏,直接影响到系统运行的安全性和反渗透产监控系统对设备进行远程手动控制。FB101、FB102、水质量。特别是化学清洗的过程,对所加化学试剂的量有FB103、FB104分别对应重量、温度、流量以及对变频器的非常严格的限制,过少则清洗不彻底,过多则会对膜件产控制程序。FB11、FB12、FB13分别为报表、阀门、电机基生损坏,影响后期运行维护的效果。因此,在对膜件清洗本程序,并作为局域背景块供其他FB块多重背景编程使的环节,系统采用PID控制器进行控制,从而将添加的化用。FC105和FC106将现场采集到的模拟量数据进行转换学试剂严格控制在最佳的范围之内。程序控制流程如图4标定,FC20用于当测量数据超出系统设置上、下限时进行所示。报警处理,FC21是计时模块。DB01、DB02、DB03是可供全局调用的共享数据块。OB35周期调用FB101、FB102、FB103、FB104进行PID运算,通过变频器控制高压泵、反洗泵和入水泵,实现对膜两侧压差、进/出水流量和反洗时间的控制,从而达到控制反渗透产水质量的目的。程序结构如图3所示。图4自动控制程序图3监控系统3?1PLC和iFIX的通讯iFIX通过以太网与下位机PLC进行通讯,具有可靠性高、通讯速率快、传输量大等优势,可以保证监控室和可编程控制器在传输大批量数据时的高效性和稳定性。在iFIX5?0中添加MBE驱动,对驱动进行网络设置,选择TCP/IP协议,在该驱动下添加通讯通道Channel,在通道下选择设备Device,在设备下添加数据块,数据块中变量[8]地址的设置要和PLC中数据块地址相一致。3?2人机界面的编写为了实现对系统的远程监控,上位机采用iFIX5?0系列组态软件创建监控画面。该组态软件在Windows7系统下运行,集安全性、通用性和易用性于一身,编程简单、实时性好。数据库采用标准的MicrosoftSQLServer2008进行图3程序结构图数据处理、归档,支持WEB功能,可供工作人员随时查看。上位机运行结构如图5所示。2?2?3自动控制流程整个系统分为监控画面、历史曲线画面、报警记录画超滤反渗透装置的自动运行程序是可编程控制器程序面、操作记录画面、报表画面和数据监测画面等。监控画设计的重点,因为程序设计的对错、繁简直接影响到工作面分为设备监控区和菜单栏两部分,菜单栏主要是用于向人员、现场设备的安全和工艺流程的运行效果,对反渗透其他附属监控画面的切换,监控画面是对超滤系统和反渗产水是否能达到企业生产和日常用水标准密切相关。本系透系统设备运行情况的实时监控,根据不同的运行状态区27n设计技术煤炭工程2017年第7期参考文献:[1]蒋延梅.污水再生处理超滤-反渗透工艺技术经济型研究[D].北京:清华大学,2014.[2]MehdizadehH.Membranedesalinationplantsfromanenergy—exergyviewpoint[J].Desalination,2006,191(1/3).[3]王立宁.食品饮料行业微滤、超滤、反渗透膜的清洗[J].图5上位机结构图净水技术,2002,21(2):26-27.[4]闫晗.动态膜及超滤反渗透在工业水处理中的应用[D].分以不同的颜色。同时还为用户设置了安全登录界面,不大连:大连理工大学,2009.[5]靳雷,李宏伟.基于PLC和现场总线的锅炉控制系统同的操作员有不同的操作权限,保证系统运行的安全性。[J].仪表技术与传感器,2010(7):51-53.4结语[6]王勇,苏杨,商砚冰,等.S7-300PLC与设备进行ModbusRTU通信方法[J].测控技术,2013,32(10):90-矿山污水处理系统的超滤反渗透装置通过运用西门子92.公司的S7-300系列PLC实现了系统自动化运行,从系统运[7]梁云峰,虎恩典,周晓辉,等.S7-300PLC及组态王在抗行以来,一直处于高效、稳定的运行状态,控制精度达到生素发酵控制系统中的应用[J].制造业自动化,2008,30了预期的效果,对污水的回收处理率达到了95%以上,大(10):74-77.大降低了工作人员的工作量,实现了以自动化技术代替手[8]朱晶,齐向东.基于OPC、Modbus以及ModbusTcp/Ip的工操作,不仅降低了当地的水污染情况,而且节约了企业iFIX与PLC的通信[J].电子器件,2013,36(2):260-的生产成本,实现了绿色生产的初步目标,提高了废水处264.理工艺的自动化水平,具有很高的推广价值和发展前景。(责任编辑赵巧芝)???????????????????????????????????????????????(上接第24页)由此可以得到最佳的拟合曲线方程。在本传感器补偿[3]何群,郝润芳.低功耗煤矿压力监测系统设计[J].工中,选取10个测试点,采用上述方程式,得到拟合曲线如矿自动化,2016,42(2):73-76.下:P=0?00104P2+2?35009P-23?37028。通过项式曲线拟[4]陈烁辉,周翔,王汉其,等.高精度倾角传感器检测系trr合补偿设计进一步提高了姿态传感器的精度。统的设计与实现[J].仪器仪表装置,2012,12(4):18-216结语[5]伊程毅.基于地磁和微惯性器件组合的姿态测量系统研究[D].哈尔滨:哈尔滨工业大学,2013.通过上述的姿态传感器设计方案,最终实现了双轴量[6]谢阳光.基于半球谐振陀螺仪的姿态测量系统研究[D].程为±90°,实际使用精度0?1°,电压范围3?3~6V、温度哈尔滨:哈尔滨工业大学,2013.特性小于0?01%FS/℃、稳定性小于0?15%FSO/a等相关参[7]宋国斌,袁略略.基于ADXL213倾角仪性能的研究[J].数的无线微功耗自供电姿态传感器,在取得煤矿安标相关科技视界,2014(1):181-182.证件后,在唐口煤矿、阳泉煤业等多个煤矿液压支架姿态[8]唐明珠,衷卫声.基于蓝牙自组网的液压支架压力监测系监测系统上安装了多套无线微功耗自供姿态传感器,经过统设计[J].工矿自动化,2016,42(7):76-79.长时间的使用取得了良好的使用效果,在煤矿设备及其它[9]张远征.基于姿态识别技术的风筒风量开关传感器设计工业设备上具有很广阔的应用前景。[J].工矿自动化,2016,42(9):9-12.[10]刘亚辉.基于激光测距巷道顶底板移近量传感器的设计与参考文献:应用[J].煤炭工程,2016(8):71-73.[11]李宗敏,张法全,王国富,等.基于ARM和FPGA的煤矿[1]范子荣.煤矿顶板压力无线智能监测装置设计[J].煤炭防盗采监测系统设计与实现[J].煤炭工程,2016(5):工程,2016(4):19-21.20-23.[2]周庆飞,徐明龙.基于MSP430的高精度倾角测量系统设计与实现[J].自动化与仪器仪表,2011(1):41-42.(责任编辑赵巧芝)28