

- 181.52 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
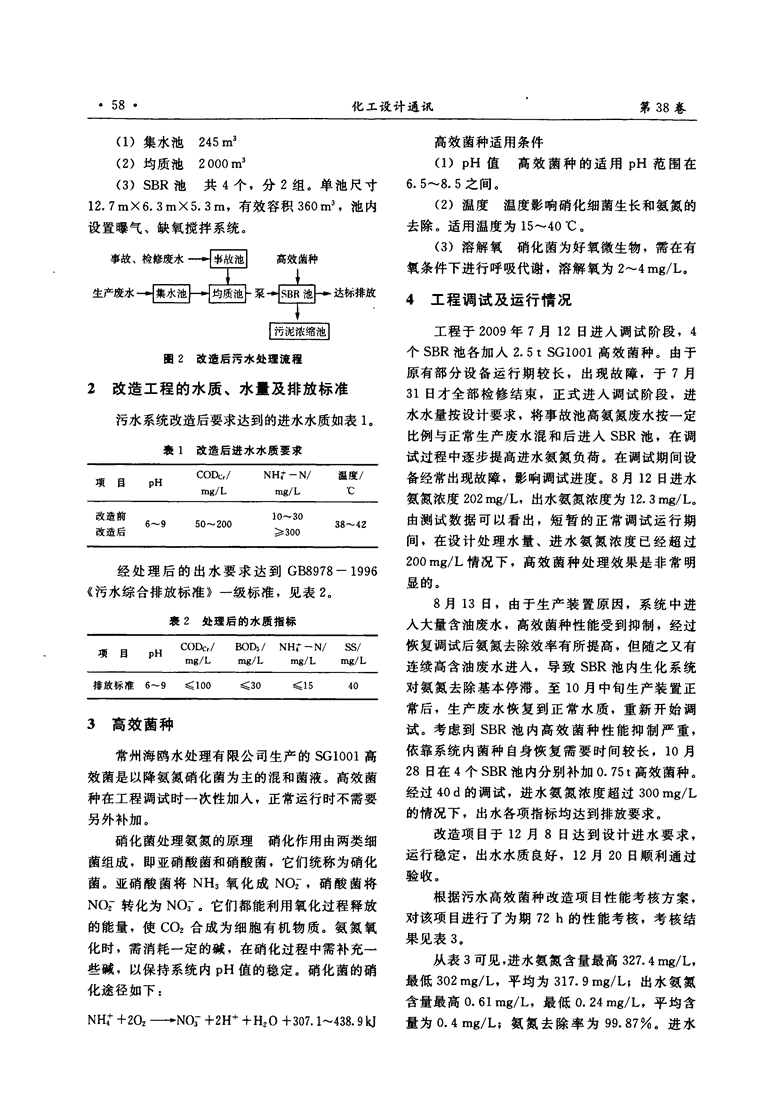
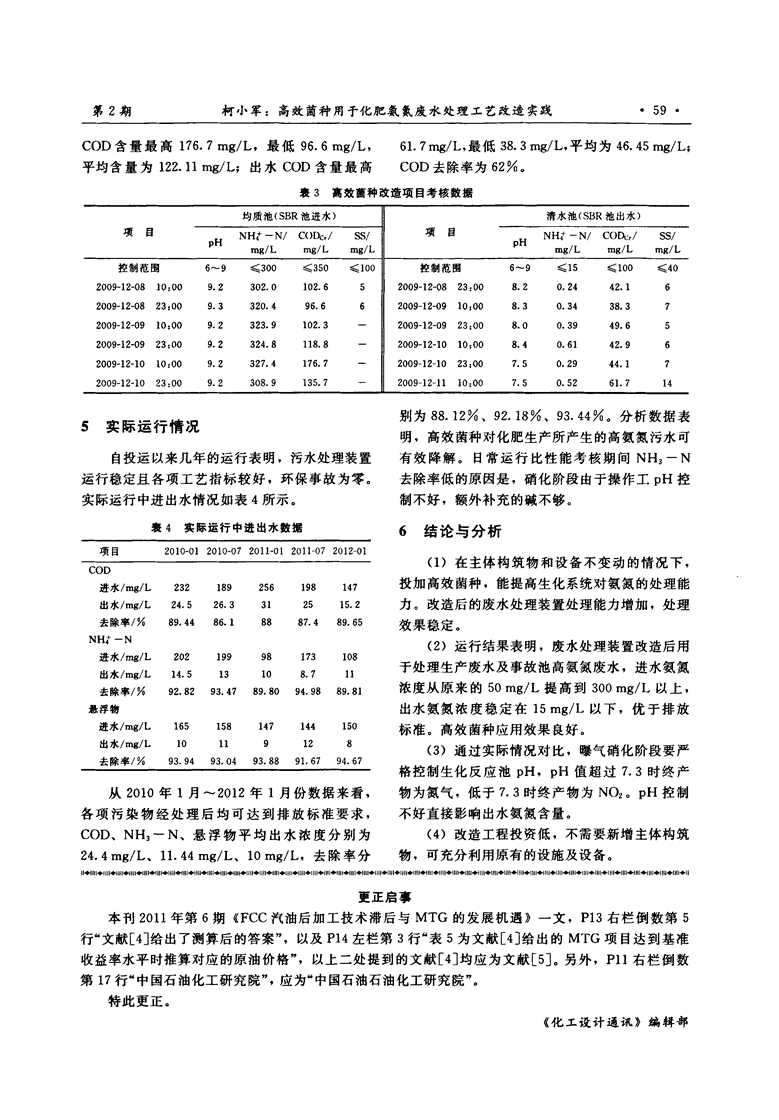
第38卷第2期2012年4月化工设计通讯ChemicalEngineeringDesignCommunications·57·高效菌种用于化肥氨氮废水处理工艺改造实践柯小军(中海石油化学股份有限公司,海南东方572600)摘要:因原有废水处理系统抗高氨氮冲击负荷能力差,在污水装置主体构筑物和设备不变动的情况下,投加高效菌种,显著提高氨氮废水的处理能力。关键词:高效菌种;SBR池;氨氮废水中图分类号:X781.4文献标志码:B文章编号:1003—6490(2012)02—0057—03ModificationofAmmoniaWastewaterTreatmentUsingEfficientStrainsKEXiao-jun(ChinaBlueChemicaILtd.,DongfangHainan572600,China)Abstract:TheproblemispoorresistancetOhighammoniashockloadingduetOtheexistingam—moniawastewatertreatmentsystem,underconditionoforiginalmainstructuresandequipmentofsew-agesystem,efficientstrainsaredosedinthesystemtoimprovetheprocessingcapacityoftheammoniawastewatersystemgreatly.Keywords:efficientstrains;SBRpool;ammoniawastewater目前,海南富岛一期装置具有年产300kt合成氨及520kt尿素能力,二期装置具有年产450kt合成氨、800kt尿素及1400kt甲醇能力。公司的污水主要由生活污水、生产废水、事故排放污水和初期污染雨水组成。废水处理系统处理总水量为60~80m3/h。改造前污水处理系统在进水水质符合设计要求的情况下运行正常,排放水水质达标。但该污水处理系统只能满足正常生产废水的处理,对因生产装置检修和事故排放时的超高氨氮浓度废水不能及时处理。为了认真贯彻执行国家和中国海洋石油总公司关于环境保护节能减排工作的方针政策,同时根据废水水质及处理要求,力求选用技术先进、工艺稳定、处理效率高、投资少、运行费用低的处理工艺。调研分析认为,在主体构筑物和设备不变动的情况下,通过高效菌种的投加,在进水水量不变的前提下,能够达到提高进水氨氮负荷的能力,满足公司实际废水处理要求。公司决定启动污水高效菌种改造项目。该项目于2008年底公司批准立项,2009年7月工程改造开始实施。在污水装置主体构筑物和设备不变动的情况下,通过改造,提高污水处理的能力,将进水氨氮浓度由正常生产时的i0~30mg/L提高到300mg/L以上,废水处理后排放指标要求达GB8978—1996《污水综合排放标准》一级标准。达到中海油化学公司2009年节能减排的目的。l废水处理工艺路线及设施1.1污水处理流程原污水处理系统在正常生产时进水水质符合设计要求的情况下运行正常,排放水质达标;但无法满足所有废水达标处理的要求。污水处理系统工艺流程见图1。生产废水—-{至丕垂]_—{亘匠适卜—匪垂:ii卜达标排放t匿癌西固图1原污水处理流程改造后污水处理系统工艺流程见图2。1.2主要构筑物收稿日期:2012-03—13作者简介:柯小军(1982一),男,湖北黄冈人,助工,在中海石油化学股份有限公司化肥二部从事水处理技术管理工作。n·58·化工设计通讯第38卷(1)集水池245m3(2)均质池2000m3(3)SBR池共4个,分2组。单池尺寸12.7ITI×6.3m×5.3m,有效容积360m3,池内设置曝气、缺氧搅拌系统。事故、生产废水泵高效菌种适用条件(1)pH值高效菌种的适用pH范围在6.5~8.5之间。(2)温度温度影响硝化细菌生长和氨氮的去除。适用温度为15~40℃。(3)溶解氧硝化菌为好氧微生物,需在有高效I菌种氧条件下进行呼吸代谢,溶解氧为2~4mg/L。达标排放4工程调试及运行情况匾圆圈2改造后污水处理流程2改造工程的水质、水量及排放标准污水系统改造后要求达到的进水水质如表1。表1改造后进水水质要求经处理后的出水要求达到GB8978—1996《污水综合排放标准》一级标准,见表2。表2处理后的水质指标3高效菌种常州海鸥水处理有限公司生产的SGl001高效菌是以降氨氮硝化菌为主的混和菌液。高效菌种在工程调试时一次性加入,正常运行时不需要另夕h丰}力Ⅱ。硝化菌处理氨氮的原理硝化作用由两类细菌组成,即亚硝酸菌和硝酸菌,它们统称为硝化菌。亚硝酸菌将NH。氧化成NOf,硝酸菌将Nof转化为NO]-。它们都能利用氧化过程释放的能量,使COz合成为细胞有机物质。氨氮氧化时,需消耗一定的碱,在硝化过程中需补充一些碱,以保持系统内pH值的稳定。硝化菌的硝化途径如下:NHt+202一N昕+2H++H20+307.i~438.9kJ工程于2009年7月12日进入调试阶段,4个SBR池各加入2.5tSGl001高效菌种。由于原有部分设备运行期较长,出现故障,于7月31日才全部检修结束,正式进入调试阶段,进水水量按设计要求,将事故池高氨氮废水按一定比例与正常生产废水混和后进入SBR池,在调试过程中逐步提高进水氨氮负荷。在调试期间设备经常出现故障,影响调试进度。8月12日进水氨氮浓度202mg/L,出水氨氮浓度为12.3mg/L。由测试数据可以看出,短暂的正常调试运行期间,在设计处理水量、进水氨氮浓度已经超过200mg/L情况下,高效菌种处理效果是非常明显的。8月13日,由于生产装置原因,系统中进人大量含油废水,高效菌种性能受到抑制,经过恢复调试后氨氮去除效率有所提高,但随之又有连续高含油废水进入,导致SBR池内生化系统对氨氮去除基本停滞。至10月中旬生产装置正常后,生产废水恢复到正常水质,重新开始调试。考虑到SBR池内高效菌种性能抑制严重,依靠系统内菌种自身恢复需要时间较长,10月28日在4个SBR池内分别补加0.75t高效菌种。经过40d的调试,进水氨氮浓度超过300mg/L的情况下,出水各项指标均达到排放要求。改造项目于12月8日达到设计进水要求,运行稳定,出水水质良好,12月20日顺利通过验收。根据污水高效菌种改造项目性能考核方案,对该项目进行了为期72h的性能考核,考核结果见表3。从表3可见,进水氨氮含量最高327.4rrlg/L,最低302mg/L,平均为317.9rag/L,出水氨氮含量最高0.61mg/L,最低0.24mg/L,平均含量为0.4mg/L;氨氮去除率为99.87%。进水n第2期柯小军:高效茵种用于化肥氨氮废水处理工艺改造实践·59·COD含量最高176.7mg/L,最低96.6mg/L,平均含量为122.11rag/L;出水COD含量最高61.7mg/L,最低38.3mg/L,平均为46.45mg/L;COD去除率为62%。裹3高效菌种改造项目考核数据均质池(SBR池进水)清水池(SBR池出水)项目..NH+一N/CODc,/Ss/项目。,NH+一N/CODe,/SS/pnmg/Lmg/:mg/LpHmg/Lmg/i二mg/L控制范围6~9≤300≤350≤100控制范围6~9≤IS≤100≤402009—12—0810:009.2302.0102.652009—12一0823:008.20.2442.162009—12-0823:009.3320.496.662009—12-0910j008.30.3438.372009—12-0910:009.2323.9102.3—2009-12-0923:008.00.3949.652009-12-0923:009.2324.8118.8—2009-12-1010:008.40.6142.962009—12—1010:009.2327.4176.7—2009—12—1023:007.50.2944.172009—12—1023:009.2308.9135.7一2009—12一1110:007.50.5261.7145实际运行情况自投运以来几年的运行表明,污水处理装置运行稳定且各项工艺指标较好,环保事故为零。实际运行中进出水情况如表4所示。表4实际运行中进出水数据项目2010一012010-07201卜012011-072012-01从2010年1月~2012年1月份数据来看,各项污染物经处理后均可达到排放标准要求,COD、NH。一N、悬浮物平均出水浓度分别为24.4mg/L、11.44mg/L、10mg/L,去除率分别为88.12%、92.18%、93.44%。分析数据表明,高效菌种对化肥生产所产生的高氨氮污水可有效降解。日常运行比性能考核期间NH。一N去除率低的原因是,硝化阶段由于操作工pH控制不好,额外补充的碱不够。6结论与分析(1)在主体构筑物和设备不变动的情况下,投加高效菌种,能提高生化系统对氨氮的处理能力。改造后的废水处理装置处理能力增加,处理效果稳定。(2)运行结果表明,废水处理装置改造后用于处理生产废水及事故池高氨氮废水,进水氨氮浓度从原来的50mg/L提高到300mg/L以上,出水氨氮浓度稳定在15mg/L以下,优于排放标准。高效菌种应用效果良好。(3)通过实际情况对比,曝气硝化阶段要严格控制生化反应池pH,pH值超过7.3时终产物为氮气,低于7.3时终产物为NO。。pH控制不好直接影响出水氨氮含量。(4)改造工程投资低,不需要新增主体构筑物,可充分利用原有的设施及设备。¨◆Ⅲ1◆⋯l◆¨¨◆⋯I◆川l◆川I◆¨¨◆¨ll◆¨¨◆¨¨●ⅢI◆ⅢI●⋯I◆⋯l◆Ⅲf◆¨1I◆¨¨◆⋯I◆I¨l◆¨¨◆¨¨◆¨¨◆⋯l◆⋯l◆⋯l●⋯I◆¨¨◆⋯I◆⋯I◆洲◆⋯l◆㈨◆¨¨◆¨¨◆⋯l◆¨¨◆⋯I◆¨¨●⋯I◆川I●|111"1"11114"1111't1"1111"t-IIll"t"1111"I"1更正启事本刊2011年第6期《(FCC汽油后加工技术滞后与MTG的发展机遇》一文,P13右栏倒数第5行“文献1-47给出了测算后的答案”,以及P14左栏第3行“表5为文献E4-]给出的MTG项目达到基准收益率水平时推算对应的原油价格”,以上二处提到的文献E4-]均应为文献[5]。另外,Pll右栏倒数第17行“中国石油化工研究院”,应为“中国石油石油化工研究院”。特此更正。《化工设计通讯》编辑部