

- 113.50 KB
- 2021-10-20 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
受控印章:
更 改 记 录
版本号
更改内容
更改人
审核人
批准人
生效日期
拟 制
审 核
批 准
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
1、 目的:规范、掌握钣金的检验标准和检验方法
2、 适用范围:桑格尔所使用的五金材质的检验
3、 检验仪器:菲林尺、游标卡尺、塞规、色卡、3M胶纸、酒精(97度)、1KG砝码。
4.0 基本定义
5.0 不良缺陷定义
5.1、不良缺陷
5.1.1 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。
5.1.2 划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
5.1.3 裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。
5.1.4 变形:因加工设备调校不当或材料因內应力而造成的产品平面形变。
5.1.5 氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。
5.1.6 尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。
5.1.7“R角”过大/小:产品因折弯或冲压设备精度不够,导致折弯处弧度过大/小。
5.1.8 表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。
5.1.9 倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。
5.1.10 异色点:在产品表面出現颜色异于周围颜色的点。
5.1.11 破裂:因机加工损伤而造成产品的裂纹或细小开裂。
5.1.12 麻点:喷涂件表面上有附著的细小颗粒。
5.1.13 堆漆:喷涂件表面出现局部的油漆堆积现象。
5.1.14 阴影:喷涂件表面出现的颜色比周围暗的区域。
5.1.15 露底:喷涂件出现局部的油漆过薄而露出底材颜色的现象。
5.1.16 鱼眼:由于溶剂挥发速度不对而在喷涂件表面出现凹痕或小坑。
5.1.17 飞油:超出了规定的喷涂区域。
5.1.18 剥落:产品表面出现涂层脱落的现象。
5.1.19 色差:产品表面顏色与标准样品颜色有差异。
拟 制
审 核
批 准
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
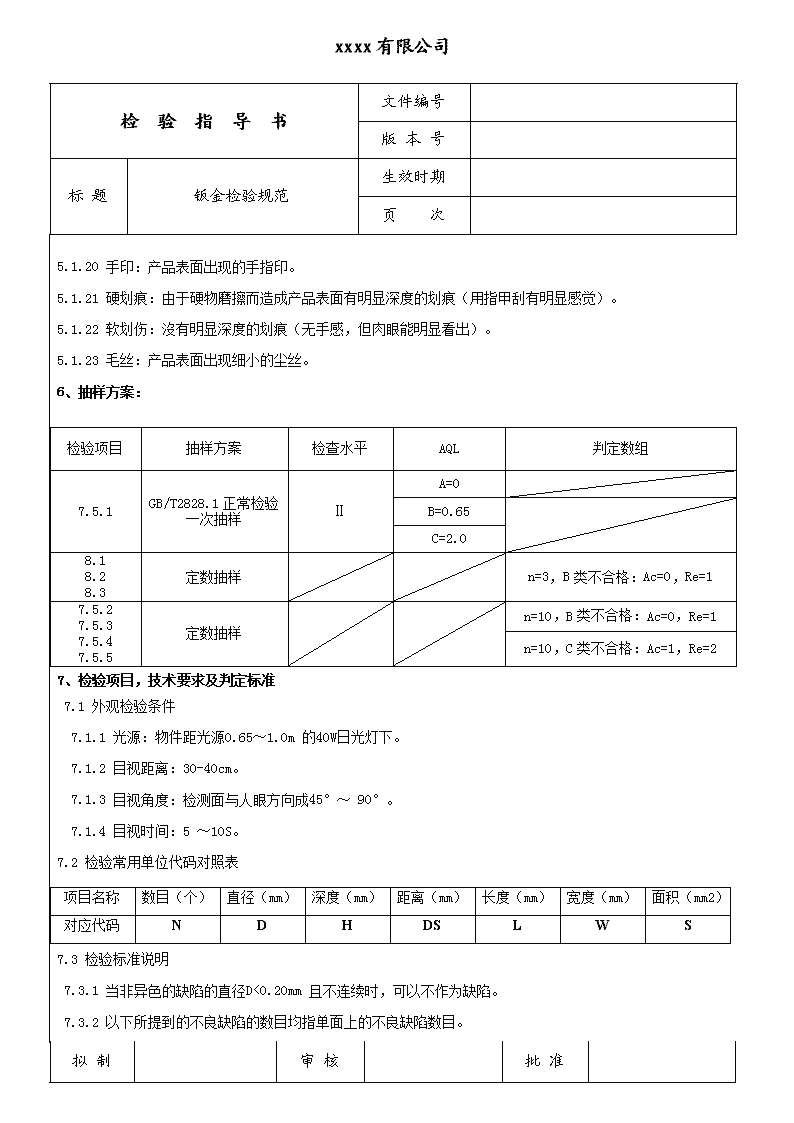
5.1.20 手印:产品表面出现的手指印。
5.1.21 硬划痕:由于硬物磨擦而造成产品表面有明显深度的划痕(用指甲刮有明显感觉)。
5.1.22 软划伤:沒有明显深度的划痕(无手感,但肉眼能明显看出)。
5.1.23 毛丝:产品表面出现细小的尘丝。
检验项目
抽样方案
检查水平
AQL
判定数组
7.5.1
GB/T2828.1正常检验一次抽样
Ⅱ
A=0
B=0.65
C=2.0
8.1
8.2
8.3
定数抽样
n=3,B类不合格:Ac=0,Re=1
7.5.2
7.5.3
7.5.4
7.5.5
定数抽样
n=10,B类不合格:Ac=0,Re=1
n=10,C类不合格:Ac=1,Re=2
6、抽样方案:
7、检验项目,技术要求及判定标准
7.1 外观检验条件
7.1.1 光源:物件距光源0.65~1.0m 的40W日光灯下。
7.1.2 目视距离:30-40cm。
7.1.3 目视角度:检测面与人眼方向成45°~ 90°。
7.1.4 目视时间:5 ~10S。
7.2 检验常用单位代码对照表
项目名称
数目(个)
直径(mm)
深度(mm)
距离(mm)
长度(mm)
宽度(mm)
面积(mm2)
对应代码
N
D
H
DS
L
W
S
7.3 检验标准说明
7.3.1 当非异色的缺陷的直径D<0.20mm 且不连续时,可以不作为缺陷。
7.3.2 以下所提到的不良缺陷的数目均指单面上的不良缺陷数目。
拟 制
审 核
批 准
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
7.3.3 以下所提到的不良缺陷的数目中A 面缺点总数不大于2,B 面缺点总数不大于3,C面缺点总数不大于5。
7.3.4 各材料如有本标准未规定之要求或不同于本标准要求,则应按相应工程资料及《来料检验与试验控制程序》的不合格定义执行。
7.4 外观检验允收标准
序号
缺陷名称
检验条件及判定标准
允收数
A面
B面
C面
1
注点
(直线状、点状)
D<0.2, S<0.3, DS>30
1
3
4
0.540
1
3
3
0.640
0
1
2
2
硬划痕、碰伤
D<0.4, DS>30
0
1
2
0.440
0
0
1
L<0.5, W<0.3, DS>30
0
1
2
0.540
0
1
2
1.040
0
0
1
3
软划痕
L<4, W<0.2, DS>30
0
2
3
440
0
1
2
840
0
0
1
4
堆漆/积油
不允许
6
飞油
L<0.3 或参照限度样品。
7
剥落
不允许
8
色差
ΔE<1.0 或参照限度样品
10
手印(不能擦除)
不允许
11
露底
不允许
12
阴影
不允许
13
丝印检查
字体漏印、脱落、模糊、重叠、歪斜、中断、粗细不均
不允许
注:1、注点状缺陷包括颗粒、尘点、毛丝、鱼眼等呈现点状的缺陷。(异色点不允许)。
7.5检验项目:缺陷分类、缺陷判定、检验方法
序号
检验项目
缺陷内容
判定
检验方法
7.5.1
外观
外观检验依8.3外观检验允收标准
B
目测、 色卡、
7.5.2
结构
尺寸
结构尺寸超标,影响装配
B
卡尺
结构尺寸超标但不影响装配
C
卡尺
8、试验项目,技术要求及判定标准
拟 制
审 核
批 准
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
7.5.3
装配
无法装配、装配过紧或过松
B
相应物件试装
装配轻微紧或松
C
相应物件试装
7.5.4
变形
≥0.2mm(以平面度、直线度、平行度等指标考核);变形引起的错位,常用手摸处>0.2mm,其它部位>0.3mm;针对上下盖:组装后上下左右组合面形凹凸不平,段差>0.2mm,上下盖平面度>0.2mm。
B
塞规、卡尺
<0.15mm(以平面度、直线度、平行度等指标考核);变形引起的错位,常用手摸处≤0.15mm,不影响装配。
C
塞规、卡尺
7.5.5
材质
材质与样品不一致
B
见 样 品
8.1 附着力测试:
8.1.1 测试规范及要求:用3M 胶纸(型号:600#)贴于样品丝印表面并按紧,使胶带均匀粘附于样品表面,提起胶带一边沿45°角迅速拉起,拉起胶带后丝印无脱落现象,每单位测试样品以五次试验后结果为准。
8.1.2 附着力判定标准:
序号
检验项目
缺陷内容
判定
检验方法
8.1.3
附着力测试
丝印轻微脱落(丝印內容无损)
C
3M胶纸
丝印脱落(丝印內容仍可清晰分辨)
B
丝印脱落(丝印內容残缺)
B
8.2百格试验
8.2.1 测试规范及要求:用刀片在被测样品表面割划1*1mm2 的方格(伤至本体上),用3M 胶纸(型号600#)
贴于其表面并按紧,使胶带均匀粘附于样品表面,然后提起胶带一边沿45°角迅速拉起,拉起胶带后方格內涂装无脱落现象,每单位测试样品以两次试验后结果为准。
8.2.2判定标准:
序号
检验项目
缺陷内容
判定
检验方法
8.2.3
百格测试
10%~30%
C
3M胶纸、刀片
30%~50%
B
50%以上
B
8.3、防腐测试
8.3.1 测试规范及要求:用浓度为95-98%的酒精湿润棉布,以1kg 的力,每秒一次循
拟 制
审 核
批 准
xxxx有限公司
检 验 指 导 书
文件编号
版 本 号
标 题
钣金检验规范
生效时期
页 次
环的频率來回擦于被测品喷油或丝印表面,擦拭长度大于5cm,擦拭20次后丝印字体不可有变形与脱落现象,50 次后喷油不可露底。
8.3.2 判定标准:
序号
检验项目
缺陷内容
判定
检验方法
8.3.3
防腐测试
n≦50次喷油脱落,见底材
C
98%工业酒精,1KG砝码
n≦30次喷油脱落,见底材
B
n≦20次丝印变形或脱落
B
9、相关记录:
9.1.1 《IQC检验报告》
拟 制
审 核
批 准