

- 341.00 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
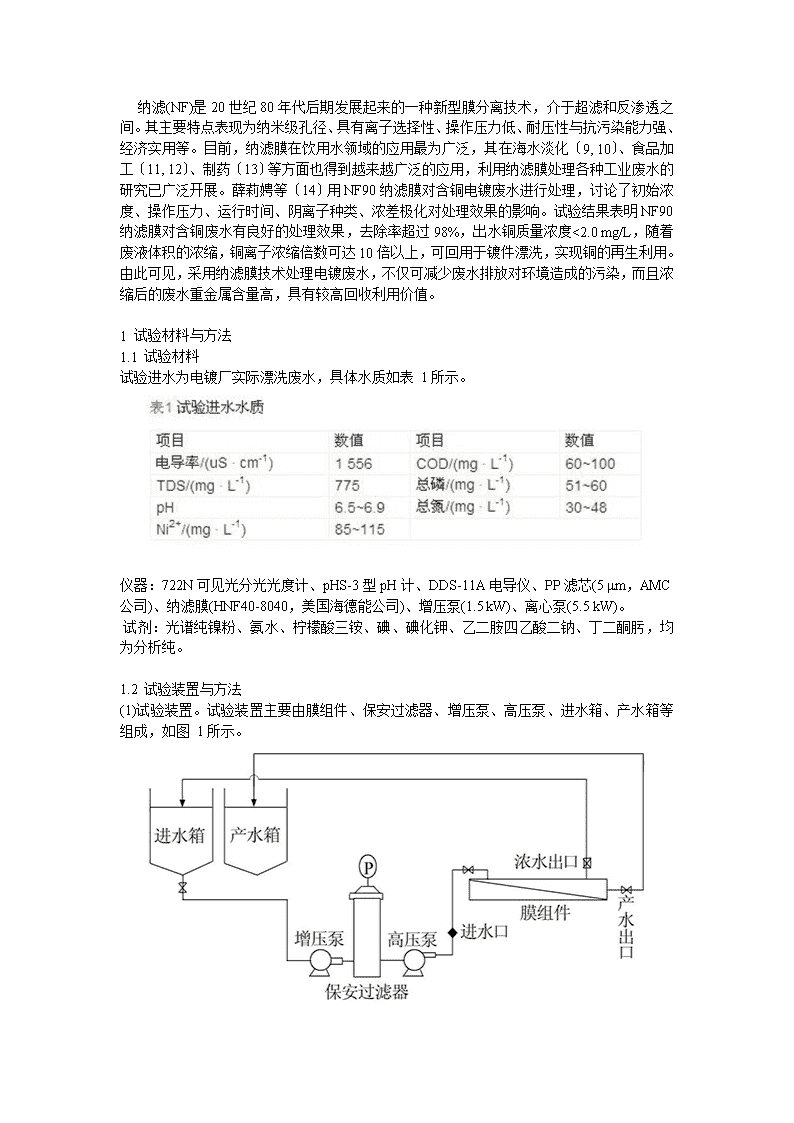
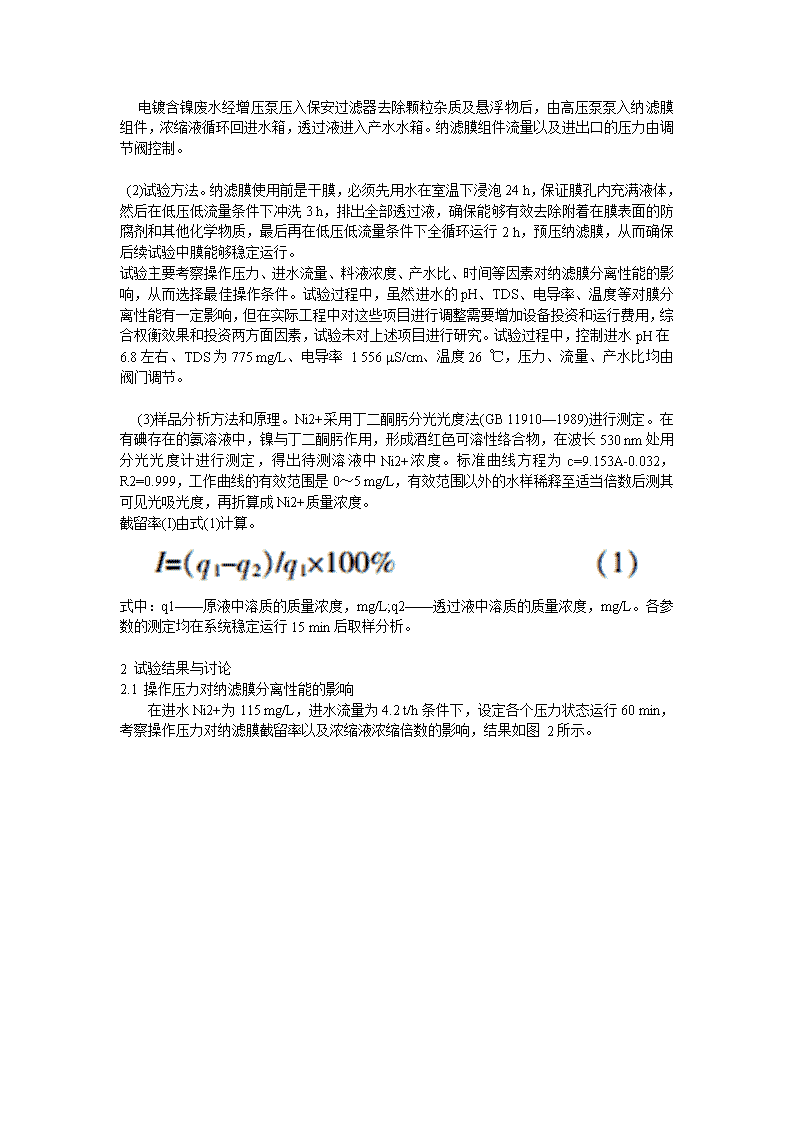
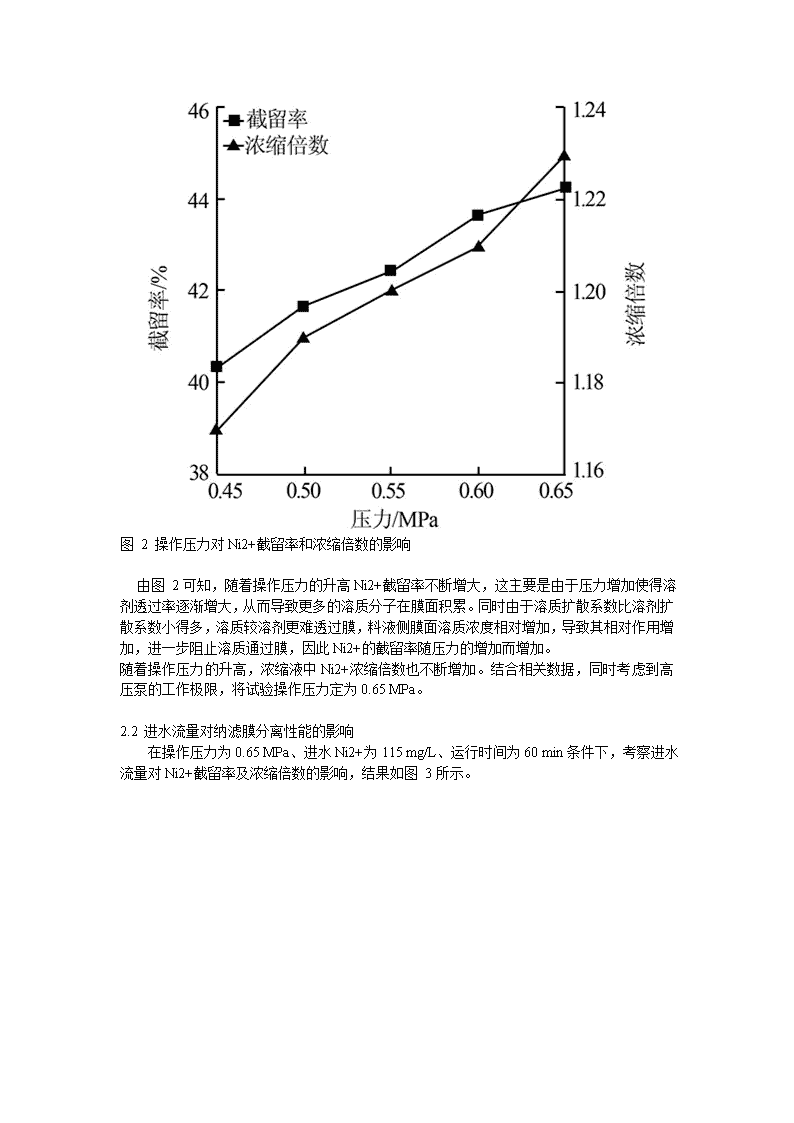
纳滤(NF)是20世纪80年代后期发展起来的一种新型膜分离技术,介于超滤和反渗透之间。其主要特点表现为纳米级孔径、具有离子选择性、操作压力低、耐压性与抗污染能力强、经济实用等。目前,纳滤膜在饮用水领域的应用最为广泛,其在海水淡化〔9,10〕、食品加工〔11,12〕、制药〔13〕等方面也得到越来越广泛的应用,利用纳滤膜处理各种工业废水的研究已广泛开展。薛莉娉等〔14〕用NF90纳滤膜对含铜电镀废水进行处理,讨论了初始浓度、操作压力、运行时间、阴离子种类、浓差极化对处理效果的影响。试验结果表明NF90纳滤膜对含铜废水有良好的处理效果,去除率超过98%,出水铜质量浓度<2.0mg/L,随着废液体积的浓缩,铜离子浓缩倍数可达10倍以上,可回用于镀件漂洗,实现铜的再生利用。由此可见,采用纳滤膜技术处理电镀废水,不仅可减少废水排放对环境造成的污染,而且浓缩后的废水重金属含量高,具有较高回收利用价值。1试验材料与方法1.1试验材料试验进水为电镀厂实际漂洗废水,具体水质如表1所示。仪器:722N可见光分光光度计、pHS-3型pH计、DDS-11A电导仪、PP滤芯(5μm,AMC公司)、纳滤膜(HNF40-8040,美国海德能公司)、增压泵(1.5kW)、离心泵(5.5kW)。 试剂:光谱纯镍粉、氨水、柠檬酸三铵、碘、碘化钾、乙二胺四乙酸二钠、丁二酮肟,均为分析纯。1.2试验装置与方法(1)试验装置。试验装置主要由膜组件、保安过滤器、增压泵、高压泵、进水箱、产水箱等组成,如图1所示。n 电镀含镍废水经增压泵压入保安过滤器去除颗粒杂质及悬浮物后,由高压泵泵入纳滤膜组件,浓缩液循环回进水箱,透过液进入产水水箱。纳滤膜组件流量以及进出口的压力由调节阀控制。 (2)试验方法。纳滤膜使用前是干膜,必须先用水在室温下浸泡24h,保证膜孔内充满液体,然后在低压低流量条件下冲洗3h,排出全部透过液,确保能够有效去除附着在膜表面的防腐剂和其他化学物质,最后再在低压低流量条件下全循环运行2h,预压纳滤膜,从而确保后续试验中膜能够稳定运行。试验主要考察操作压力、进水流量、料液浓度、产水比、时间等因素对纳滤膜分离性能的影响,从而选择最佳操作条件。试验过程中,虽然进水的pH、TDS、电导率、温度等对膜分离性能有一定影响,但在实际工程中对这些项目进行调整需要增加设备投资和运行费用,综合权衡效果和投资两方面因素,试验未对上述项目进行研究。试验过程中,控制进水pH在6.8左右、TDS为775mg/L、电导率1556μS/cm、温度26℃,压力、流量、产水比均由阀门调节。 (3)样品分析方法和原理。Ni2+采用丁二酮肟分光光度法(GB11910—1989)进行测定。在有碘存在的氨溶液中,镍与丁二酮肟作用,形成酒红色可溶性络合物,在波长530nm处用分光光度计进行测定,得出待测溶液中Ni2+浓度。标准曲线方程为c=9.153A-0.032,R2=0.999,工作曲线的有效范围是0~5mg/L,有效范围以外的水样稀释至适当倍数后测其可见光吸光度,再折算成Ni2+质量浓度。截留率(I)由式(1)计算。式中:q1——原液中溶质的质量浓度,mg/L;q2——透过液中溶质的质量浓度,mg/L。各参数的测定均在系统稳定运行15min后取样分析。2试验结果与讨论2.1操作压力对纳滤膜分离性能的影响在进水Ni2+为115mg/L,进水流量为4.2t/h条件下,设定各个压力状态运行60min,考察操作压力对纳滤膜截留率以及浓缩液浓缩倍数的影响,结果如图2所示。n图2操作压力对Ni2+截留率和浓缩倍数的影响 由图2可知,随着操作压力的升高Ni2+截留率不断增大,这主要是由于压力增加使得溶剂透过率逐渐增大,从而导致更多的溶质分子在膜面积累。同时由于溶质扩散系数比溶剂扩散系数小得多,溶质较溶剂更难透过膜,料液侧膜面溶质浓度相对增加,导致其相对作用增加,进一步阻止溶质通过膜,因此Ni2+的截留率随压力的增加而增加。随着操作压力的升高,浓缩液中Ni2+浓缩倍数也不断增加。结合相关数据,同时考虑到高压泵的工作极限,将试验操作压力定为0.65MPa。2.2进水流量对纳滤膜分离性能的影响在操作压力为0.65MPa、进水Ni2+为115mg/L、运行时间为60min条件下,考察进水流量对Ni2+截留率及浓缩倍数的影响,结果如图3所示。n图3进水流量对Ni2+截留率和浓缩倍数的影响 图3表明,随着进水流量的增大Ni2+截留率和浓缩液中Ni2+的浓缩倍数也相应增加;当流量达到6t/h时,截留率增加效果不显著。这是由于纳滤膜运行中存在膜过程阻力,包括膜阻力、污染层阻力及浓差极化阻力,其中浓差极化阻力是影响截留率的主要因素。随着进水流量的增加,浓差极化阻力也随之增大,截留率也同样升高。但当进水流量增加到一定程度后,浓差极化阻力逐渐趋向最大,截留率也随之缓慢达到最大值。控制试验进水流量为6t/h时,纳滤膜的Ni2+截留率稳定在61%以上。同时,浓缩倍数也随着进水流量的增加而增大。进水流量为6t/h时,浓缩液中Ni2+浓缩倍数达到最大,较进水提高了2倍。2.3料液浓度对纳滤膜分离性能的影响 纳滤膜是一种压力驱动膜,提高进水浓度会使得溶液的渗透压相应增加,因此在相同的操作条件下纳滤膜分离不同浓度的进水时其分离性能不同。调节进水Ni2+质量浓度为230mg/L,每次试验依次提高30mg/L,直至440mg/L,在恒压0.65MPa、进水流量6t/h、其他因素不变的条件下运行,考察纳滤膜分离不同浓度进水时的性能,结果如图4所示。n图4进料质量浓度对Ni2+截留率和浓缩倍数的影响 由图4可知,随着料液中Ni2+质量浓度的升高,纳滤系统对Ni2+截留率和浓缩倍数均相应增加,这是由于随着料液浓度的升高,膜面电荷密度也随溶质吸附而增大,从而导致截留率上升。尽管透过液的Ni2+浓度也相应增大,但由于透过液Ni2+增幅低于进水浓度的增加幅度,使得纳滤膜对Ni2+的截留率亦随进水浓度的增加而相应地升高。当进料Ni2+质量浓度增至440mg/L时,Ni2+截留率为71.5%,此时浓缩液浓缩倍数为3.2倍。值得注意的是,随着料液浓度的增加,透过液中Ni2+浓度也相应增加,不利于后续处理及回用,因而进料Ni2+浓度不宜过高。应根据实际情况而定,一般不超过410mg/L。2.4运行时间对纳滤膜分离性能的影响 控制操作压力为0.65MPa、进水流量为6t/h、调节料液质量浓度为440mg/L、其他条件不变,考察60h内纳滤膜的截留率及浓缩倍数的变化,各参数均在稳定运行15min后取样测定,结果如图5所示。n图5运行时间对Ni2+截留率及浓缩倍数的影响 由图5可知,系统开始运行后,Ni2+截留率及浓缩液的浓缩倍数均随膜运行时间的延长而逐步提高,纳滤膜运行40h时接近最大截留率及最大浓缩倍数,此后趋于稳定,截留率达75%左右,浓缩倍数达6.2倍左右。这是由于纳滤膜刚开始使用时,膜面比较松弛,溶剂和溶质都比较容易透过膜片,使得截留率较低,但此时其增长速率较快。随着运行时间的不断延长,纳滤膜逐渐被压实,其截留率会逐渐上升,但上升幅度较前段时间小。当纳滤膜运行至40h后,膜片被压实到一定程度不再变化,其截留率及浓缩液的浓缩倍数均接近最大值并开始趋于稳定。2.5产水比对纳滤膜分离性能的影响 通过控制阀门可调节纳滤系统中透过液与浓缩液的产水比。控制操作压力为0.65MPa,调节料液质量浓度为200mg/L,分别在产水比(透过液与浓缩液体积比)为1∶1、1∶2、1∶3,不同进水流量条件下运行一定时间,考察纳滤膜稳定运行后Ni2+截留率及浓缩倍数的变化情况,如图6所示。n图6产水比对Ni2+截留率及浓缩倍数的影响 由图6可知,在同一进水流量下,产水比为1∶1时Ni2+截留率及浓缩液浓缩倍数均最大,产水比1∶2次之,而产水比为1∶3时最小。另外,随着进水流量增大,Ni2+截留率及浓缩液的浓缩倍数也逐渐增大,与2.2结论相符。当进水流量为6t/h时,Ni2+最大截留率为65.7%,浓缩液最大浓缩倍数为2.4倍。3结论 纳滤膜系统分离电镀镍漂洗废水的最佳运行参数:操作压力为0.65MPa,进水流量为6t/h,产水比为1∶1,运行时间≥40h,料液浓度根据工程实际情况进行调节。