

- 118.66 KB
- 2021-05-10 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
品控岗位培训资料
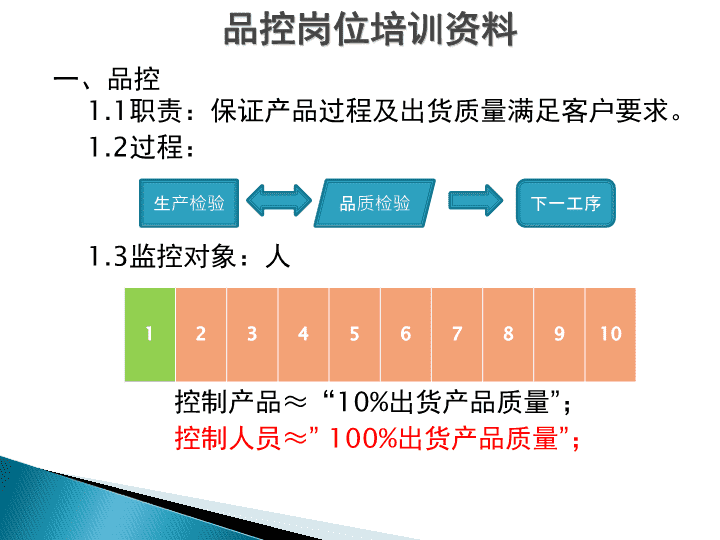
一、品控
1.1
职责:保证产品过程及出货质量满足客户要求。
1.2
过程:
1.3
监控对象:人
控制产品≈“
10%
出货产品质量
”
;
控制人员≈
” 100%
出货产品质量
”
;
品控岗位培训资料
生产检验
品质检验
下一工序
1
2
3
4
5
6
7
8
9
10
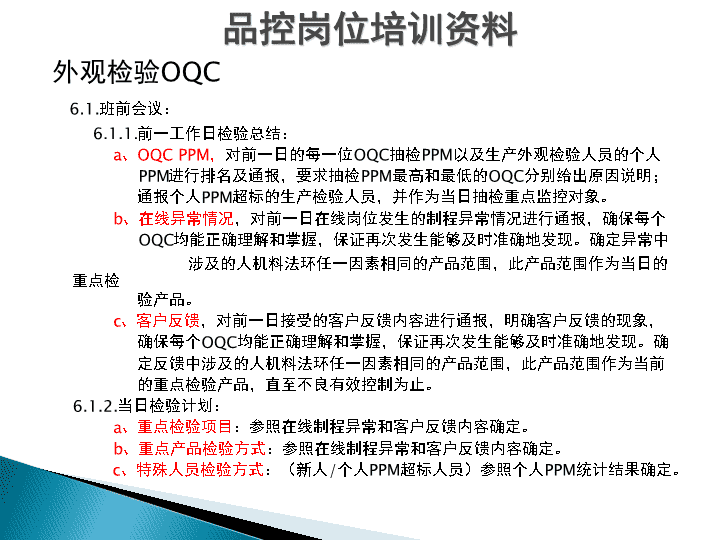
外观检验
OQC
6.1.
班前会议:
6.1.1.
前一工作日检验总结:
a
、
OQC PPM
,
对前一日的每一位
OQC
抽检
PPM
以及生产外观检验人员的个人
PPM
进行排名及通报,要求抽检
PPM
最高和最低的
OQC
分别给出原因说明;
通报个人
PPM
超标的生产检验人员,并作为当日抽检重点监控对象。
b
、在线异常情况
,对前一日在线岗位发生的制程异常情况进行通报,确保每个
OQC
均能正确理解和掌握,保证再次发生能够及时准确地发现。确定异常中
涉及的人机料法环任一因素相同的产品范围,此产品范围作为当日的重点检
验产品。
c
、客户反馈
,对前一日接受的客户反馈内容进行通报,明确客户反馈的现象,
确保每个
OQC
均能正确理解和掌握,保证再次发生能够及时准确地发现。确
定反馈中涉及的人机料法环任一因素相同的产品范围,此产品范围作为当前
的重点检验产品,直至不良有效控制为止。
6.1.2.
当日检验计划:
a
、重点检验项目
:参照在线制程异常和客户反馈内容确定。
b
、重点产品检验方式
:参照在线制程异常和客户反馈内容确定。
c
、特殊人员检验方式
:(新人
/
个人
PPM
超标人员)参照个人
PPM
统计结果确定。
品控岗位培训资料
外观检验
OQC
6.2.
检验前准备:
6.2.1.
准备文档、单项标准及样片:根据当日贴片及终检日计划内容准备相应的文
档及样片,并将文档和样片固定放置在规定位置。
6.2.2.
检验条件确认:
a
、防静电手环测试:正确测试防静电手环,保证防静电有效性,并及时记录。
b
、佩戴指套或细纱手套:
PIN/COG/TAB/
含量≥
160
产品佩戴指套,佩戴方式
为双手除小拇指外其他手指均佩戴;其他产品佩戴细纱手套。
c
、背光亮度确认:目前无明确标准,待完善。
6.3.
调色首件检验:
6.3.1.
调色产品范围:产品型号中第
3
个字母是
Y/F/G/B/N
(前后片均为复合膜的
除外)的产品需要调色,
TN/HTN
产品不需要调色(有特殊要求除外)。
6.3.2.
确认批量调色结果及当次计划组份,以便保证
包含库存品或不同批次产品
调
色后底色一 致。
6.3.3.
参照批量留样对进行调色,
批量样品偏光片调试正确后确认
偏光片角度记录
确保记录的角度是正确的
。
品控岗位培训资料
六、外观检验
OQC
6.4.
贴片首件检验:
6.4.1.
首件检验频率:每个大批次做一次首件检验,每次
3pcs
。
6.4.2.
对首件产品进行检验,检验项目必须包括:
LCD
外形尺寸、偏光片尺寸、贴
片方式、颜色。
6.4.3.
确认
贴片首件检记录
,确保规定记录项目内容填写准确完整。
6.4.4.
不定期抽查收件后其他人员贴片签到是否及时。
6.5.
批量产品检验:
a
、产品抽样:
LCD
产品选取检验水平
Ⅱ
(特殊要求除外);一般缺陷
LQL
值
1.0
,
严重缺陷
0.25
。抽样数量及接收标准依据样本量子码和正常检验一次抽样方
案,详见
《
产品检验抽样标准
》
。
b
、产品信息确认:型号、类型、单项标准、检验人、不良项目明细、特殊要求
以及前期
客户投诉内容
。
c
、检验方法:反射产品
-
日光灯管下(正常光)整盘检验;
半反半透产品
-
正常光、背光两遍整盘检验;
全透产品
-
正常光、背光两遍检验,蓝膜产品含量>
30
整盘检验;
蓝膜产品含量<
30
及其它全透产品单粒检验。
品控岗位培训资料
六、外观检验
OQC
d
、检验项目:
品控岗位培训资料
等级
项目
标准
检验方法
严重缺陷
LCD
外形尺寸
符合图纸要求
卡尺
严重缺陷
崩裂
任何区域有裂纹不允许
目视
一般缺陷
崩缺区域定义
A
区破损
表面破损不能进入边框胶
Z>1/2T; X
≤
2.0,Y
≤
0.5, N
≤
3
个
1/3T
≤
Z
≤
1/2T; X
≤
2.0,Y
≤
1.0, N
≤
3
个
Z
≤
1/3T; X
≤
0.5,Y
≤
0.5,
数量不计
Z=T; X
≤
1,Y
≤
0.35,N
≤
1
个
目视
检验菲
林
卡尺
F
区破损
Z=T ;X
≤
1.0,Y
≤
L,N
≤
1
;
Z
≤
T/3 ;X
≤
2.0,Y
≤
1.0,N
≤
1
;
未伤及边框胶及引线;
伤及对位标记大于
1/3
的不允许。
G
区破损破损(非引线部分)
Z
<
T
,
X
≤
2.0 Y
≤
0.5 N
≤
3
Z=T
,
X
≤
1 Y
≤
0.35 N
≤
1
Z≤T/3
,
X≤0.5 Y≤0.5
不计
六、外观检验
OQC
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
崩缺区域定义
G
区破损
(引线部分)
X
≤
1 Y
≤
1/5L Z
≤
1/3T N
≤
3
厂内压框产品
:
X
≤0.5 Y≤0.5 Z≤T/3
不计
注:
热压纸、管脚、
COG
产品引线处
不
允许
目视
检验菲
林
卡尺
G
区
破损
(
背电极部分)
X
≤
1 Y
≤
1/5L Z
≤
1/3T N
≤
3
厂内压框产品
:
X
≤0.5 Y≤0.5 Z≤T/3
不计
注:
热压纸、管脚、
COG
产品引线处
不
允许
G
区斜坡、突出
斜坡:
X
≤全长
,
Y
≤
1/4L
突出
:
符合外形尺寸偏差。
磨边产品
双面磨边:
Y
:
0.15±0.05mm
均匀性:
Wmax-Wmin
0.1mm
单面磨边:
厚度
1.1mm
,Y
:
0.3±0.1mm
厚度
0.7mm
/
0.55mm
,Y:
0.2±0.1mm
均匀性:
Wmax-Wm
in
0.2mm
六、外观检验
OQC
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
黑白点
偏光片及LCD表面硌伤
视区
内
(
Ⅰ区
)
:
D>0.15
,
不
允许
;
0.10.2
,
不允许
;
0.15mm
;<
D
不允许
目视
菲林
六、外观检验
OQC
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
管脚位置
PIN
歪斜,
超出
±
3
°
不允许。(按切角顶端算)
目视
菲林
一般缺陷
双面管脚相对位置
对称双面管脚其最大偏离相对位置≤
0.2mm
目视
菲林
一般缺陷
管脚与电极相对位置
管脚中心与电极中心偏离小于
0.2mm
(保证覆盖
2/3
电极宽)
目视
菲林
一般缺陷
油墨位置
正视
(
法线方向
)
偏视角方向
15
度检测,符合外形图纸要求,相对位置偏差符合外形图纸要求,且不影响显示效果。显示效果丝印图形与显示图形相切允许;相交或显示图形偏出丝印图形不允许。
目视
菲林
六、外观检验
OQC
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
油墨
粗细、颜色
丝印线、面边缘均匀,凹凸变化及黑白点≤
0.15mm
,无断线,颜色深浅一致,特殊情况现场制定。(面状丝印无漏光现象
(
反色正显产品允许
0.1 1
个
)
;墨点≤
0.4mm
允许
1
个。)
目视
菲林
一般缺陷
其它
点、线、划伤同黑白点、黑线标准
目视
菲林
一般缺陷
热压纸位置
符合工艺文件要求,热压纸与电极线错边超过
1/3
电极宽不允许
目视
菲林
一般缺陷
热压纸尺寸
压接后产品尺寸符合图纸
目视
菲林
一般缺陷
热压纸外观
发黄、折断、脱落、烫伤、卷边、翘起、折印不允许
目视
菲林
六、外观检验
OQC
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
热压纸连接
连接部分气泡参照样片,热压纸引线与电极连接部分超过
2/3
电极
长
灰:不连接或贯穿引线可接受
目视
菲林
一般缺陷
热压纸强度
垂直热压纸方向拉撕,拉力≥
4N
,拉撕后电极部分有
70%
以上热压纸残留胶附着在玻璃上
目视
拉力器
一般缺陷
剥离纸
位置符合图纸要求
目视
菲林
一般缺陷
彩标
位置、内容文档要求;彩标大小须≥单片玻璃厚度;产品及偏光片表面不允许有彩标
目视
菲林
一般缺陷
喷码
位置、内容符合文档要求,内容清晰可见
目视
菲林
一般缺陷
保强带
保强带位置、尺寸符合文档要求,表面气泡均可不计。
目视
菲林
六、外观检验
OQC
e.
检验结果:根据抽检过程中发现不良品的数量判定所抽检的批量合格或不合格。
抽检合格的批次产品在流程卡上填写抽检结果并盖章及做好
记录
;
抽检不合格的批次产品除在流程卡上填写抽检结果及做好记录之外,要将抽检发
现的不合格品给责任人确认,要求其后续改进及复检。如果抽检发现严重缺陷则
需要提起
《
出货检验严重不良单
》
,如果抽检发现的不合格品达到制程异常提起
标准,则要提起
《
制程异常纠正与预防记录表
》
。生产复检完成后,再次抽检时
要加严抽检,直至抽检合格。
品控岗位培训资料
等级
项目
标准
检验方法
一般缺陷
橙黄纸
尺寸规格及位置符合要求。橙黄纸四边双面胶不允许进入视区内,无折印、翘起、脱落现象,整批颜色一致 、无不均匀现象。灰尘按外观点、线标准执行。
目视
菲林