

- 206.72 KB
- 2022-04-26 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
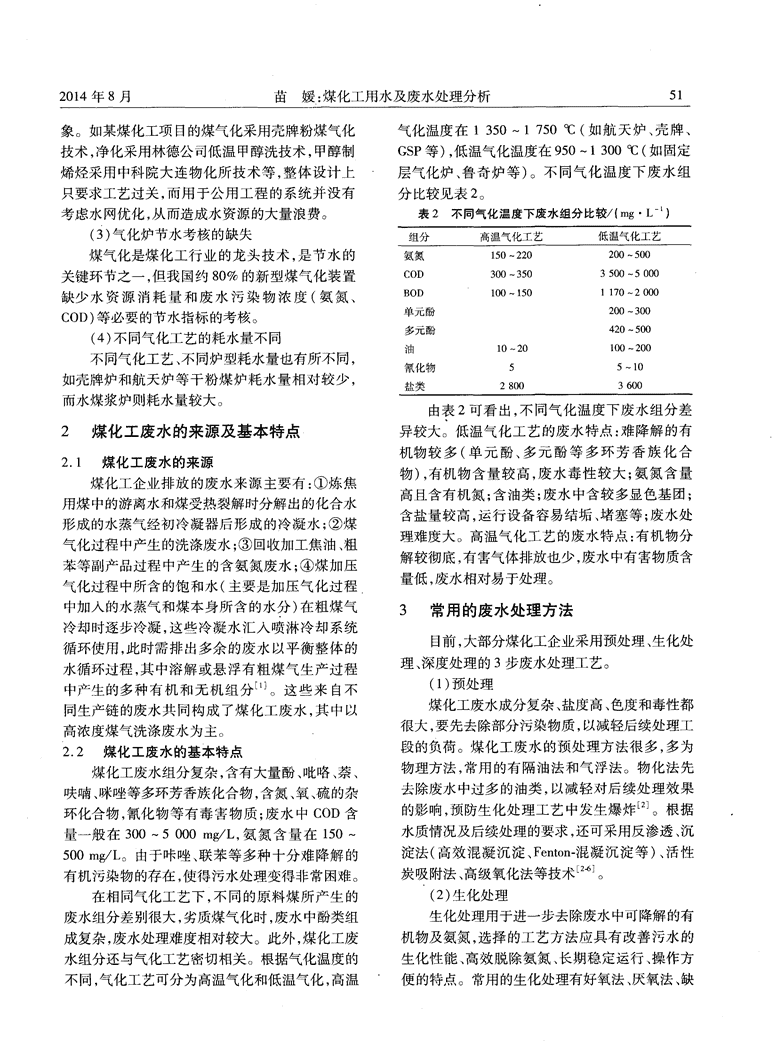
50化肥工业第41卷第4期煤化工用水及废水处理分析苗媛(山西晋城无烟煤矿业集团有限责任公司山西晋城048006)摘要概述了煤化工高能耗、高污染、高耗水的产业特点,从工艺、意识、来源分析了造成产业特点的原因。为了减少煤化工废水中有毒害物质的含量,介绍了常用的废水处理方法,展望了煤化工用水及废水处理发展趋势。关键词煤化工废水水网优化处理方法AnalysisofWaterUsedinCoalChemicalIndustryandWastewaterTreatmentMiaoYuan(ShanxiJinchengAnthraciteMiningGroupCo.,Ltd.ShanxiJincheng048006)AbstractHighenergyconsumption,highpollutionandhighwaterconsumption!theindustrialcharacteristicsofcoalchemicalindustryaresummarized.andthecausesforformingoftheindustrialcharacteristicsareanalyzedfromtechnology,consciousnessandsources.Inordertoreducetoxicsubstancescontenti13wastewaterofcoalchemicalindustry,thecommonlyusedwastewatertreatmentmethodsareintroduced.anddevelopmenttrendofwaterusedincoalchemicalindustryandwastewatertreatmentiSforecasted.Keywordscoalchemicalindustrywastewaterwaternetworkoptimizationtreatmentmethod我国主要的煤炭产地和煤化工项目基地多分表l某化工公司煤化工产品产量及耗水量布在水资源相对匮乏、环境相对脆弱的地区,煤化工作为高能耗、高污染产业,需要大量的水资源,同时产生大量废水,对环境产生巨大威胁。随着煤化工“十二五”规划等一系列相关政策的相继出台,节水和水处理的重要性在煤化工企业中日益凸显。1.2煤化工耗水量大的主要原因1煤化工用水(1)节水意识不强1.1煤化工用水特点我国煤化工产业目前处于起步阶段,大部分与其他行业相比,煤化工的最大特点是用水项目属于示范工程,正处于大型工业化开发阶段。量大、废水组分复杂。以3000kt/a煤制油项目此阶段的核心是打通工艺流程,顺利产出合格产为例,年耗水量可达60000kt左右,相当于十几品,而非节能、节水,工作重点在于工程配置和满万人口用水量。因此,减少用水量,从而减少废水足工艺要求上,高水耗问题未得到足够重视。的外排量,是煤化工行业发展的保障之一。某化(2)未考虑水网优化工公司煤化工产品产量及耗水量见表1。我国大多数的煤化工项目都存在“拼盘”现作者简介:苗嫒,女,硕士研究生;miaoyuan.2008@163.eOll。n2014年8月苗媛:煤化工用水及废水处理分析51象。如某煤化工项目的煤气化采用壳牌粉煤气化气化温度在1350~1750℃(如航天炉、壳牌、技术,净化采用林德公司低温甲醇洗技术,甲醇制GSP等),低温气化温度在950~1300qC(如固定烯烃采用中科院大连物化所技术等,整体设计上层气化炉、鲁奇炉等)。不同气化温度下废水组只要求工艺过关,而用于公用工程的系统并没有分比较见表2。考虑水网优化,从而造成水资源的大量浪费。表2不同气化温度下废水组分比较/(mg·L)(3)气化炉节水考核的缺失煤气化是煤化工行业的龙头技术,是节水的关键环节之一,但我国约80%的新型煤气化装置缺少水资源消耗量和废水污染物浓度(氨氮、COD)等必要的节水指标的考核。(4)不同气化工艺的耗水量不同不同气化工艺、不同炉型耗水量也有所不同,如壳牌炉和航天炉等干粉煤炉耗水量相对较少,而水煤浆炉则耗水量较大。由表2可看出,不同气化温度下废水组分差2煤化工废水的来源及基本特点异较大。低温气化工艺的废水特点:难降解的有机物较多(单元酚、多元酚等多环芳香族化合2.1煤化工废水的来源物),有机物含量较高,废水毒性较大;氨氮含量煤化工企业排放的废水来源主要有:①炼焦高且含有机氮;含油类;废水中含较多显色基团;用煤中的游离水和煤受热裂解时分解出的化合水含盐量较高,运行设备容易结垢、堵塞等;废水处形成的水蒸气经初冷凝器后形成的冷凝水;②煤理难度大。高温气化工艺的废水特点:有机物分气化过程中产生的洗涤废水;③回收加工焦油、粗解较彻底,有害气体排放也少,废水中有害物质含苯等副产品过程中产生的含氨氮废水;④煤加压量低,废水相对易于处理。气化过程中所含的饱和水(主要是加压气化过程中加入的水蒸气和煤本身所含的水分)在粗煤气3常用的废水处理方法冷却时逐步冷凝,这些冷凝水汇入喷淋冷却系统目前,大部分煤化工企业采用预处理、生化处循环使用,此时需排出多余的废水以平衡整体的理、深度处理的3步废水处理工艺。水循环过程,其中溶解或悬浮有粗煤气生产过程(1)预处理中产生的多种有机和无机组分¨J。这些来自不煤化工废水成分复杂、盐度高、色度和毒性都同生产链的废水共同构成了煤化工废水,其中以很大,要先去除部分污染物质,以减轻后续处理工高浓度煤气洗涤废水为主。2.2煤化工废水的基本特点段的负荷。煤化工废水的预处理方法很多,多为物理方法,常用的有隔油法和气浮法。物化法先煤化工废水组分复杂,含有大量酚、吡咯、萘、呋喃、眯唑等多环芳香族化合物,含氮、氧、硫的杂去除废水中过多的油类,以减轻对后续处理效果的影响,预防生化处理工艺中发生爆炸J。根据环化合物,氰化物等有毒害物质;废水中COD含量一般在300~5000mg/L,氨氮含量在150~水质情况及后续处理的要求,还可采用反渗透、沉500mg/L。由于咔唑、联苯等多种十分难降解的淀法(高效混凝沉淀、Fenton-混凝沉淀等)、活性有机污染物的存在,使得污水处理变得非常困难。炭吸附法、高级氧化法等技术。在相同气化工艺下,不同的原料煤所产生的(2)生化处理废水组分差别很大,劣质煤气化时,废水中酚类组生化处理用于进一步去除废水中可降解的有成复杂,废水处理难度相对较大。此外,煤化工废机物及氨氮,选择的工艺方法应具有改善污水的水组分还与气化工艺密切相关。根据气化温度的生化性能、高效脱除氨氮、长期稳定运行、操作方不同,气化工艺可分为高温气化和低温气化,高温便的特点。常用的生化处理有好氧法、厌氧法、缺n52化肥工业第41卷第4期氧一好氧联合生物法(A/O,A2/O,A/02)等J。先要不断提高节水意识和煤化工工艺技术,逐步一般情况下,生化法对废水中的苯酚类及苯类等淘汰落后技术,优化水网,使废水的排出量降至最有机物有较好的去除作用,但对吡啶类、喹啉类、低。工业废水尽量循环利用、循序再用,以提高水吲哚类、咔唑类等难降解的有机物处理效果较差,的重复利用率。合理的废水处理能够有效缓解水使得煤化工行业外排废水中氨氮和COD含量难污染问题,给企业和社会带来综合效益。煤化工以达到一级标准指标。近年来,生化处理在原有产业应践行节能减排义务,不断探索技术提升途工艺的基础上得到了不断改进,出现了一些新方径,将发展压力转变为发展动力。法,如膜生物法、生物碳法、生物流化床法、厌氧生参考文献物法、高级氧化法等,各处理工艺各有特点,适合[1]何锋.煤化工废水的来源与特点及其相应的处理技术探究不同的水质。【I].科技视界,2012(23):320-321.(3)深度处理[2]刘丽娟,王连生,费学宁,等.煤化工精馏废水预处理方法研煤化工废水经生化处理后,COD和氨氮等含究[J].天津化工,2007(3):56-59,量大幅下降,但一些难降解有机物的存在,使出水[3]张超,李本高.石油化工污水处理技术的现状与发展趋势[J].工业用水与废水,2011(4):6-11.COD、色度、氨氮和浊度等指标仍未达到排放标[4]王京.浅析煤化工废水处理工艺[J].广西轻工业,2009准,还需进一步进行深度处理,如采用超滤法、内(11):99—100.电解法、电化学氧化法、光催化氧化法、超声波氧[5]李晓波,林铁.反渗透技术处理煤化工高氨氮废水探讨化法、吸附法等j。煤化工企业通过对废水进一[J].西南给排水,2008(4):19-20.步的深度处理后,使废水再生利用,不仅可以缓解[6]王俊洁,刁伟明.高效混凝沉淀技术在煤化工废水处理中的应用[J].辽宁化工,2010(7):714-715.企业用水压力,实现煤化工企业废水的零排放,还[7]游建军,熊珊,贺前锋.煤化工废水处理技术研究及应用分能减轻企业的环保压力。析[J].科技信息,2013(2):370.[8]任庆伟,商登峰,刘青海,等.新型煤化工企业水处理工艺方4煤化工用水及废水处理展望案设计优化[J].工业水处理,2010(7):87-90.针对煤化工企业用水和废水处理的问题,首(收到修改稿日期2014—03—25)驴驴、驴(上接第49页)司制定了严格的氮气使用规定:①氮气管网或界程中损坏设备。各通道温度复热至0℃以上后,区内增设支路必须编制书面方案,经过审批同意每隔1h分别在中压氮气通道、净化气通道以及后方可实施,并补充到工艺流程图和操作方法中,循环氢通道的3个排放口取样分析露点温度,当相关操作人员必须进行相关培训并作记录;②氮露点温度为一60℃时结束复热。气管网与不经常使用的各工艺系统连接处必须加同时,对中压氮气管线进行不留死角的吹扫设盲板,经常使用的各工艺系统连接处应设置双和干燥处理。经分析化验,中压氮气管线吹出的阀组配导淋(不使用期间常开导淋),且增设的导水与变换冷凝液缓冲罐内的冷凝液成分一致,再淋必须配置在室外,以避免操作人员窒息;③各车次证明进入中压氮气管网的水来自变换冷凝液缓间每周应对氮气管网相关管线连接处的阀门状态冲罐。液氮洗装置和中压氮气管网分析露点合格检查1次并形成检查记录,生产技术部不定期进后,中压氮气管网重新投用,液氮洗装置冷箱制冷行抽查,对抽查不符合规定的部门实行考核;④空积液开车。11月16日20:00,液氮洗装置接气开分车间应保证分析合格后方可打开中、低压氮气车后,运行正常。外送阀门;⑤每次开车前,应将进车间第1道阀门前的导淋打开进行排水和置换工作,确认分析合4防范措施格后方可引入中、低压氮气。通过液氮洗装置冷箱冻堵事故,大唐化肥公(收稿日期201406—13)