

- 92.50 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
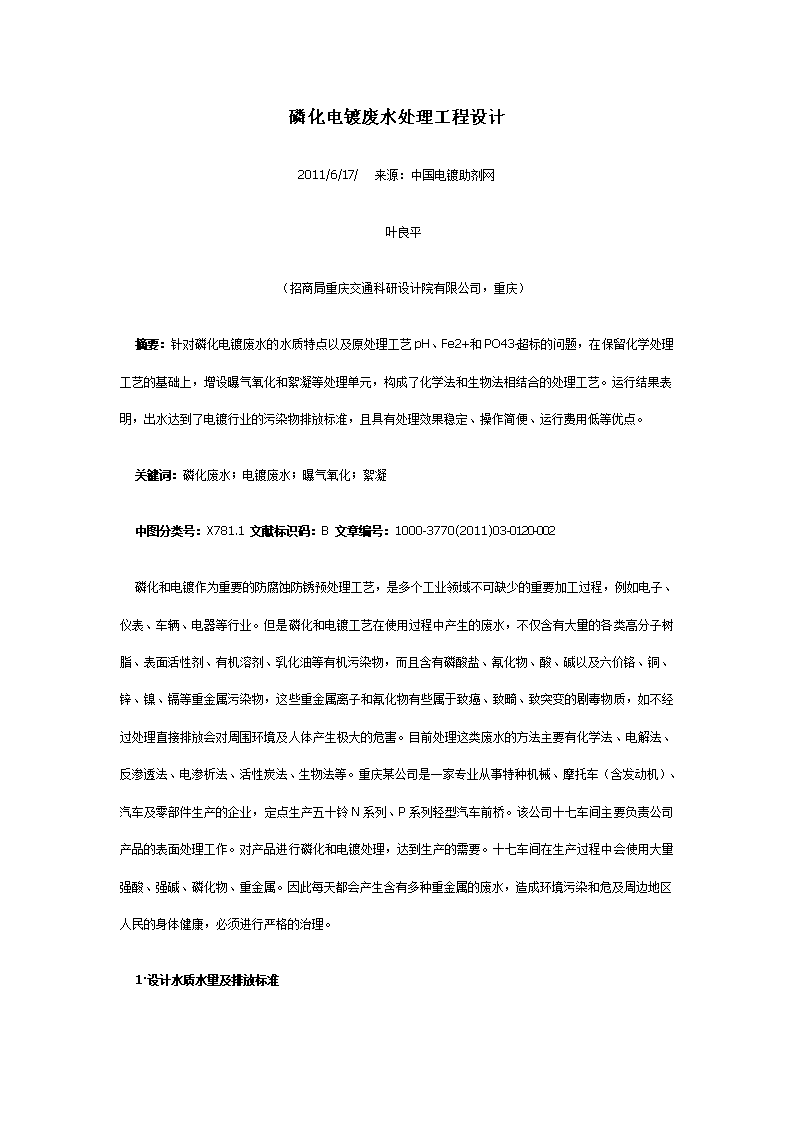
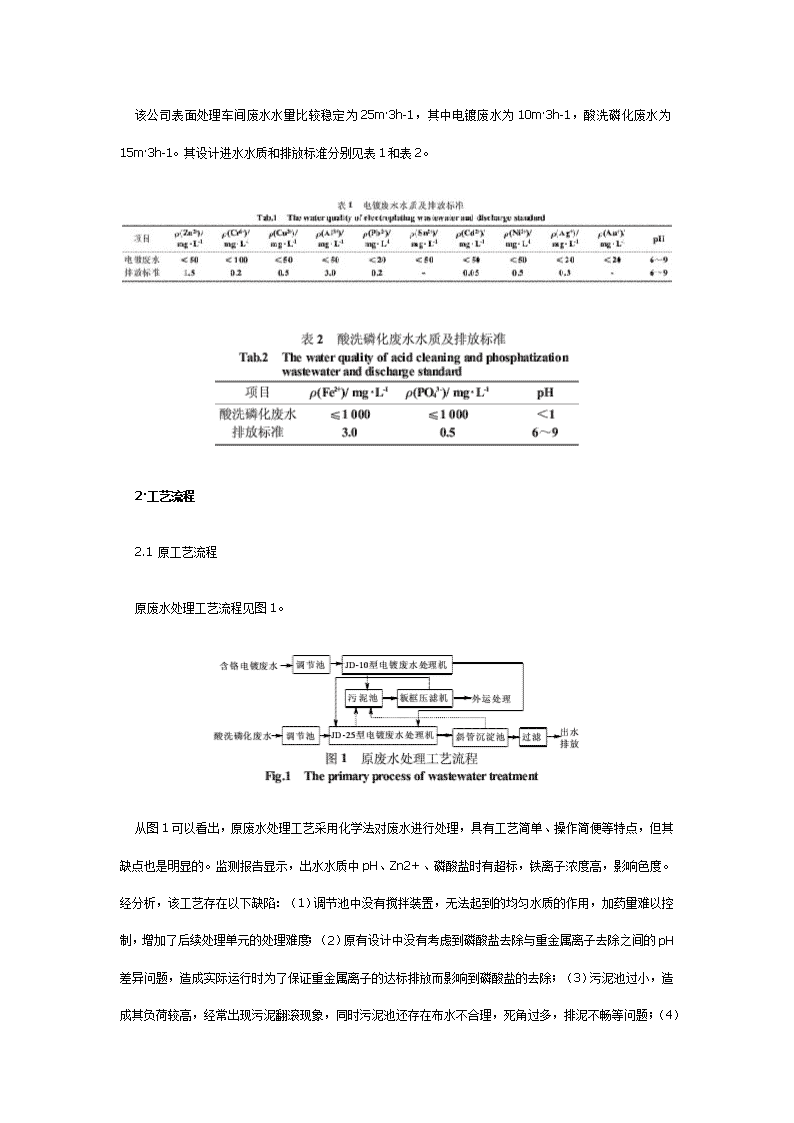
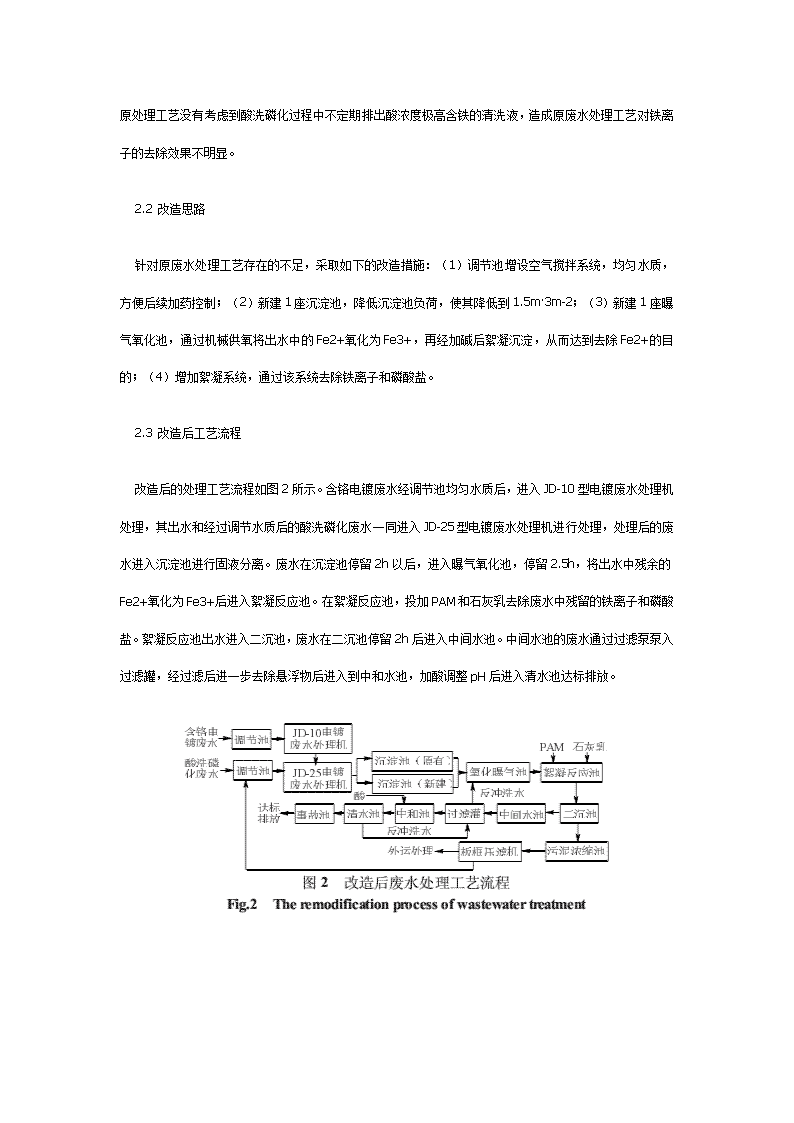
磷化电镀废水处理工程设计2011/6/17/ 来源:中国电镀助剂网 叶良平 (招商局重庆交通科研设计院有限公司,重庆) 摘要:针对磷化电镀废水的水质特点以及原处理工艺pH、Fe2+和PO43-超标的问题,在保留化学处理工艺的基础上,增设曝气氧化和絮凝等处理单元,构成了化学法和生物法相结合的处理工艺。运行结果表明,出水达到了电镀行业的污染物排放标准,且具有处理效果稳定、操作简便、运行费用低等优点。 关键词:磷化废水;电镀废水;曝气氧化;絮凝 中图分类号:X781.1文献标识码:B文章编号:1000-3770(2011)03-0120-002 磷化和电镀作为重要的防腐蚀防锈预处理工艺,是多个工业领域不可缺少的重要加工过程,例如电子、仪表、车辆、电器等行业。但是磷化和电镀工艺在使用过程中产生的废水,不仅含有大量的各类高分子树脂、表面活性剂、有机溶剂、乳化油等有机污染物,而且含有磷酸盐、氰化物、酸、碱以及六价铬、铜、锌、镍、镉等重金属污染物,这些重金属离子和氰化物有些属于致癌、致畸、致突变的剧毒物质,如不经过处理直接排放会对周围环境及人体产生极大的危害。目前处理这类废水的方法主要有化学法、电解法、反渗透法、电渗析法、活性炭法、生物法等。重庆某公司是一家专业从事特种机械、摩托车(含发动机)、汽车及零部件生产的企业,定点生产五十铃N系列、P系列轻型汽车前桥。该公司十七车间主要负责公司产品的表面处理工作。对产品进行磷化和电镀处理,达到生产的需要。十七车间在生产过程中会使用大量强酸、强碱、磷化物、重金属。因此每天都会产生含有多种重金属的废水,造成环境污染和危及周边地区人民的身体健康,必须进行严格的治理。 1·设计水质水量及排放标准n 该公司表面处理车间废水水量比较稳定为25m·3h-1,其中电镀废水为10m·3h-1,酸洗磷化废水为15m·3h-1。其设计进水水质和排放标准分别见表1和表2。 2·工艺流程 2.1原工艺流程 原废水处理工艺流程见图1。n 从图1可以看出,原废水处理工艺采用化学法对废水进行处理,具有工艺简单、操作简便等特点,但其缺点也是明显的。监测报告显示,出水水质中pH、Zn2+、磷酸盐时有超标,铁离子浓度高,影响色度。经分析,该工艺存在以下缺陷:(1)调节池中没有搅拌装置,无法起到的均匀水质的作用,加药量难以控制,增加了后续处理单元的处理难度;(2)原有设计中没有考虑到磷酸盐去除与重金属离子去除之间的pH差异问题,造成实际运行时为了保证重金属离子的达标排放而影响到磷酸盐的去除;(3)污泥池过小,造成其负荷较高,经常出现污泥翻滚现象,同时污泥池还存在布水不合理,死角过多,排泥不畅等问题;(4)原处理工艺没有考虑到酸洗磷化过程中不定期排出酸浓度极高含铁的清洗液,造成原废水处理工艺对铁离子的去除效果不明显。 2.2改造思路 针对原废水处理工艺存在的不足,采取如下的改造措施:(1)调节池增设空气搅拌系统,均匀水质,方便后续加药控制;(2)新建1座沉淀池,降低沉淀池负荷,使其降低到1.5m·3m-2;(3)新建1座曝气氧化池,通过机械供氧将出水中的Fe2+氧化为Fe3+,再经加碱后絮凝沉淀,从而达到去除Fe2+的目的;(4)增加絮凝系统,通过该系统去除铁离子和磷酸盐。 2.3改造后工艺流程 改造后的处理工艺流程如图2所示。含铬电镀废水经调节池均匀水质后,进入JD-10型电镀废水处理机处理,其出水和经过调节水质后的酸洗磷化废水一同进入JD-25型电镀废水处理机进行处理,处理后的废水进入沉淀池进行固液分离。废水在沉淀池停留2h以后,进入曝气氧化池,停留2.5h,将出水中残余的Fe2+氧化为Fe3+后进入絮凝反应池。在絮凝反应池,投加PAM和石灰乳去除废水中残留的铁离子和磷酸盐。絮凝反应池出水进入二沉池,废水在二沉池停留2h后进入中间水池。中间水池的废水通过过滤泵泵入过滤罐,经过滤后进一步去除悬浮物后进入到中和水池,加酸调整pH后进入清水池达标排放。n 过滤罐的水头损失达到一定程度后需要进行反冲洗,反冲洗排水进入曝气氧化池再处理。JD-10、JD-25型电镀废水处理机中的浮渣和污泥,沉淀池、二沉池的污泥一同排入污泥浓缩池,经过浓缩后的污泥进入板框压滤机进行脱水处理,经脱水处理的干污泥送危险废物处理中心处置。 3·主要构筑物及设备参数 污水处理站主要构筑物及设备参数见表3。 4·处理效果 工艺改造完成后,连续试运行90d,系统运行良好,出水稳定。检测结果显示,Cr6+、Fe2+、PO43-、Cu2+等主要污染物的去除效果明显,各项指标均达到电镀行业的污染物排放标准(GB21900-2008)要求(见表4)。 5·经济效益 该工程总投资约68.72万元,其中设备投资为34.63万元,土建投资17.68万元,设备安装及其它投资16.41万元;新增废水处理费用0.49元·m-3,其中电费0.24元·m-3,药剂费0.25元·m-3。n 6·结论 在基本保留原废水处理工艺的基础上,针对pH、铁离子和磷酸盐超标等问题,通过增加曝气氧化、絮凝沉淀等工艺对原有工艺进行改造。改造完成后,系统运行良好,出水各项指标均达到电镀行业的污染物排放标准(GB21900-2008)要求,实现了达标排放。 参考文献: [1]曾德芳,徐保林.一种脱磷絮凝剂处理磷化废水的试验研究[J].材料保护,2009,42(1):79-81. [2]焦利敏,廖学品,石碧.胶原纤维固载铁对电镀废水中Cr(Ⅵ)的吸附[J].工业水处理,2008,28(9):17-20. [3]余长亮,邹霞,高翔.电化学在表面处理行业废水治理中的应用[J].江西化工,2008,(1):72-74. [4]蒋宏国,潘剑波,杨春志.汽车电泳磷化废水的特点及处理[J].环境污染治理技术与设备,2003,4(4):85-87. [5]王亚东,张林生.电镀废水处理技术的研究进展[J].安全与环境工程,2008,15(3):69-72. [6]刘启明,林锦美,黄锦山.电镀废水分类化学处理法工程设计实例[J].工业水处理,2008,28(4):65-67. [7]朱靖,张瑶.电镀废水综合治理技术及应用[J].水处理技术,2008,34(6)89-91.