

- 71.00 KB
- 2021-05-14 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
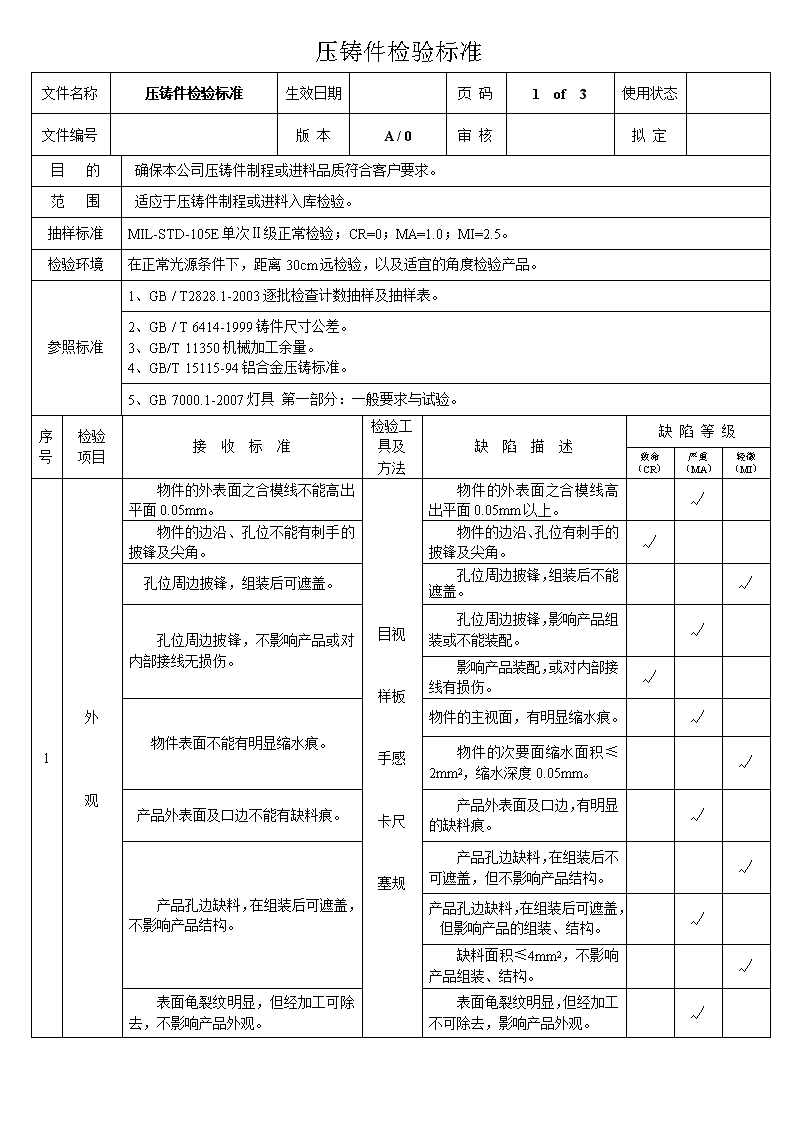
压铸件检验标准
文件名称
压铸件检验标准
生效日期
页 码
1 of 3
使用状态
文件编号
版 本
A / 0
审 核
拟 定
目 的
确保本公司压铸件制程或进料品质符合客户要求。
范 围
适应于压铸件制程或进料入库检验。
抽样标准
MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=1.0;MI=2.5。
检验环境
在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。
参照标准
1、GB / T2828.1-2003逐批检查计数抽样及抽样表。
2、GB / T 6414-1999铸件尺寸公差。
3、GB/T 11350机械加工余量。
4、GB/T 15115-94铝合金压铸标准。
5、GB 7000.1-2007灯具 第一部分:一般要求与试验。
序号
检验
项目
接 收 标 准
检验工具及
方法
缺 陷 描 述
缺 陷 等 级
致命(CR)
严重(MA)
轻微(MI)
1
外
观
物件的外表面之合模线不能高出平面0.05mm。
目视
样板
手感
卡尺
塞规
物件的外表面之合模线高出平面0.05mm以上。
√
物件的边沿、孔位不能有刺手的披锋及尖角。
物件的边沿、孔位有刺手的披锋及尖角。
√
孔位周边披锋,组装后可遮盖。
孔位周边披锋,组装后不能遮盖。
√
孔位周边披锋,不影响产品或对内部接线无损伤。
孔位周边披锋,影响产品组装或不能装配。
√
影响产品装配,或对内部接线有损伤。
√
物件表面不能有明显缩水痕。
物件的主视面,有明显缩水痕。
√
物件的次要面缩水面积≤2mm2,缩水深度0.05mm。
√
产品外表面及口边不能有缺料痕。
产品外表面及口边,有明显的缺料痕。
√
产品孔边缺料,在组装后可遮盖,不影响产品结构。
产品孔边缺料,在组装后不可遮盖,但不影响产品结构。
√
产品孔边缺料,在组装后可遮盖,但影响产品的组装、结构。
√
缺料面积≤4mm2,不影响产品组装、结构。
√
表面龟裂纹明显,但经加工可除去,不影响产品外观。
表面龟裂纹明显,但经加工不可除去,影响产品外观。
√
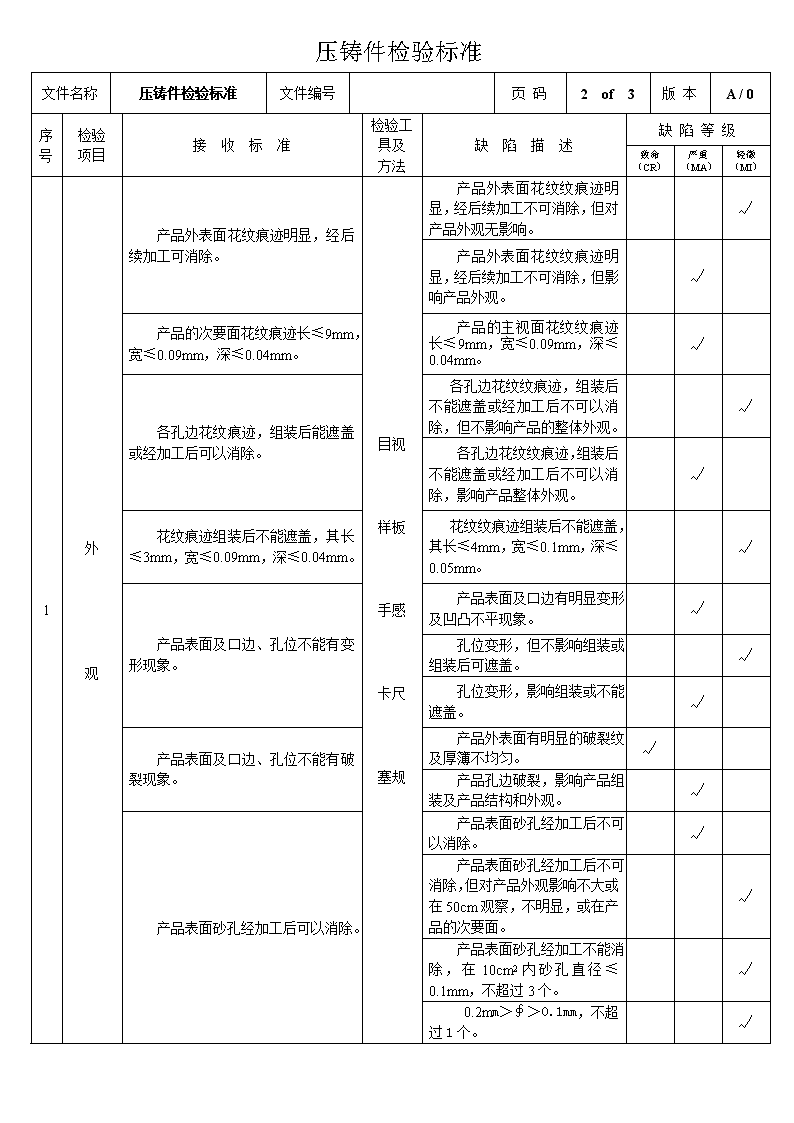
压铸件检验标准
文件名称
压铸件检验标准
文件编号
页 码
2 of 3
版 本
A / 0
序号
检验
项目
接 收 标 准
检验工具及
方法
缺 陷 描 述
缺 陷 等 级
致命(CR)
严重(MA)
轻微(MI)
1
外
观
产品外表面花纹痕迹明显,经后续加工可消除。
目视
样板
手感
卡尺
塞规
产品外表面花纹纹痕迹明显,经后续加工不可消除,但对产品外观无影响。
√
产品外表面花纹纹痕迹明显,经后续加工不可消除,但影响产品外观。
√
产品的次要面花纹痕迹长≤9mm,宽≤0.09mm,深≤0.04mm。
产品的主视面花纹纹痕迹长≤9mm,宽≤0.09mm,深≤0.04mm。
√
各孔边花纹痕迹,组装后能遮盖或经加工后可以消除。
各孔边花纹纹痕迹,组装后不能遮盖或经加工后不可以消除,但不影响产品的整体外观。
√
各孔边花纹纹痕迹,组装后不能遮盖或经加工后不可以消除,影响产品整体外观。
√
花纹痕迹组装后不能遮盖,其长≤3mm,宽≤0.09mm,深≤0.04mm。
花纹纹痕迹组装后不能遮盖,其长≤4mm,宽≤0.1mm,深≤0.05mm。
√
产品表面及口边、孔位不能有变形现象。
产品表面及口边有明显变形及凹凸不平现象。
√
孔位变形,但不影响组装或组装后可遮盖。
√
孔位变形,影响组装或不能遮盖。
√
产品表面及口边、孔位不能有破裂现象。
产品外表面有明显的破裂纹及厚簿不均匀。
√
产品孔边破裂,影响产品组装及产品结构和外观。
√
产品表面砂孔经加工后可以消除。
产品表面砂孔经加工后不可以消除。
√
产品表面砂孔经加工后不可消除,但对产品外观影响不大或在50cm观察,不明显,或在产品的次要面。
√
产品表面砂孔经加工不能消除,在10cm2内砂孔直径≤0.1mm,不超过3个。
√
0.2mm>∮>0.1mm,不超过1个。
√
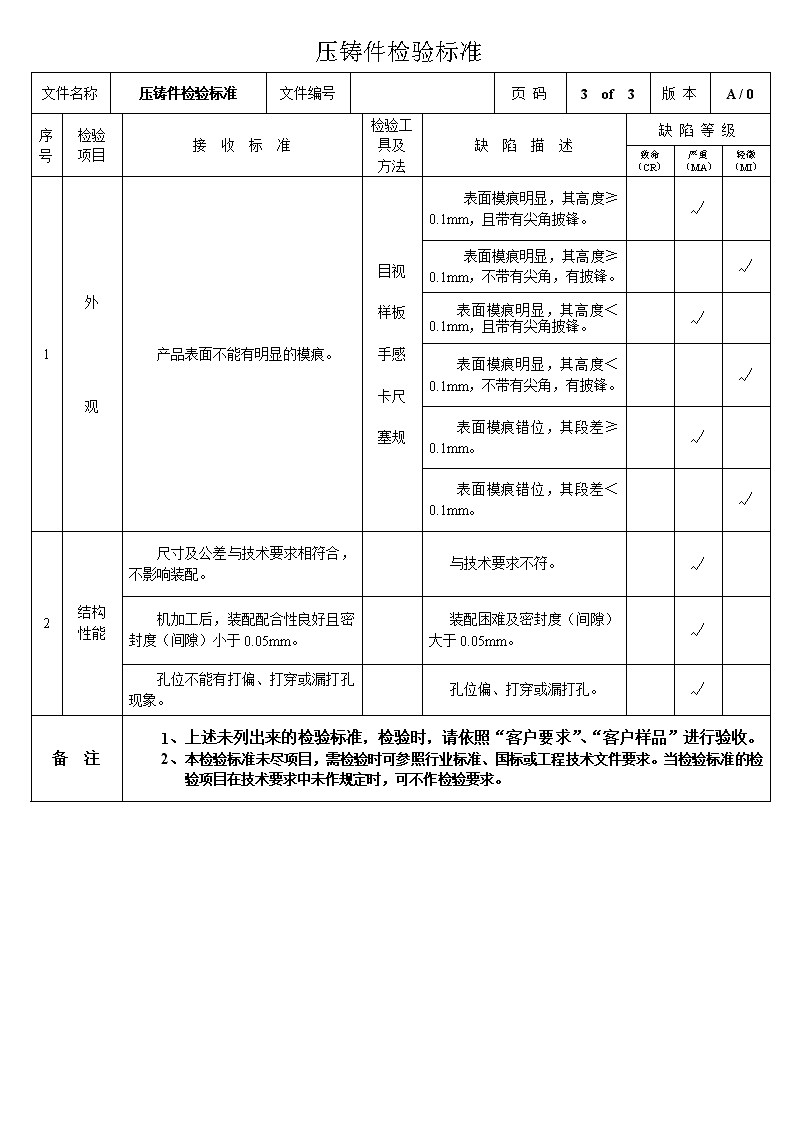
压铸件检验标准
文件名称
压铸件检验标准
文件编号
页 码
3 of 3
版 本
A / 0
序号
检验
项目
接 收 标 准
检验工具及
方法
缺 陷 描 述
缺 陷 等 级
致命(CR)
严重(MA)
轻微(MI)
1
外
观
产品表面不能有明显的模痕。
目视
样板
手感
卡尺
塞规
表面模痕明显,其高度≥0.1mm,且带有尖角披锋。
√
表面模痕明显,其高度≥0.1mm,不带有尖角,有披锋。
√
表面模痕明显,其高度<0.1mm,且带有尖角披锋。
√
表面模痕明显,其高度<0.1mm,不带有尖角,有披锋。
√
表面模痕错位,其段差≥0.1mm。
√
表面模痕错位,其段差<0.1mm。
√
2
结构
性能
尺寸及公差与技术要求相符合,不影响装配。
与技术要求不符。
√
机加工后,装配配合性良好且密封度(间隙)小于0.05mm。
装配困难及密封度(间隙)大于0.05mm。
√
孔位不能有打偏、打穿或漏打孔现象。
孔位偏、打穿或漏打孔。
√
备 注
1、上述未列出来的检验标准,检验时,请依照“客户要求”、“客户样品”进行验收。
2、本检验标准未尽项目,需检验时可参照行业标准、国标或工程技术文件要求。当检验标准的检验项目在技术要求中未作规定时,可不作检验要求。