

- 111.01 KB
- 2022-04-26 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
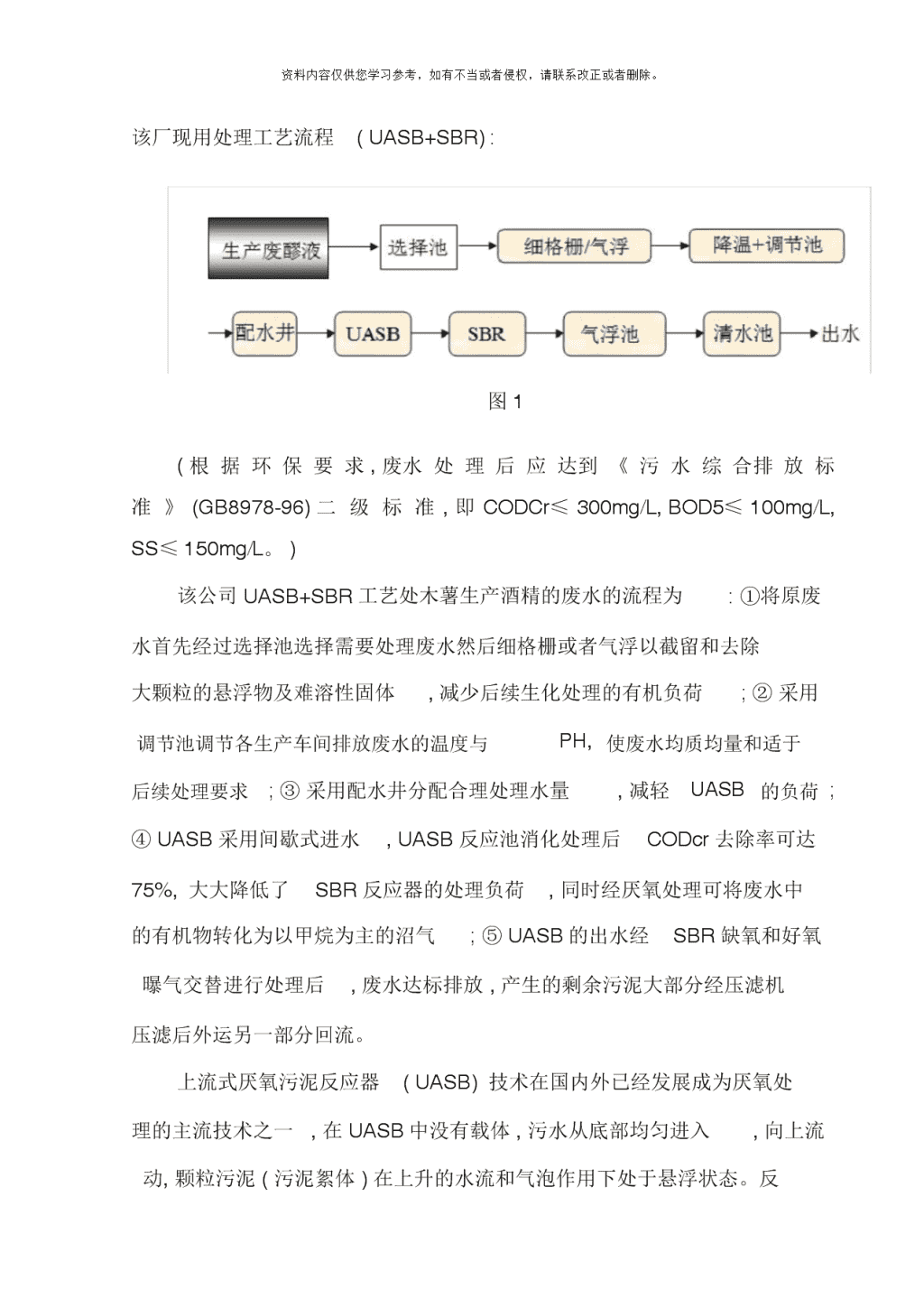
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。木薯生产酒精的废水一般特点木薯经过发酵提取酒精后,排出废醪液进入污水处理系统。废醪液有以下特点:1.泥砂含量大会在后续的水处理构筑物中沉积,减小有效容积,降低构筑物的可利用容积;同时,对卧式螺旋离心机、水泵、换热器、管道也造成很大的磨损。如果不去除,肯定会淤积在一级厌氧罐中,而且极难从厌氧罐中排出来。2.木薯渣沉降速度快木薯渣进入水处理构筑物内,会很快沉积在构筑物底部,靠单纯的排泥和提高上流速度来排除构筑物内木薯渣,肯定会遇到重大问题。而且,由于木薯渣特别容易沉淀,会造成带式压滤机、板框压滤机的脱水效果不好,损坏滤袋、滤布等。3.木薯渣较难生物降解经过重复试验,经过清洗烘干后的干木薯渣基本不能短时间产生沼气,而含木薯渣的废醪液能大量产气,其原因是木薯渣中夹带的高浓度有机废水在发生作用,废水中的CODCr产生沼气。因此,想经过在构筑物内提高停留时间,让木薯渣自行降解,是不可行的。n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。4.造成反应器淤塞、混合困难、进水堵塞。根据以上提出的木薯渣的特点,一旦木薯渣进入反应器内,会很难自动出来,会造成反应器有效容积逐步减小,泥水混合困难,进水压力增加,进水管堵塞,需要定期进行开罐、放空清理。尽管,我们能够经过除渣机系统控制排出木薯渣的量(前提是要对泥砂、大块渣进行事先去除),但由于在外排木薯渣的同时,微生物也会大量外排,很难做成”高负荷”厌氧反应器。根据我们的工程经验,只能够控制负荷在6~8kgCOD/(m3.d)。5.造成好氧池淤塞、曝气系统堵塞颗粒较小的木薯渣容易随水流进入好氧系统,在好氧池内沉积,堵塞曝气系统。特别是在停留曝气一段时间后,堵塞现象更加严重。由于广西扶绥县沣桦酒业公司刚运营不久,酒精废水处理系统和各种处理设备尚未完全完善,现基于薯生产酒精的废水一般特点,现该厂是以一级厌氧+SBR为主要处理工艺,不过由于生产酒精过程中的各种不稳定因素造成的生产废水不稳定性。该厂为了应对这些不稳定因素和稳定出水达到国家排放标准,因此现正在投建两级厌氧+SBR处理工艺系统。由于时间问题我们对该厂的污水处理工艺流程也仅仅是了解了个大概,其中细节部分未得深入研究,不过这也大碍。下面是根据以木薯为原料生产酒精的一般工艺流程结合该厂的一些特有的工艺做相关分析,内容主要是以参考相关资料和自我分析为主。n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。该厂现用处理工艺流程(UASB+SBR):图1(根据环保要求,废水处理后应达到《污水综合排放标准》(GB8978-96)二级标准,即CODCr≤300mg/L,BOD5≤100mg/L,SS≤150mg/L。)该公司UASB+SBR工艺处木薯生产酒精的废水的流程为:①将原废水首先经过选择池选择需要处理废水然后细格栅或者气浮以截留和去除大颗粒的悬浮物及难溶性固体,减少后续生化处理的有机负荷;②采用调节池调节各生产车间排放废水的温度与PH,使废水均质均量和适于后续处理要求;③采用配水井分配合理处理水量,减轻UASB的负荷;④UASB采用间歇式进水,UASB反应池消化处理后CODcr去除率可达75%,大大降低了SBR反应器的处理负荷,同时经厌氧处理可将废水中的有机物转化为以甲烷为主的沼气;⑤UASB的出水经SBR缺氧和好氧曝气交替进行处理后,废水达标排放,产生的剩余污泥大部分经压滤机压滤后外运另一部分回流。上流式厌氧污泥反应器(UASB)技术在国内外已经发展成为厌氧处理的主流技术之一,在UASB中没有载体,污水从底部均匀进入,向上流动,颗粒污泥(污泥絮体)在上升的水流和气泡作用下处于悬浮状态。反n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。应器下部是浓度较高的污泥床,上部是浓度较低的悬浮污泥层,有机物在此转化为甲烷和二氧化碳气体。在反应器的上部有三相分离器,能够脱气和使污泥沉淀回到反应器中。UASB的COD负荷较高,反应器中污泥浓度高达100—150g/L,因此COD去除效率比普通的厌氧反应器高三倍,可达80%~95%。(上面为一般分析,其中数据与该厂不一定完全吻合)即将投入使用的工艺流程(CSTR-UASB-SBR):图2从木薯酒精生产工艺过程可知,蒸馏后的木薯酒精废水温度很高(>90℃),为了充分利用酒精蒸馏废糟液自身的热能,一级厌氧采用高温厌氧CSTR,CSTR对废水悬浮固体的含量没有要求,可采用全糟厌氧n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。发酵,因此很适合处理高SS的木薯酒精废水。而且可充分利用来自酒精废液自身的热能,保证厌氧发酵效率。经过一级高温厌氧处理后,废水温度有所降低,可是出水残余的COD依然较高,不能直接进行好氧处理,需进行二级厌氧处理。二级厌氧采用中温UASB,UASB底部可维持很高的污泥浓度,反应器运行稳定并能充分利用中温条件下不同种类厌氧微生物的特性继续处理木薯酒精废水,回收能量。木薯酒精废液含有大量的N、P,其m(C)∶m(N)∶m(P)基本上能够满足厌氧消化对营养物的要求,因此厌氧过程中无需再额外投加营养液。高温厌氧CSTR反应器+上流式厌氧污泥反应器(UASB)组成两级厌氧反应系统,该系统的生产废水日处理量比现在正在运行的上流式厌氧污泥反应器(UASB)一级厌氧反应系统的废水日处理量大大增加,能接受更大废水负荷,主要是能使出水稳定达到国家排放标准,能应对木薯生产酒精时出现的各种不稳定因素,从而使得废水处理系统高效稳定的进行。(上面为一般分析,其中数据与该厂不一定完全吻合)世界先进的酒精废水处理工艺-微波化学工艺:微波化学污水处理工艺不同于传统的污水处理工艺流程大大简化,且减少大量的管网工程,对进水的特殊要求,工艺流程图见图3。pH,,其优点是工艺浓度、温度等无n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。加药管线污水管线处理水管线清进水污排泥管线排泥放脱清水管线水系统微波处理工艺流程高程图图3流程说明:○1格栅:(对水中有较大颗粒物的水质,如城市生活污水),清除砂石、木块、塑料等大块杂物;○2调节池:调节水量和水质,降低对后续处理构筑物的冲击负荷;○3混合器:将污水与投加的1#、2#添加剂进行充分混合与振荡;○4微波反应器:污染物与添加剂进行物理化学反应以及微波低温催化的物化反应;○5沉降过滤一体化设备:实现固液分离,达到排放或回用目的,污泥则脱水外运或用作其它用途。n资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。水中污染物是在添加剂与微波的共同作用下,发生剧烈的催化、物理化学反应,转化成不可溶物质或气体从水中分离,水中的大分子、难降解的有机污染物在微波及添加剂的共同作用下,被分解为小分子,与添加剂结合生成速沉絮体物去除;金属离子可直接与添加剂结合生成速沉絮体物沉淀;氨氮转化为氨气逸出;水中磷转化为不可溶解磷酸盐沉淀去除。酒精废水处理工艺高浓度有机废水主要控制的污染物为COD、BOD、SS污染物浓度高,COD值一般大于mg/L,有的甚至达到上万毫克升。传统工艺:等,其图4传统工艺在处理此类废水时,常采用UASB厌氧发酵+氧化法来处理,工艺处理时间长,约72~96小时,而且在脱硫时对DO的控制非常严格,否则会有恶臭的H2S气体产生,同时反应温度高,需要维持在中温35℃,能耗高;在回收沼气能源时不稳定,排放水的COD值大于150mg/L。微波化学工艺: