

- 33.03 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
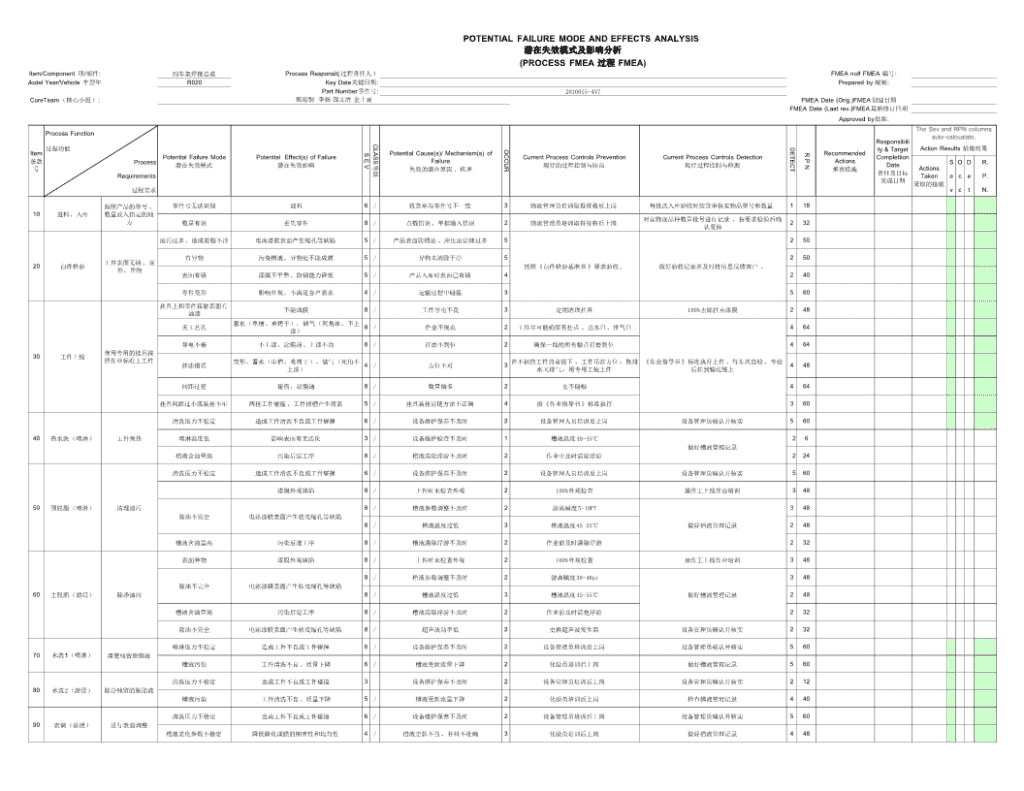
POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS
潜在失效模式及影响分析
(PROCESS FMEA 过程 FMEA)
Item/Component 项/部件: 副车架焊接总成 Process Responsit( 过程责任人 ) FMEA no# FMEA 编号:
Model Year/Vehicle 车型年 : R020 Key Date关键日期 : Prepared by 编制:
Part Number 零件号: 2810015 -4V7
CoreTeam (核心小组 ): 郭速钢 李扬 郜文清 金士丽 FMEA Date (Orig.)FMEA 创建日期
FMEA Date (Last rev.)FMEA 最新修订日期
Approved by批准:
Item
条款
号
Process Function
Potential Failure Mode
潜在失效模式
Potential Effect(s) of Failure
潜在失效影响
S
E
V
C
L
A
S
S
等
级
Potential Cause(s)/ Mechanism(s) of
Failure
失效的潜在原因 、机理
O
C
C
U
R
Current Process Controls Prevention
现行的过程控制与防范
Current Process Controls Detection
现行过程控制与检测
D
E
T
E
C
T
R
P
N
Recommended
Actions
推荐措施
Responsibili
ty & Target
Complettion
Date
责任及目标
完成日期
The Sev and RPN columns
auto-calcualate.
Sev 和RPN 栏自动计算过程功能 Action Results 措施结果
Process
Actions
Taken
采取的措施
S O D R.
Requirements e c e P.
过程要求 v c t N.
10 进料、入库
按照产品的型号 、
数量放入指定的地
方
零件号无法识别 混料 6 / 收货单与零件号不一致 3 物流管理员培训取得资格后上岗 每批次入库验收时按货单核实物品型号和数量 1 18
数量有误 丢失零件 8 / 点数错误 、单据输入错误 2 物流管理员培训取得资格后上岗 对实物逐品种数量批号进行记录 、按要求检验后确
认复核 2 32
20 白件检验 工件表面无锈 、变
形、异物
油污过多 、造成脱脂不净 电泳漆膜表面产生缩孔等缺陷 5 / 产品表面防锈油 、冲压油涂抹过多 5
按照《白件检验基准书 》要求验收 。 做好验收记录并及时将信息反馈客户 。
2 50
有异物 污染槽液 ,异物处不能成膜 5 / 异物未清除干净 5 2 50
表面有锈 漆膜不平整 、防锈能力降低 5 / 产品入库时表面已有锈 4 2 40
零件变形 影响外观 ,不满足客户需求 4 / 运输过程中碰撞 3 5 60
30 工件上线 使用专用的挂具按
照作业标准上工件
挂具上和零件接触表面有
油漆 不能成膜 8 / 工件导电不良 3 定期清理挂具 100%去除挂点漆膜 2 48
无工艺孔 蓄水(串槽、难烤干 ),储气(死角泳 、不上
漆) 8 / 作业不规范 2 工件尽可能确保有挂点 、出水口 、排气口
《作业指导书 》标准执行上件 、每车次自检 、专检
后挂到输送链上
4 64
导电不畅 不上漆 ,涂膜薄、上漆不均 8 / 打磨不到位 2 确保一线的所有触点打磨到位 4 64
挂法错误 变形、蓄水(串槽、难烤干)、储气(死角不
上漆) 4 / 方位不对 3 在不损伤工件的前提下 ,工件吊挂方位 :既
排水又排气 ;用专用工装上件 4 48
间距过密 碰伤,涂膜薄 8 / 数量偏多 2 互不碰触 4 64
挂具间距过小或装挂不牢 两挂工件碰撞 ,工件掉槽产生废品 5 / 挂具装挂悬链方法不正确 4 按《作业指导书 》标准执行 3 60
40 热水洗 (喷淋) 工件预热
清洗压力不稳定 造成工件清洗不良或工件碰撞 6 / 设备维护保养不及时 2 设备管理人员培训后上岗 设备管理员确认并核实 5 60
喷淋温度低 影响表面有无活化 3 / 设备维护检查不及时 1 槽液温度 40-45℃
做好槽液管理记录
2 6
槽液含油量高 污染后道工序 8 / 槽液清除浮游不及时 2 作业中及时清除浮游 2 24
50 预脱脂 (喷淋) 清理油污
清洗压力不稳定 造成工件清洗不良或工件碰撞 6 / 设备维护保养不及时 2 设备管理人员培训后上岗 设备管理员确认并核实 5 60
漆膜外观缺陷 8 / 上件时未检查外观 2 100%外观检查 操作工上线作业培训 3 48
除油不完全 电泳漆膜表面产生桔皮缩孔等缺陷
8 / 槽液参数调整不及时 2 游离碱度 5-10PT
做好槽液管理记录
3 48
8 / 槽液温度过低 3 槽液温度 45-55℃ 2 48
槽液含油量高 污染后道工序 8 / 槽液清除浮游不及时 2 作业前及时清除浮游 2 32
60 主脱脂 (游浸) 除净油污
表面异物 漆膜外观缺陷 8 / 上件时未检查外观 2 100%外观检查 操作工上线作业培训 3 48
除油不完全 电泳漆膜表面产生桔皮缩孔等缺陷
8 / 槽液参数调整不及时 2 游离碱度 30-40pt
做好槽液管理记录
3 48
8 / 槽液温度过低 3 槽液温度 45-55℃ 2 48
槽液含油量高 污染后道工序 8 / 槽液清除浮游不及时 2 作业前及时清楚浮游 2 32
除油不完全 电泳漆膜表面产生桔皮缩孔等缺陷 8 / 超声波功率低 2 更换超声波发生器 设备管理员确认并核实 2 32
70 水洗1(喷淋) 清楚残留脱脂液
喷淋压力不稳定 造成工件不良或工件碰撞 6 / 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 5 60
槽液污染 工件清洗不良 、质量下降 6 / 槽液更新流量下降 2 化验员培训后上岗 做好槽液管理记录 5 60
80 水洗2(游浸) 除净残留的脱脂液
清洗压力不稳定 造成工件不良或工件碰撞 3 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 2 12
槽液污染 工件清洗不良 、质量下降 5 / 槽液更新流量下降 2 化验员培训后上岗 检查槽液管理记录 4 40
90 表调(游浸) 进行表面调整
清洗压力不稳定 造成工件不良或工件碰撞 6 / 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 5 60
槽液老化参数不稳定 降低磷化成膜的细密性和均匀性 4 / 槽液更新不当 ,补料不准确 3 化验员培训后上岗 做好槽液管理记录 4 48
100 磷化(游浸) 工件表面生成一层
均匀的磷化莫
清洗压力不稳定 造成清洗不良或工件碰撞 7 / 设备维护保养不及时 3 设备管理员培训后上岗 设备管理员确认并核实 4 84
槽液老化参数不稳定 工件处理不良 、磷化质量下降 7 / 槽液更新不当 ,补料不准确 2 化验员培训后上岗 做好槽液管理记录 4 56
110 水洗3(喷淋) 清楚残留的磷化液
和磷化渣
喷淋压力不稳定 造成清洗不良或工件碰撞 3 / 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 3 18
槽液污染 工件清洗不良 、质量下降 6 / 槽液更新流量下降 2 化验员培训后上岗 做好槽液管理记录 5 60
120 水洗4(游浸) 除净残留的磷化液
和磷化渣
清洗压力不稳定 造成清洗不良或工件碰撞 3 / 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 2 12
清洗液污染 工件清洗不良 、质量下降 6 / 槽液更新流量下降 2 化验员培训后上岗 检查工艺参数控制表 5 60
130 钝化(喷淋) 防止漆膜生锈
喷淋压力不稳定 造成清洗不良或工件碰撞 3 / 设备维护保养不及时 1 设备管理员培训后上岗 设备管理员确认并核实 3 9
钝化不完全 漆膜表面返锈 4 / 槽液参数调整不及时 3 化验员培训后上岗 做好槽液管理记录 2 24
140 水洗5(游浸) 降低电导
清洗压力不稳定 造成清洗不良或工件碰撞 3 设备维护保养不及时 2 设备管理员培训后上岗 设备管理员确认并核实 2 12
槽液污染 工件清洗不良 、质量下降 3 / 槽液更新流量下降 1 化验员培训后上岗 做好槽液管理记录 1 18
150 纯水1(喷淋) 降低电导
喷淋压力不稳定 造成清洗不良或工件碰撞 3 / 设备维护保养不及时 1 设备管理员培训后上岗 设备管理员确认并核实 1 18
槽液污染 工件清洗不良 、质量下降 3 / 槽液更新流量下降 1 化验员培训后上岗 做好槽液管理记录 1 3
160 电泳
槽液固含不足 涂层不易达到规定厚度
8 / 化验不及时 3 1次/日化验 每班确认一次并记录 2 48
8 / 未按规定补漆 1 周期性补漆 每班确认一次并记录 2 16
工件电导过高 外观不良 8 / 泳前纯水洗电导高 2 纯水1每班清槽换水 、作业中溢流 巡检、做好槽液管理记录 2 32
PH值达不到要求 槽液不稳定 、外观不良 8 / 阳极液指标超标 2 阳极液补加纯水 巡检、做好槽液管理记录 2 32
工作电压不合适 影响涂膜厚度 8 / 电压设置不正确 2 日常点检 针对不同工件采用不同电压 2 32
槽液温度不达标 影响涂膜厚度 8 / 槽液温度控制不严格 2 日常点检 控制在规定范围内 3 48
槽液异常 表面有桔皮 8 / 固体份低 、灰份高 、溶剂含量低 、电导率
高 2 维持乳液 、色浆正常比例 ,加补给溶剂 ,排
超滤 开班点检 3 48
170 UF喷淋洗 清楚残留的电泳漆
喷淋压力不稳定 造成清洗不良或工件碰撞 7 / 设备维护保养检查不及时 3 设备管理员培训后上岗 设备管理员确认并核实 3 63
槽液固成份偏高 工件清洗不良 、有积漆疤痕出现 8 / 槽液更新流量下降 2 化验人员培训后上岗 检查做好槽液管理记录 4 64
180 UF游浸洗 清楚残留的电泳漆
清理压力不稳定 造成清洗不良或工件碰撞 7 / 设备维护保养检查不及时 3 设备管理员培训后上岗 设备管理员确认并核实 3 63
槽液固成份偏高 工件清洗不良 、有积漆疤痕出现 8 / 槽液更新流量下降 2 化验人员培训后上岗 做好槽液管理记录 4 64
190 纯水洗 2(喷淋) 除净残余的电泳漆
喷淋压力不稳定 造成喷洗不良或工件碰撞 3 / 设备维护保养检查不及时 2 设备管理员培训后上岗 设备管理员确认并核实 2 12
槽液固成份偏高 工件清洗不良 、有积漆疤痕出现 3 / 槽液更新流量下降 3 化验人员培训后上岗 做好槽液管理记录 4 36
200 新鲜纯水直喷 彻底清楚表面 的
杂质
喷淋压力不稳定 造成喷洗不良或工件碰撞 3 / 设备维护保养检查不及时 3 设备管理员培训后上岗 设备管理员确认并核实 4 36
纯水电导过高 工件清洗不良 、外观缺陷 3 / 设备维护保养检查不及时 3 设备管理员培训后上岗 设备管理员确认并核实 4 36
210 滴水、吹水 无积水 、均匀的电
泳漆膜
积水未吹干净 表面有积漆疤痕出现 5 / 责任心差 。自检出错 2 吹水岗前培训 设备管理员确认并核实 3 30
工件外观或漆膜异常 产品质量不良 2 / 电泳水洗工艺设备参数异常 3 各工序按工序卡参数控制 设备管理员确认并核实 3 18
220 固化 漆膜烤干
温度不稳定
漆膜性能质量不良
8 * 设备维护保养检查不及时 2 设备管理员培训后上岗 设备管理员确认并核实 1 16
烘烤时间短 8 * 严格控制工艺链速 2 设备管理员培训后上岗 设备管理员确认并核实 1 16
230 线上检验 无缺陷 漆膜表面有桔皮缩孔等缺
陷 不合格品 5 / 各工序工艺参数控制不当 2 按各工序工序卡严格控制工艺参数 按照各各工序工序卡要求定期检测 2 20
240 工件下线 无碰划伤 卸下工件时发生碰撞 漆膜表面有碰伤 、影响外观质量 2 / 作业过程中没有轻拿轻放 4 培训、作业中严格按照 《作业指导书 》标准 检查生产记录 4 32
250 线下质检 外观、性能满足客
户的需求
外观不良 不能满足客户的要求 5 / 漏检 2 检验员培训合格后上岗 目测全检 3 30
漆膜性能不符合要求 不能满足客户的要求 7 / 漏检 2 检验员培训合格后上岗 线下检验操作规程 4 56
检查生产线工艺执
行情况找出原因及
时采取措施
槽液参数不
符合工艺范
围
检查生产线
工艺执行情
况找出原因
及时采取措
施
260 包装 按照客户的要求轻
拿轻放进行包装
数量包装错误 不能满足客户的需求 4 / 操作失误 1 包装岗前培训 定期检查 2 8
混装 不能满足客户的需求 5 / 标识不清 1 包装岗前培训 定期检查 2 10
270 入库、出货
按照产品的型号 、
数量放入指定的地
方
混放 发错产品 7 / 实物与标识不一致 2 标识不清 库房管理办法 2 28
标识错误 不能满足客户要求 6 / 操作失误 、标识不清 2 物流管理员培训之后上岗 物流管理员按单检查 3 36
数量有误 不能满足客户要求 8 / 操作失误 2 物流管理员培训之后上岗 物流管理员按单核实 3 48