

- 324.23 KB
- 2022-04-26 发布


- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
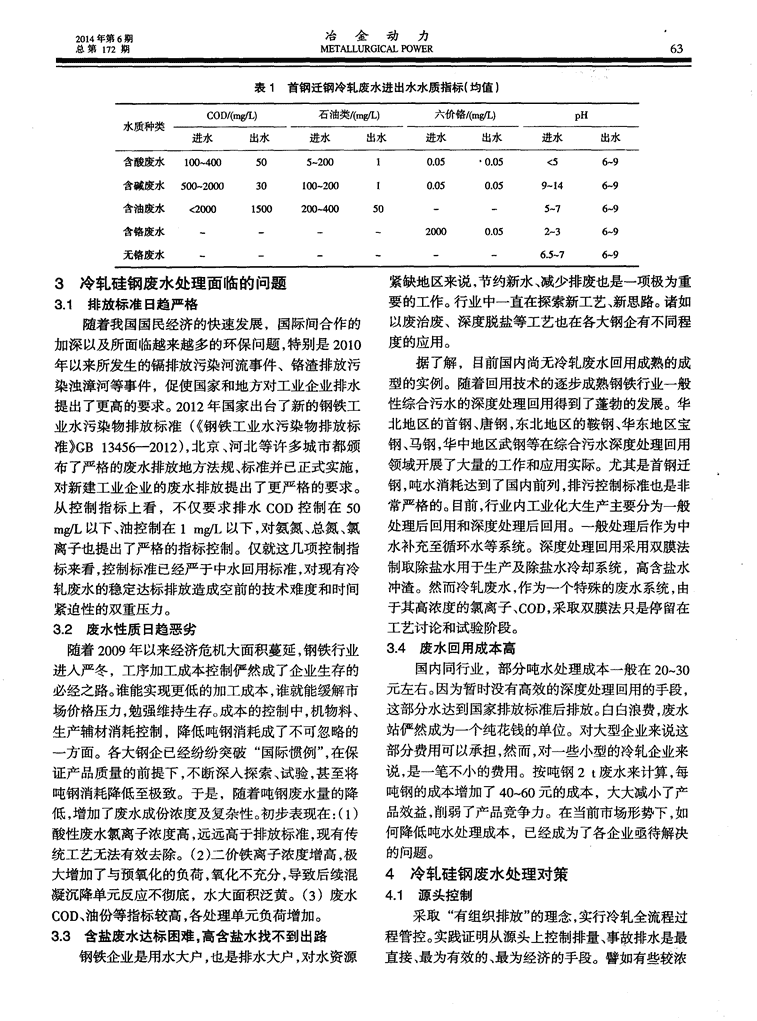
冶金动力2014年第6期62METALLURGICALP()R总第172期零劫嗓供排水《奴&冷轧硅钢废水处理现状、问题及对策浅析高明,余威,唐东育,荆伟(首钢迁钢公司冷轧作业部,河北迁安064404)【摘要】就冷轧硅钢废水处理生产中面临的主要问题进行分析,从技术角度及运行管理角度提出工艺优化升级改进措施及应对策略;同时从后续深度处理,逐步实现零排放目标的角度进行探讨,为冷轧硅钢废水减量化、出路乃至废水零排放提供一些思路。【关键词】冷轧硅钢废水;处理对策;零排放【中图分类号1X77【文献标识码】B【文章编号】1006—6764(2014)06—0062—04CurrentSituationandProblemsofWastewaterTreatmentofCold-rolledSiliconSteelLinesandCountermeasuresGaoMing,YuWei,TangDongyu,JinWei(TheColdRollingDept.ofShougangQi,mnSteel,Hebei064404,China)【Abstract】Themainproblemsinthewastewatertreatmentprocessofcold-rolledsiliconsteellinesareanalyzedandprocessupgradingmeasuresandoptimizationstrategyareputfor-wardfrombothtechnicalandmanagementviews.Atthesametime,downstreamdeeptreat-menttograduallyachievethetargetofzerodischargeisdiscussed,toprovidesomeideasforreductionorevenzerodischargeofwastewaterfromcold—roiledsiliconsteellines.【Keywords]wastewaterofCRsiliconsteelline;treatmentmeasure;zerodischarge1前言的运行实践,废水处理后达到《钢铁工业水污染物排近年来随着水资源的日趋紧缺和有关节水法放标准》GB13456-2012中表3水污染物特别排规、排水标准的陆续出台,钢铁企业作为用水及排水放限值要求。大户,普遍开展了节水与废水回用工作,并多数取得2冷轧硅钢废水处理现状了丰硕成果。但同时又不得不面对废水回用成本高、目前,冷轧废水主要包括:含酸废水、含碱废水、投资大,随着源头控制成本,废水浓度越来越高及废含油废水、含铬废水、无铬涂层废水五类。水减量后难以处理达标等诸多问题。尤其是冷轧硅含酸废水采用的是两级中和絮凝沉淀工艺。一钢废水,因其来源广、水质差异大、排放无规律而被般再生水指标DH能控制在6-9,COD控制在60业内称为冶金行业最难处理的废水之一。目前,国内mg/L以下,总Fe控制在1mg/L以下。冷轧废水主要包括:含酸废水、含碱废水、含油废水、含碱废水采取的工艺多为中和、混凝絮凝、气含铬废水、无铬涂层废水五类。这五种废水一般采取浮、接触生物氧化、沉淀、过滤工艺,或在此工艺基础分类处理,分别达标,随着环保形势越来越严峻,国上的改进。再生水指标pH能控制在6-9,COD控制家地方相关部门不断提出更严格的排放标准。诸如,在60mg/L以下,石油类控制在1mg/L以下。COD、氨氮、氯离子等水质指标,往往根据不同地区含油废水多数采用中和破乳、纸袋过滤、超滤工水资源情况,地方及企业分别制定了严于国家标准艺,或在此工艺基础上的改进。出水指标一般可达到的指标。COD<2000mg/L,油分达200mg/L以下。首钢迁钢冷轧作业部拥有国内先进的冷轧硅钢含铬废水系统采用两级中和、两级还原、絮凝沉生产线,生产工艺主要包括酸洗联轧、退火等工艺。淀、活性炭过滤器单元。处理后的出水六价铬达配套建设的冷轧废水站采取了上述五种废水废类处0.05mg/L以下。理的工艺,工艺上既有分工又有冗余。经过一段时间首钢迁钢冷轧废水进出水水质见表l。n2014年第6期冶金动力总第172期METAI.LURGICALPOWER表1首钢迁钢冷轧废水进出水水质指标(均值)3冷轧硅钢废水处理面临的问题紧缺地区来说,节约新水、减少排废也是一项极为重3.1排放标准日趋严格要的工作。行业中一直在探索新工艺、新思路。诸如随着我国国民经济的快速发展,国际间合作的以废治废、深度脱盐等工艺也在各大钢企有不同程加深以及所面临越来越多的环保问题,特别是2010度的应用。年以来所发生的镉排放污染河流事件、铬渣排放污据了解,目前国内尚无冷轧废水回用成熟的成染浊漳河等事件,促使国家和地方对工业企业排水型的实例。随着回用技术的逐步成熟钢铁行业一般提出了更高的要求。2012年国家出台了新的钢铁工性综合污水的深度处理回用得到了蓬勃的发展。华业水污染物排放标准(《钢铁工业水污染物排放标北地区的首钢、唐钢,东北地区的鞍钢、华东地区宝准》GB13456-2012),北京、河北等许多城市都颁钢、马钢,华中地区武钢等在综合污水深度处理回用布了严格的废水排放地方法规、标准并已正式实施,领域开展了大量的工作和应用实际。尤其是首钢迁对新建工业企业的废水排放提出了更严格的要求。钢,吨水消耗达到了国内前列,排污控制标准也是非从控制指标上看,不仅要求排水COD控制在50常严格的。目前,行业内工业化大生产主要分为一般mg/L以下、油控制在1mg/L以下,对氨氮、总氮、氯处理后回用和深度处理后回用。一般处理后作为中离子也提出了严格的指标控制。仅就这几项控制指水补充至循环水等系统。深度处理回用采用双膜法标来看,控制标准已经严于中水回用标准,对现有冷制取除盐水用于生产及除盐水冷却系统,高含盐水轧废水的稳定达标排放造成空前的技术难度和时间冲渣。然而冷轧废水,作为一个特殊的废水系统,由紧迫性的双重压力。于其高浓度的氯离子、COD,采取双膜法只是停留在3.2废水性质日趋恶劣工艺讨论和试验阶段。随着2009年以来经济危机大面积蔓延,钢铁行业3.4废水回用成本高进人严冬,工序加工成本控制俨然成了企业生存的国内同行业,部分吨水处理成本一般在2030必经之路。谁能实现更低的加工成本,谁就能缓解市元左右。因为暂时没有高效的深度处理回用的手段,场价格压力,勉强维持生存。成本的控制中,机物料、这部分水达到国家排放标准后排放。白白浪费,废水生产辅材消耗控制,降低吨钢消耗成了不可忽略的站俨然成为一个纯花钱的单位。对大型企业来说这一方面。各大钢企已经纷纷突破“国际惯例”,在保部分费用可以承担,然而,对一些小型的冷轧企业来证产品质量的前提下,不断深入探索、试验,甚至将说,是一笔不小的费用。按吨钢2t废水来计算,每吨钢消耗降低至极致。于是,随着吨钢废水量的降吨钢的成本增加了406O元的成本,大大减小了产低,增加了废水成份浓度及复杂性。初步表现在:(1)品效益,削弱了产品竞争力。在当前市场形势下,如酸性废水氯离子浓度高,远远高于排放标准,现有传何降低吨水处理成本,已经成为了各企业亟待解决统工艺无法有效去除。(2)二价铁离子浓度增高,极的问题。大增加了与预氧化的负荷,氧化不充分,导致后续混4冷轧硅钢废水处理对策凝沉降单元反应不彻底,水大面积泛黄。(3)废水4.1源头控制COD、油份等指标较高,各处理单元负荷增加。采取“有组织排放”的理念,实行冷轧全流程过3.3含盐废水达标困难,高含盐水找不到出路程管控。实践证明从源头上控制排量、事故排水是最钢铁企业是用水大户,也是排水大户,对水资源直接、最为有效的、最为经济的手段。譬如有些较浓n冶金动力2014年第6期METALLURGICAL1R)W~总第172期的含酸废水,在收集或蓄积过程中尽量别让其受到了废水站再生水氯根小于300mg/L的指标任务。首二次污染,若能达到排人酸再生站的要求,比排入废钢迁钢冷轧开展对废水站进行工艺攻关。水站更能提高资源利用率。再者,保护酸洗线酸雾回从图1上可以看出,2012年3月13日开始用硫收系统不受二次污染,回收至酸再生站,再生酸。第酸(H2SO)替代盐酸(Hc1)作中和剂的试生产之后,加∞∞的的加加0三,一旦发生事故,有(HCI或H2SO)酸液泄漏且无含碱系统再生水中的氯根浓度一直在稳步下降,并法排人酸再生站时,应该明确告知废水站的值班人于3月21日达到了最低点。由于当时再生水中化学员:什么浓度何种酸,何时排放多大量,以便采取应耗氧量(COD)浓度有所增加——虽然只是超过了企急措施。业标准(30mg/L),我们还是停止了把氯根急需降低4.2实施现有工艺升级以及技术改造下去的操作,让含碱系统再生水中氯根的浓度维持4.2.1以硫酸替代盐酸处理含碱废水在300mg/L以下。需要说明的是,三月底那次氯根冷轧废水高氯根的环节主要在酸性废水和稀碱突变(上图右侧那个尖锐的陡峰),主要原因是系统含油废水(以下简称碱性废水)系统。酸性废水主要故障造成的——此前有一个班的时间中和剂(10%是个酸洗段及酸再生(盐酸洗)排放的含酸废水,这I-I~SO)没加上,在迫不得已的情况下组织投加了适种废水中含有的氯根在100010000g/L之间。碱性量废盐酸2%HC1。按冷轧目前产量:节约成本4~5废水处理线的设计中和废碱液用盐酸(30%HC1),酸万元/月。环保效益:此举解决了含碱系统氯离子浓碱中和过程中,产物氯根增加,再生水氯根高是一个度高的问题,实现不影响其它水质控制指标的前提普遍的事实。2012年初,首钢迁钢公司环保部下达下降低再生水氯离子至企业标准以下。C800加∞∞∞如加∞OO0O0000+Df{+C0Omg/I——SSmg/l一:Oilrag/l+Cl·mg/I图1硫酸替代盐酸生产数据4.2.2以废治废,废硫酸处理含铬废水4.3开发冷轧废水再生水深度处理新技术’将酸洗废液(漂洗水乃至废酸)用于含铬废液处将废水站含酸废水、含碱废水再生水分类深度理过程,或可替代部分还原剂(NaHSO)。一来可以处理,根据其水质成分,采取不同工艺分开处理。降低含铬废水处理的成本;二来也为浓度波动很大4.3.1采用双膜法处理处理含碱废水再生水的一股含酸废水找一个新的出路,进而减轻含酸系根据含碱废水再生水的水质性质,水质略差于统承受的、越来越大的压力。钢铁联合企业综合污水。采取合适的与处理工艺,使有实验证明,在处理冷轧硅钢含铬涂层废水的之达到脱盐水进水要求后,二级脱盐,使再生水减量过程中,用硫酸亚铁替代亚硫酸氢钠作还原剂是可化,浓水冲渣、闷渣,然而冲渣、闷渣消纳量有限,一行的。般800万t规模产量的钢铁企业,(下转第67页)n2014年第6期冶金动力总第172期^伍乃址z功GICALP0l忸R675实验结论∞们∞∞∞如0该系列药剂目前在沙钢集团焦化厂已应用多年,通过对现场应用过程和对数据的分析,可以得出以下结论:某水处理公司混凝剂HF一168系列作为00—·q0DT新型焦化水处理药剂,可以满足目前经过生化处理U后的焦化废水深度处理的需要,使经过处理后的焦化废水COD、总氰化物、色度指标达到国家排放标准的要求,对污水处理,环境保护,起到了良好的作100200300400500600800C剂用量用,具有推广应用的价值。【参考文献】图1C剂用量与降解GOD趋势图[1]zF绍文,钱雷,秦华,梁鸿飞焦化废水无害化处理与回用技术【M14试验分析北京,冶金工业出版社.2005年.『21刘尚超,薛改风,张垒,段爱民,张楠焦化废水处理技术研究进4.1从表1、表2的实验现象与数据来看,C剂与A展叨工业水处理,2012,32(1)15—17.剂、B剂配合使用可以明显提高COD去除率。收修改稿日期:2014—03—084.2随着C剂用量的增加,COD含量明显下降,C作者简介:李建军(1982一),男,大学本科学历,工程师,现从事焦化污剂对COD去除有显著效果。水处理技术管理工作4-3从试验数据观察,处理后水中的总氰化物指标在国家允许排放标准范围。(上接第64页)冲渣、闷渣用水量为200~300m3/品生产排水性质不同,采用现有工艺升级,从理化、h,多余的高含盐水还是没有出路。物化、生化角度全面考虑,有针对性的降低、降解考4.3.2“MVR”应用探索核指标;二是采取新工艺,将冷轧废水再生水深度处研究应用制药、酿酒行业的“MVR”蒸发器(机理,减量化串级使用甚至达零排放。为企业可持续发械式蒸汽再压缩)蒸发器工艺,对含盐量高的含酸废展以及建设环境友好型企业,这些工作势在必行,具水再生水进行深度处理。据了解,这种工艺在卤水制有深远意义。盐、高浓度氨氮废水相关企业中有试验应用。如果能【参考文献】够把这项工艺推广,应用于冷轧废水的深度处理,最[1]张晓琪,杨晶.冷轧废水源头总量控制实践.冶金环境保护,2006年第二期.终实现盐分结晶分离出来。蒸发液回用生产,诸如配『21蔡圣贤,徐正,朱锡恩,肖丙雁,王磊.宝钢2030冷轧含油废水处药单元等。便能为实现“零排放”目标向前推进一步。理新技术田.宝钢技术,2004年增刊.5结束语【3]金亚飚,刘勇等.宝钢不锈钢有限公司冷轧废水处理工艺设计饥.随着淡水资源的日趋紧张以及环保指标日趋严环境科学导刊,2013,32(1),1673—9655(2013)01—0061—04格,作为用水、排水大户的钢铁企业应更早更快行动收稿日期:2013—11—19作者简介:高明(1981一),男,大学本科学历,工程师,现从事钢铁企起来,采取有针对性的措施应对当前形势,以及开发、l给排水等方面技术工作后续深度处理工艺。一是,根据不同冷轧厂,不同产