

- 102.50 KB
- 2021-05-14 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
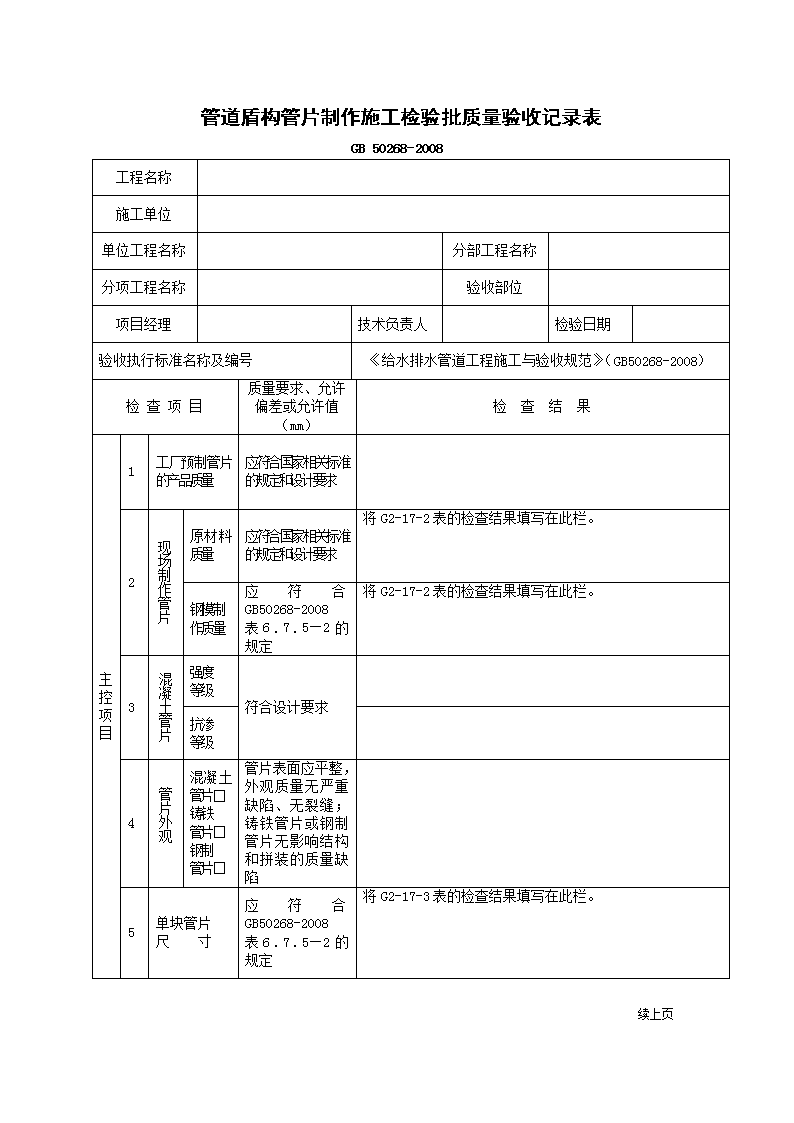
管道盾构管片制作施工检验批质量验收记录表
GB 50268-2008
工程名称
施工单位
单位工程名称
分部工程名称
分项工程名称
验收部位
项目经理
技术负责人
检验日期
验收执行标准名称及编号
《给水排水管道工程施工与验收规范》(GB50268-2008)
检 查 项 目
质量要求、允许偏差或允许值(mm)
检 查 结 果
主控项目
1
工厂预制管片的产品质量
应符合国家相关标准的规定和设计要求
2
现场制作管片
原材料质量
应符合国家相关标准的规定和设计要求
将G2-17-2表的检查结果填写在此栏。
钢模制作质量
应符合GB50268-2008表6.7.5—2的规定
将G2-17-2表的检查结果填写在此栏。
3
混凝土管片
强度
等级
符合设计要求
抗渗
等级
4
管片外观
混凝土管片□
铸铁
管片□
钢制
管片□
管片表面应平整,外观质量无严重缺陷、无裂缝;铸铁管片或钢制管片无影响结构和拼装的质量缺陷
5
单块管片
尺 寸
应符合GB50268-2008表6.7.5—2的规定
将G2-17-3表的检查结果填写在此栏。
续上页
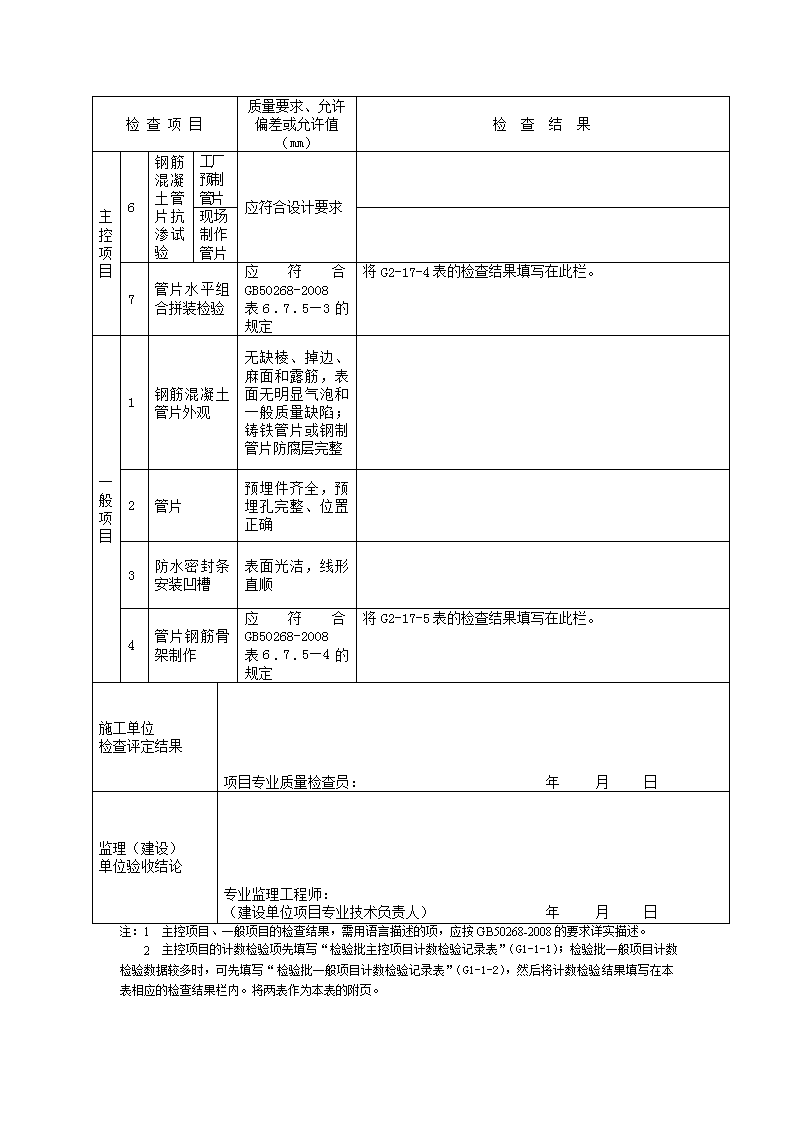
检 查 项 目
质量要求、允许偏差或允许值(mm)
检 查 结 果
主控项目
6
钢筋混凝土管片抗渗试验
工厂预制管片
应符合设计要求
现场制作管片
7
管片水平组合拼装检验
应符合GB50268-2008表6.7.5—3的规定
将G2-17-4表的检查结果填写在此栏。
一般项目
1
钢筋混凝土管片外观
无缺棱、掉边、麻面和露筋,表面无明显气泡和一般质量缺陷;铸铁管片或钢制管片防腐层完整
2
管片
预埋件齐全,预埋孔完整、位置正确
3
防水密封条安装凹槽
表面光洁,线形直顺
4
管片钢筋骨架制作
应符合GB50268-2008表6.7.5—4的规定
将G2-17-5表的检查结果填写在此栏。
施工单位
检查评定结果
项目专业质量检查员: 年 月 日
监理(建设)
单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人) 年 月 日
注:1 主控项目、一般项目的检查结果,需用语言描述的项,应按GB50268-2008的要求详实描述。
2 主控项目的计数检验项先填写“检验批主控项目计数检验记录表”(G1-1-1);检验批一般项目计数检验数据较多时,可先填写“检验批一般项目计数检验记录表”(G1-1-2),然后将计数检验结果填写在本表相应的检查结果栏内。将两表作为本表的附页。
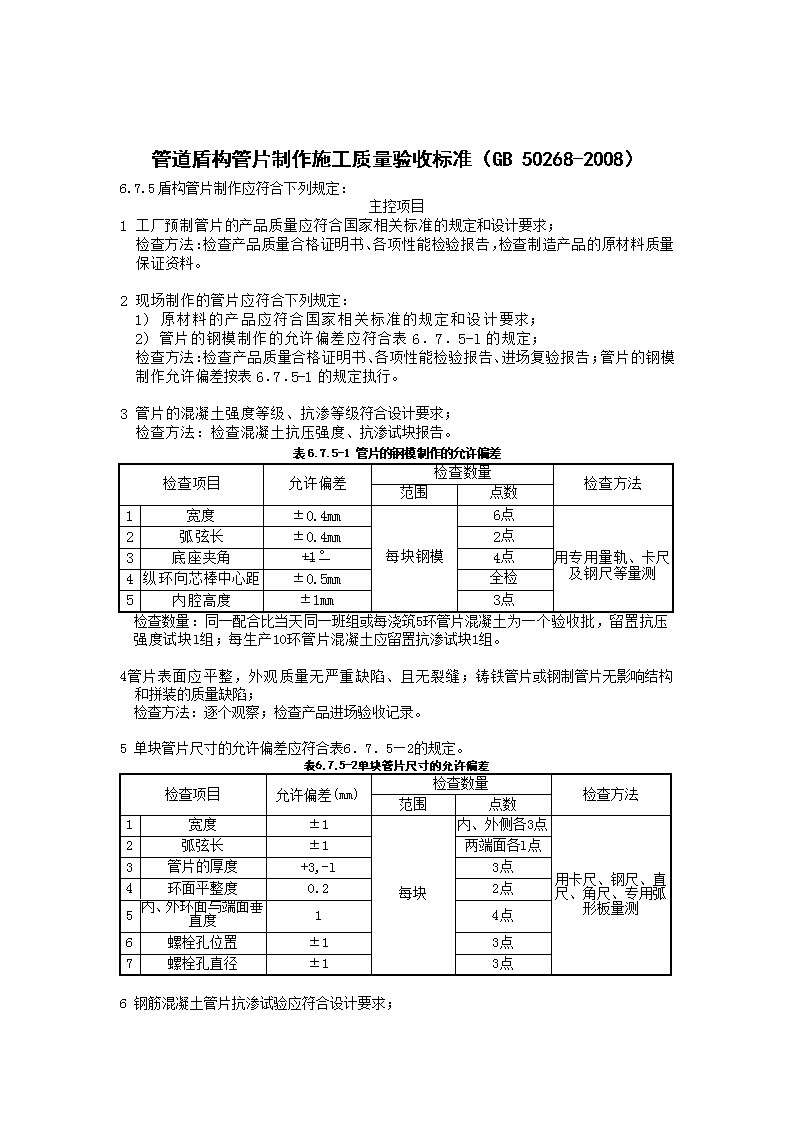
管道盾构管片制作施工质量验收标准(GB 50268-2008)
6.7.5盾构管片制作应符合下列规定:
主控项目
1 工厂预制管片的产品质量应符合国家相关标准的规定和设计要求;
检查方法:检查产品质量合格证明书、各项性能检验报告,检查制造产品的原材料质量保证资料。
2 现场制作的管片应符合下列规定:
1) 原材料的产品应符合国家相关标准的规定和设计要求;
2) 管片的钢模制作的允许偏差应符合表6.7.5-l的规定;
检查方法:检查产品质量合格证明书、各项性能检验报告、进场复验报告;管片的钢模制作允许偏差按表6.7.5-1的规定执行。
3 管片的混凝土强度等级、抗渗等级符合设计要求;
检查方法:检查混凝土抗压强度、抗渗试块报告。
表6.7.5-1 管片的钢模制作的允许偏差
检查项目
允许偏差
检查数量
检查方法
范围
点数
1
宽度
±0.4mm
每块钢模
6点
用专用量轨、卡尺及钢尺等量测
2
弧弦长
±0.4mm
2点
3
底座夹角
+1°
——
4点
4
纵环向芯棒中心距
±0.5mm
全检
5
内腔高度
±1mm
3点
检查数量:同一配合比当天同一班组或每浇筑5环管片混凝土为一个验收批,留置抗压强度试块l组;每生产10环管片混凝土应留置抗渗试块1组。
4 管片表面应平整,外观质量无严重缺陷、且无裂缝;铸铁管片或钢制管片无影响结构和拼装的质量缺陷;
检查方法:逐个观察;检查产品进场验收记录。
5 单块管片尺寸的允许偏差应符合表6.7.5—2的规定。
表6.7.5-2单块管片尺寸的允许偏差
检查项目
允许偏差(mm)
检查数量
检查方法
范围
点数
1
宽度
±1
每块
内、外侧各3点
用卡尺、钢尺、直尺、角尺、专用弧形板量测
2
弧弦长
±1
两端面各l点
3
管片的厚度
+3,-l
3点
4
环面平整度
0.2
2点
5
内、外环面与端面垂直度
1
4点
6
螺栓孔位置
±1
3点
7
螺栓孔直径
±1
3点
6 钢筋混凝土管片抗渗试验应符合设计要求;
检查方法:将单块管片放置在专用试验架上,按设计要求水压恒压2h,渗水深度不得超过管片厚度的l/5为合格。
检查数量:工厂预制管片,每生产50环应抽查l块管片做抗渗试验;连续三次合格时则改为每生产l00环抽查l块管片,再连续三次合格则最终改为200环抽查1块管片做抗渗试验;如出现一次不合格,则恢复每50环抽查1块管片,并按上述抽查要求进行试验。
现场生产管片,当天同一班组或每浇筑5环管片,应抽查l 块管片做抗渗试验。
7 管片进行水平组合拼装检验时应符合表6.7.5—3的规定。
表6.7.5-3管片水平组合拼装检验的允许偏差
检查项目
允许偏差(mm)
检查数量
检查方法
范围
点数
1
环缝间隙
≤2
每条缝
6点
插片检查
2
纵缝间隙
≤2
6点
插片检查
3
成环后内径(不放衬垫)
±2
每环
4点
用钢尺量测
4
成环后外径(不放衬垫)
+4.一2
4点
用钢尺量测
5
纵、环向螺栓穿进后螺栓杆与螺孔的间隙
(D1一D2)<2
每处
各1点
插钢丝检查
注:Dl为螺孔直径,D2为螺栓杆直径,单位:mm。
检查数量:每套钢模(或铸铁、钢制管片)先生产3环进行水平拼装检验,合格后试生产100环再抽查3环进行水平拼装检验;合格后正式生产时,每生产200环应抽查3环进行水平拼装检验;管片正式生产后出现一次不合格时,则应加倍检验。
一般项目
8 钢筋混凝土管片无缺棱、掉边、麻面和露筋,表面无明显气泡和一般质量缺陷;铸铁管片或钢制管片防腐层完整;
检查方法:逐个观察;检查产品进场验收记录。
9 管片预埋件齐全,预埋孑L完整、位置正确;
检查方法:观察;检查产品进场验收记录。
10防水密封条安装凹槽表面光洁,线形直顺;
检查方法:逐个观察。
11管片的钢筋骨架制作的允许偏差应符合表6.7.5—4的规定。
表6.7.5—4钢筋混凝土管片的钢筋骨架制作的允许偏差
检查项目
允许偏差(mm)
检查数量
检查方法
范围
点数
1
主筋间距
±10
每榀
4点
用卡尺、钢尺量测
2
骨架长、宽、高
+5.-lO
各2点
3
环、纵向螺栓孔
畅通、内圆面平整
每处l点
4
主筋保护层
±3
4点
5
分布筋长度
土10
4点
6
分布筋间距
±5
4点
7
箍筋间距
±10
4点
8
预埋件位置
±5
每处l点