

- 256.13 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
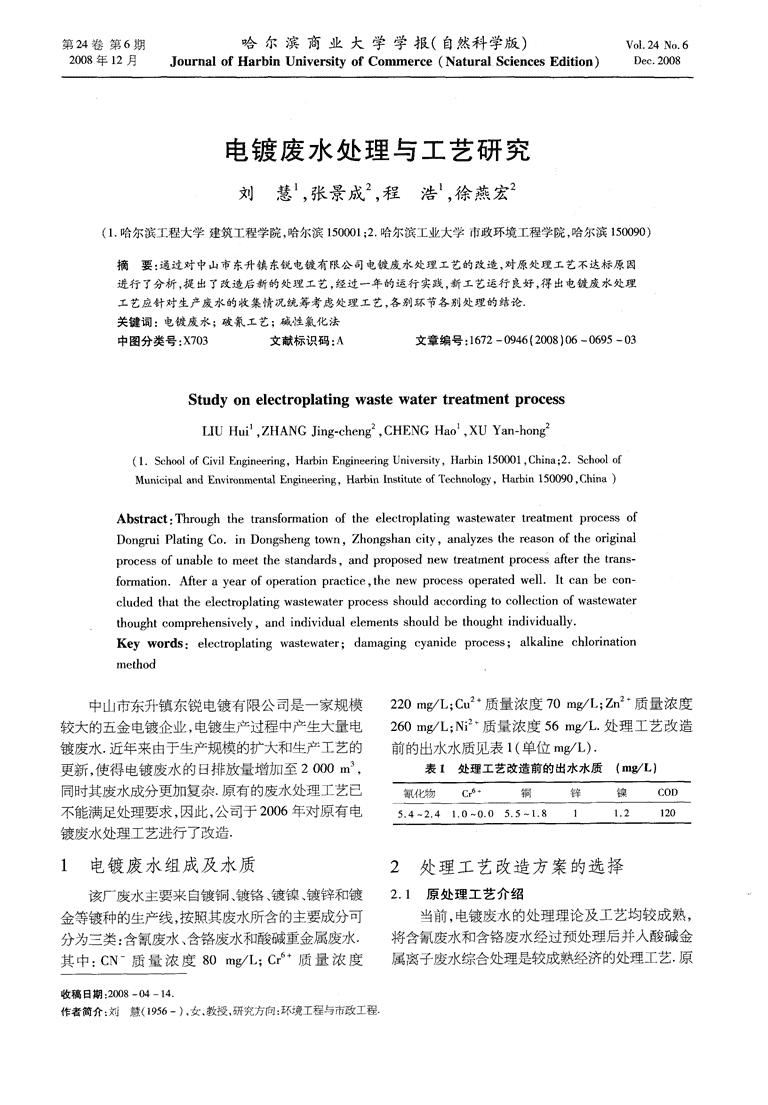
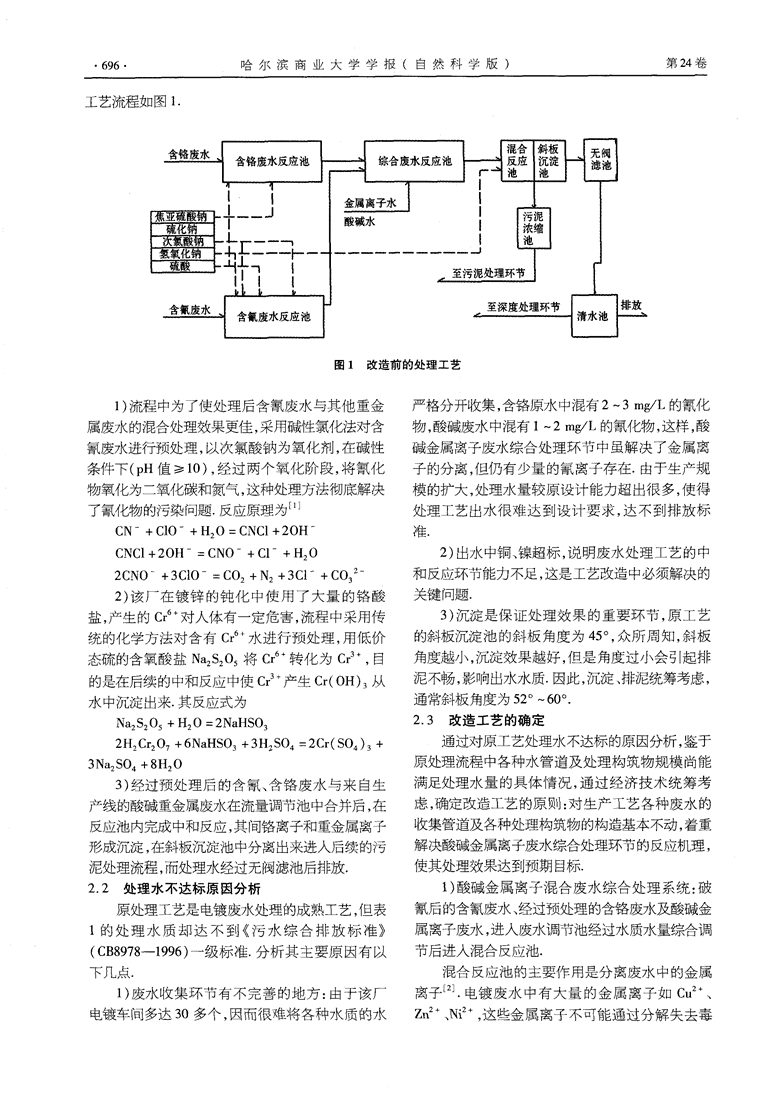
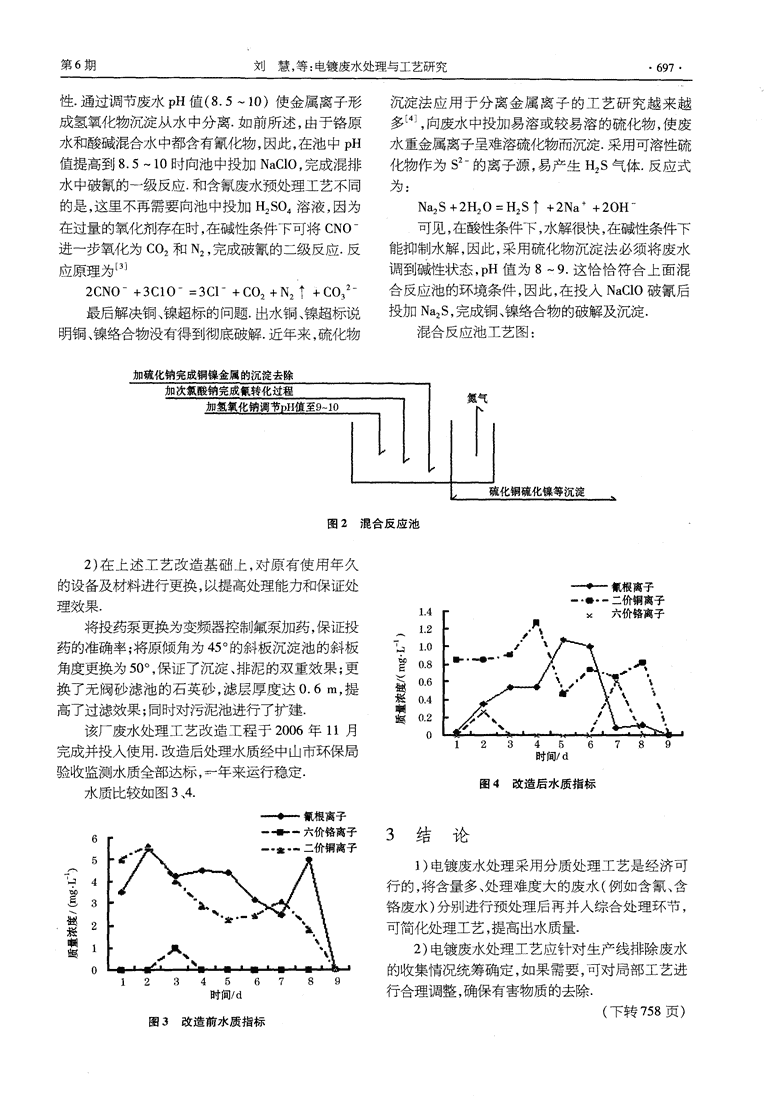
第24卷第6期哈尔滨商业大学学报(自然科学版)Vo1.24N。.62008年12月JournalofHarbinUniversityofCommerce(NaturalSciencesEdition)Dec.2008电镀废水处理与工艺研究刘慧,张景成,程浩,徐燕宏(1.哈尔滨工程大学建筑工程学院,哈尔滨150001;2.哈尔滨工业大学市政环境工程学院,哈尔滨150090)摘要:通过对中山市东升镇东锐电镀有限公司电镀废水处理工艺的改造,对原处理工艺不达标原因进行了分析,提出了改造后新的处理工艺,经过一年的运行实践,新3-艺运行良好,得出电镀废水处理工艺应针对生产废水的收集情况统筹考虑处理工艺,各别环节各别处理的结论.关键词:电镀废水;破氰工艺;碱性氯化法中图分类号:X703文献标识码:A文章编号:1672—0946(2008)O6—0695一o3StudyonelectroplatingwastewatertreatmentprocessLIUHui,ZHANGJing.cheng,CHENGHao,XUYan—hong(1.SchoolofCivilEngineering,HarbinEngineeringUniversity,Harbin150001,China;2.SchoolofMunicipalandEnvironmentalEngineering,HarbinInstituteofTechnology,Harbin150090,China)Abstract:ThroughthetransformationoftheelectroplatingwastewatertreatmentprocessofDongmiPlatingCo.inDongshengtown,Zhongshancity,analyzesthereasonoftheoriginalprocessofunabletomeetthestandards,andproposednewtreatmentprocessafterthetrans。formation.Afterayearofoperationpractice,thenewprocessoperatedwel1.Itcanbecon—cludedthattheelectroplatingwastewaterprocessshouldaccordingtocollectionofwastewaterthoughtcomprehensively,andindividualelementsshouldbethoughtindividually.Keywords:electroplatingwastewater;damagingcyanideprocess;alkalinechlorinationmethnd中山市东升镇东锐电镀有限公司是一家规模220m#L;Cu质量浓度70mg/L;Zn质量浓度较大的五金电镀企业,电镀生产过程中产生大量电260mg/L;Ni质量浓度56mg/L.处理工艺改造镀废水.近年来由于生产规模的扩大和生产工艺的前的出水水质见表l(单位m#L).更新,使得电镀废水的日排放量增加至2000m,表1处理工艺改造前的出水水质(mg/L)同时其废水成分更加复杂.原有的废水处理工艺已不能满足处理要求,因此,公司于2006年对原有电镀废水处理工艺进行了改造.1电镀废水组成及水质2处理工艺改造方案的选择该厂废水主要来自镀铜、镀铬、镀镍、镀锌和镀2.1原处理工艺介绍金等镀种的生产线,按照其废水所含的主要成分可当前,电镀废水的处理理论及工艺均较成熟,分为三类:含氰废水、含铬废水和酸碱重金属废水.将含氰废水和含铬废水经过预处理后并入酸碱金其中:cN一质量浓度80rag/L;Cr质量浓度属离子废水综合处理是较成熟经济的处理工艺.原收稿日期:2008—04—14.作者简介:刘慧(1956一),女,教授,研究方向:环境工程与市政工程n.696.哈尔滨商业大学学报(自然科学版)第24卷工艺流程如图1图1改造前的处理工艺1)流程中为了使处理后含氰废水与其他重金严格分开收集,含铬原水中混有2—3mg/L的氰化属废水的混合处理效果更佳,采用碱『生氯化法对含物,酸碱废水中混有1—2mg/L的氰化物,这样,酸氰废水进行预处理,以次氯酸钠为氧化剂,在碱性碱金属离子废水综合处理环节中虽解决了金属离条件下(pH值≥10),经过两个氧化阶段,将氰化子的分离,但仍有少量的氰离子存在.由于生产规物氧化为二氧化碳和氮气,这种处理方法彻底解决模的扩大,处理水量较原设计能力超出很多,使得了氰化物的污染问题.反应原理为¨处理工艺出水很难达到设计要求,达不到排放标CN一+ClO一+H20=CNC1+20H—准.CNC1+20H一=CNO一+Cl一+H202)出水中铜、镍超标,说明废水处理工艺的中2CNO一+3C10一=CO2+N2+3C1一+C03一和反应环节能力不足,这是工艺改造中必须解决的2)该厂在镀锌的钝化中使用了大量的铬酸关键问题.盐,产生的cr¨对人体有一定危害,流程中采用传3)沉淀是保证处理效果的重要环节,原工艺统的化学方法对含有cr¨水进行预处理,用低价的斜板沉淀池的斜板角度为45。,众所周知,斜板态硫的含氧酸盐NaS0将cr转化为cr¨,目角度越小,沉淀效果越好,但是角度过小会引起排的是在后续的中和反应中使cr¨产生Cr(OH)从泥不畅,影响出水水质.因此,沉淀、排泥统筹考虑,水中沉淀出来.其反应式为通常斜板角度为52。~60。.Na2S205+tt20=2NaHSO32.3改造工艺的确定2H2Cr207+6NaHSO3+3H2SO4=2Cr(SO4)3+通过对原工艺处理水不达标的原因分析,鉴于3Na2SO4+8H20原处理流程中各种水管道及处理构筑物规模尚能3)经过预处理后的含氰、含铬废水与来自生满足处理水量的具体情况,通过经济技术统筹考产线的酸碱重金属废水在流量调节池中合并后,在虑,确定改造工艺的原则:对生产工艺各种废水的反应池内完成中和反应,其间铬离子和重金属离子收集管道及各种处理构筑物的构造基本不动,着重形成沉淀,在斜板沉淀池中分离出来进入后续的污解决酸碱金属离子废水综合处理环节的反应机理,泥处理流程,而处理水经过无阀滤池后排放.使其处理效果达到预期目标.2.2处理水不达标原因分析1)酸碱金属离子混合废水综合处理系统:破原处理工艺是电镀废水处理的成熟工艺,但表氰后的含氰废水、经过预处理的含铬废水及酸碱金1的处理水质却达不到《污水综合排放标准》属离子废水,进入废水调节池经过水质水量综合调(CB8978-1996)一级标准.分析其主要原因有以节后进人混合反应池.下几点.混合反应池的主要作用是分离废水中的金属1)废水收集环节有不完善的地方:由于该厂离子J.电镀废水中有大量的金属离子如Cu、电镀车间多达30多个,因而很难将各种水质的水zn2、Ni2+,这些金属离子不可能通过分解失去毒n第6期刘慧,等:电镀废水处理与工艺研究·697·性.通过调节废水pH值(8.5~10)使金属离子形沉淀法应用于分离金属离子的工艺研究越来越成氢氧化物沉淀从水中分离.如前所述,由于铬原多,向废水中投加易溶或较易溶的硫化物,使废水和酸碱混合水中都含有氰化物,因此,在池中pH水重金属离子呈难溶硫化物而沉淀.采用可溶性硫值提高到8.5~l0时向池中投加NaCIO,完成混排化物作为s一的离子源,易产生H,s气体.反应式水中破氰的一级反应.和含氰废水预处理工艺不同为:的是,这里不再需要向池中投加H2s0溶液,因为Na2s+2H20=H2Sf+2Na+20H一在过量的氧化剂存在时,在碱性条件下可将CNO一可见,在酸}生条件下,水解很快,在碱陛条件下进一步氧化为CO和N:,完成破氰的二级反应.反能抑制水解,因此,采用硫化物沉淀法必须将废水应原理为调到碱性状态,pH值为8~9.这恰恰符合上面混2CNO一+3C10一=3C1一+c02+N2f+c03一合反应池的环境条件,因此,在投入NaCIO破氰后最后解决铜、镍超标的问题.出水铜、镍超标说投加NaS,完成铜、镍络合物的破解及沉淀.明铜、镍络合物没有得到彻底破解.近年来,硫化物混合反应池工艺图:加硫化钠完成铜镍金属的沉淀去除1llOOO042O8642O图2混合反应池2)在上述工艺改造基础上,对原有使用年久的设备及材料进行更换,以提高处理能力和保证处—·一氰根离子—-··一二价铜离子理效果.将投药泵更换为变频器控制氟泵加药,保证投药的准确率;将原倾角为45。的斜板沉淀池的斜板角度更换为50。,保证了沉淀、排泥的双重效果;更警换了无阀砂滤池的石英砂,滤层厚度达0.6m,提越高了过滤效果;同时对污泥池进行了扩建.蜘蜉该厂废水处理工艺改造工程于2006年11月123456789完成并投入使用.改造后处理水质经中山市环保局时间/d验收监测水质全部达标,一年来运行稳定.图4改造后水质指标水质比较如图3、4.—__.卜一氰根离子3结论?、1)电镀废水处理采用分质处理工艺是经济可行的,将含量多、处理难度大的废水(例如含氰、含邑\铬废水)分别进行预处理后再并入综合处理环节,越可简化处理工艺,提高出水质量.咖蝗2)电镀废水处理工艺应针对生产线排除废水的收集情况统筹确定,如果需要,可对局部工艺进123456789时间/d行合理调整,确保有害物质的去除.(下转758页)图3改造前水质指标n哈尔滨商业大学学报(自然科学版)第24卷效率更低,加大电能消耗.3.20。【=库的设备选择第三台多联机是由5台4H一12.5型压缩机依据冷库实际情况0℃库也有3种机器可供并联组成.每台电机11kW,5台共55kW.当蒸发选择见表5.第一台螺杆机KF16实际产冷量温度为一30℃冷凝温度为+40℃时,每台压缩机324.7kW冷库要求产冷量246.4kW,它的实际产约Mm84轴功率8.67kW,满负荷时轴功率43.35占总电机冷量与冷库要求产冷量差值大于5%,不满足要功率的79%.当负荷降至80%,自动卸载1台压缩求.机,还有4台压缩机继续运行.电机功率44kW,轴第二台活塞机与第一台螺杆机使用相同功率功率34.68kW占电机功率79%.当负荷降至的电机但产冷量小得多,也不合适.60%,3台¨缩机投入运行.电机功率33kW,轴功第三台多联机,在冷间负荷变化较大的情况下率26.01kW占电机功率的79%.当负荷降至通过改变压缩机运行台数来进行能量调节使电机40%,2台压缩机投入运行.电机功率22kW,轴功效率总能保持在0.71左右,节能效果较好.率17.34kW占电机功率的79%.当负荷降至4结语20%,1台压缩机投入运行.电机功率11kW,轴功率8.67kW仍占电机功率的79%.可以看出当负最后在一l8cC低温库系统中选用了由5台荷变化较大时,选用多机头并联机能使压缩机的电4H一15.2活塞机并联组成的多联机.在设计工况机功率总处在0.79.而异步电动机效率只有在0.7下轴功率是43.35kW电机功率55kW电机效率~0.9时才能处于最佳有效运行状态(压缩机电机在0.79左右.在O℃高温库系统中选用了由5台的工作特性曲线如图5所示),也就是最节能.6J一33.2活塞机并联组成的多联机.在设计工况而螺杆机当负荷降至15%时,电机效率大幅下降,下轴功率是85.35kw电机功率120kw电机效率耗能增加.在0.71左右.经过实际运行测试与前面分析相符,满足要求.,/J参考文献:●一一r—一,——__-O.8,/s二/[1]原国家国内贸易局.冷库设计规范[M].北京:中国计划出版l,./兽0.6社,2001.u/,/[2]湖北工业建筑设计院.冷藏库设计[M].北京:中国建筑工业?//0.4/出版社,1980./[3]李洪宾,鲁其鸱,李东辉.小型氟制冷系统应用中常见问题分O.2l析[J].流体机械,2003,31(10):39—40.『[4]马麟,邹同华,孙欢.比较螺杆式与活塞式压缩机在冷库024681012应用中的节能效果[J].保鲜与加工,2007,1:18—20.P{kW[5]秦曾煌,电工学[M].北京:高等教育出版社,2002.[6]杨昭,谭晶莹,李喜宏,等.冷库压缩机变频技术节能原理图5三相异步电动机·陛能曲线与经济效益分析『J].压缩机技术.2005,5:24—26.(上接697页)[2]赵娜,李亚峰,贾新军,等.电镀废水处理工程设计[J].工业安全与环保,2007,33(2):20—21.3)电镀废水处理的配套设备及附属材料对处[3]安成强,催作兴,郝建军.电镀三废治理技术[M].北京:国防理效果起着重要的保证作用,不应忽视.工业出版社,2000.参考文献:[4]葛丽颖,刘定富,曾祥钦,等.酸性含铜电镀废水处理[J].电镀与环保,2007,27(2):36—37.[1]许良元,电镀废水处理装置的设计研究[J].安徽农业大学学报报,2005,32(1):110—112.