

- 6.51 MB
- 2021-05-10 发布


- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
服务您的驾驶生活
补胎
SOP
2
补胎设备
扩胎机(烤灯)
轮胎拆装机
测漏池
3
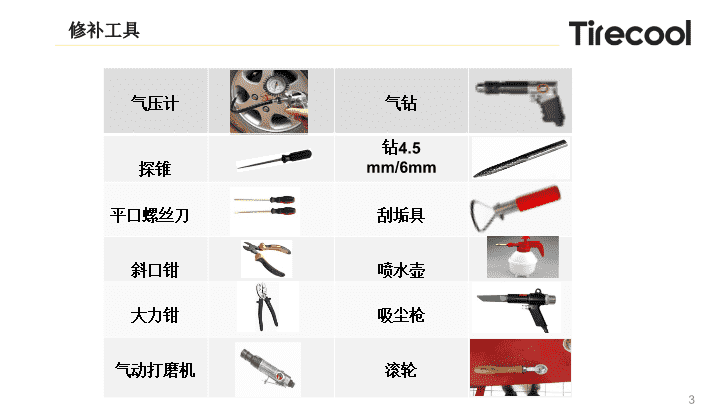
修补工具
气压计
气钻
探锥
钻4.5
mm/6mm
平口螺丝刀
刮垢具
斜口钳
喷水壶
大力钳
吸尘枪
气动打磨机
滚轮
设备(工具)名称
记号蜡笔
补胎硫化剂
补胎贴片
补胎密封胶
补胎蘑菇钉
补胎清洁剂
补胎耗材
5
1.修补技师不得佩戴领带、围巾,穿着宽大服装,不系纽扣、拉链。
不得留长发。
2.修补前进行检查时佩戴手套,防止胎面异物刮破双手。 3.修补设备、工具、耗材充足到位。
修补准备
6
1.
贴片修补仅限于修补胎冠部位伤口直径小于
6mm
的损伤。
2.
蘑菇钉修补仅限于修补胎冠部位伤口直径小于
6mm
并且与胎面垂直线夹角小于
15°
的损伤。
3.
当轮胎出现下列情况不应当予以修补: ①轮胎伤口在胎肩、胎侧部位 ②胎冠伤口直径大于
6mm ③
同一伤口部位二次修补 ④气密层因缺气碾伤或鼓包 ⑤胎体钢丝层破坏、变形、串气等 ⑥胎唇部位损坏变形 ⑦中心为圆心三等分,每
120°
内超过两处损伤 ⑧轮胎受到腐蚀胎体老化 ⑨横向切口不修补
可修补范围
7
1.
将漏气轮胎充气至
2.5kg/cm²
以上。
2.
将轮胎放入测漏池查找漏气部位。
步骤
1
:
寻找漏气部位
A
类流程
—
补胎 (一)贴片式
8
1.
确认轮胎漏气部位标记十字记号。
2.
在气门嘴位置标记横杠。
步骤
2
:
标记漏气部位及气门嘴位置
A
类流程
—
补胎 (一)贴片式
9
步骤
3
:
拆卸轮胎
按照轮胎拆装
SOP
将轮胎拆卸下来。
步骤
4
:
将轮胎放在扩胎机上固定,拆除伤口上的异物。
1.
调整扩胎机上的轮胎,使伤口朝向
3
点钟或
9
点钟方向(竖直顶部为
12
点钟方向),便于拆除异物。
2.
使用探锥、一字螺丝刀将异物稍稍挑出,然后使用斜口钳将扎穿物沿扎入方向取出。
A
类流程
—
补胎 (一)贴片式
10
步骤
5
:
调整轮胎伤口位置
将轮胎伤口位置调整至
5
点钟或
7
点钟方向固定,便于补胎。
步骤
6
:
标记轮胎内部气密层处的伤口
十字标记伤口位置,并用圆圈标记出补片大小的打磨区域
A
类流程
—
补胎 (一)贴片式
11
1.
补胎清洁剂喷涂在圆圈标记区域。
2.
使用刮垢具清理圆圈区域内蜡层及污垢
步骤
7
:
喷补胎清洁剂使用刮垢具清洁
A
类流程
—
补胎 (一)贴片式
12
1.
以伤口为中心,打磨圆圈区域,略大于圆圈。
2.
不宜用力打磨磨穿气密层。
步骤
8
:
使用气动打磨机将轮胎内部气密层伤口周边进行打磨。
A
类流程
—
补胎 (一)贴片式
13
将轮胎内部气密层的橡胶碎末和杂质全部清除。
步骤
9
:
使用吸尘枪将轮胎内部碎屑和杂物清除
A
类流程
—
补胎 (一)贴片式
14
硫化剂涂抹需均匀。
步骤
10
:
使用硫化剂涂抹气密层打磨部位
A
类流程
—
补胎 (一)贴片式
1.
转动轮胎,使伤口位于
3
点钟位置,避免灰尘落入。
2.
如无烤灯则等待
3~5
分钟,用手指背面测试硫化剂,有粘性但不粘手,将轮胎转回
5
点钟或
7
点钟位置。
3.
使用烤灯则等待
1~2
分钟,用手指背面测试硫化剂,有粘性但不粘手,将轮胎转回
5
点钟或
7
点钟位置。
步骤
11
:
晾干硫化剂
A
类流程
—
补胎 (一)贴片式
胶片中心尽量靠近轮胎气密层伤口。
步骤
12
:
将补胎贴片贴在气密层伤口处
A
类流程
—
补胎 (一)贴片式
使用滚轮滚压时从胶片中间向四周碾压,挤出所有气泡。
步骤
13
:
使用滚轮滚压贴片
A
类流程
—
补胎 (一)贴片式
1.
揭除塑料膜注意不要带起贴片
2.
小心滚压贴片边缘以确保橡胶冠与轮胎气密层紧密粘合
步骤
14
:
揭除塑料膜,滚压贴片边缘
A
类流程
—
补胎 (一)贴片式
贴片边缘与轮胎气密层接合部位完全覆盖密封胶
步骤
15
:
涂抹密封胶
A
类流程
—
补胎 (一)贴片式
1
,将轮胎从扩胎机取下,准备安装
2
,按照轮胎拆装
SOP
将修补完成的轮胎装在轮辋上,注意对准气门嘴标记点,若偏差较大则需在装车前动平衡。
步骤
16
:
轮胎安装
A
类流程
—
补胎 (一)贴片式
按照轮胎拆装
SOP
步骤给轮胎充气后并试水,试水时需测试修补过的轮胎外部花纹面胎体伤口是否修补完好。(有时修补好的胎体伤口仍然会缓慢的向外冒气泡,此种情况多为胎体钢丝夹层中残余的空气)
步骤
17
:
充气试水
A
类流程
—
补胎 (一)贴片式
按照轮胎拆装
SOP
步骤给轮胎充气后并试水,试水时需测试修补过的轮胎外部花纹面胎体伤口是否修补完好。(有时修补好的胎体伤口仍然会缓慢的向外冒气泡,此种情况多为胎体钢丝夹层中残余的空气)
步骤
17
:
充气试水
A
类流程
—
补胎 (一)贴片式
按照轮胎拆装
SOP
步骤将修补好的车轮装车
步骤
18
:
车轮装车
步骤
19
:
车轮装车
安装完毕之后技师通知质检员检查:
1.
对照工单上列出的服务项目检查服务是否全部完成。
2.
检查轮胎气嘴是否调整平衡,气门嘴是否漏气。
3.
检查气门嘴帽、轮辋中心孔盖、轮辋护罩是否漏装。
4.
检查车轮螺丝是否打紧。
5.
检查工具是否归位。
质检员对服务项目进行复查后需在工单上签字或盖章才算施工完成(没有质检员签字或盖章的工单无效,收银不予以结算)。
A
类流程
—
补胎 (一)贴片式
步骤
1-4
:参照(一)贴片式
A
类流程
—
补胎 (二)蘑菇钉
步骤
5
:用探锥探明漏洞方向,测量扎穿物的直径及伤口内外侧的尺寸
伤口与垂直方向角度小于
15°
才可用蘑菇钉修补,不能修补胎冠伤口大于
6mm
的轮胎
)
1.
使用略大于伤口直径的碳化钢钻头及电钻从伤口外侧向内往复钻通三次。
2.
再从伤口内侧向外往复钻通二次。
步骤
6
:
使用气钻将轮胎胎体伤口孔洞清理并扩孔
A
类流程
—
补胎 (二)蘑菇钉
将轮胎伤口位置调整至
5
点钟或
7
点钟方向,便于补胎
步骤
7
:
调整轮胎伤口位置
使用记号蜡笔在气密层伤口做十字标记,在周围画出与蘑菇钉橡胶冠面积相当的打磨区
步骤
8
:
标记轮胎内部气密层处的伤口
A
类流程
—
补胎 (二)蘑菇钉
1.
补胎清洁剂喷涂在圆圈标记区域。
2.
使用刮垢具清理圆圈区域内蜡层及污垢
步骤
9
:
喷补胎清洁剂使用刮垢具清洁
A
类流程
—
补胎 (二)蘑菇钉
1.
以伤口为中心,将伤口周边的气密层表面打磨粗糙。
2.
不宜用力打磨磨穿气密层。
3.
打磨区域大小略大于选用蘑菇钉冠部尺寸
步骤
10
:
使用气动打磨机将轮胎内部气密层伤口周边进行打磨。
A
类流程
—
补胎 (二)蘑菇钉
将轮胎内部气密层的橡胶碎末和杂志全部清除。
步骤
11
:
使用吸尘枪将轮胎内部碎屑和杂物清除
A
类流程
—
补胎 (二)蘑菇钉
硫化剂涂抹需均匀。
步骤
12
:
使用硫化剂涂抹气密层打磨部位
A
类流程
—
补胎 (二)蘑菇钉
1.
转动轮胎,使伤口位于
3
点钟位置,避免灰尘落入。
2.
如无烤灯则等待
3~5
分钟,用手指背面测试硫化剂,有粘性但不粘手,将轮胎转回
5
点钟或
7
点钟位置。
3.
使用烤灯则等待
1~2
分钟,用手指背面测试硫化剂,有粘性但不粘手,将轮胎转回
5
点钟或
7
点钟位置。
步骤
13
:
晾干硫化剂
A
类流程
—
补胎 (二)蘑菇钉
1.
选用符合伤口大小的蘑菇钉,注意不要碰触蘑菇钉蓝色橡胶部位,只可触摸牵引钢针。
2.
将少量硫化剂涂入伤口内起润滑作用,将蘑菇钉牵引钢针从气密层穿过整个轮胎的复合橡胶层。
步骤
14
:
把蘑菇钉的钢针从轮胎内部插进钻孔
A
类流程
—
补胎 (二)蘑菇钉
当蘑菇钉的冠部贴合轮胎气密层产生一个凹槽后即可停止抽拉动作。
步骤
15
:
从轮胎外部用大力钳钳住蘑菇钉的牵引钢针,把蘑菇钉的橡胶柄从钉孔拉出
A
类流程
—
补胎 (二)蘑菇钉
使用滚轮滚压时从胶片中间向两边碾压,直到橡胶冠与气密层紧密结合没有气泡为止。
步骤
16
:
使用滚轮对蘑菇钉的冠部进行滚压
A
类流程
—
补胎 (二)蘑菇钉
蘑菇钉冠部边缘与轮胎气密层接合部位完全覆盖密封胶
步骤
17
:
涂抹密封胶
A
类流程
—
补胎 (二)蘑菇钉
不要用力拉扯橡胶柄,裁断位置留
2mm
的空余长度。
步骤
18
:
使用斜口钳把蘑菇钉上多余的橡胶柄裁掉
A
类流程
—
补胎 (二)蘑菇钉
步骤
19-22
:请参照贴片式
16-18
A
类流程
—
补胎 (二)蘑菇钉
完毕!
38
1.为什么我的轮胎不给用蘑菇钉修补?
①选择什么材料,是根据胎体损伤的情况,严格按照tiptop的标准选材来执行,足够保证修补质量和您的驾驶安全
② 蘑菇钉修补法仅限于修补胎冠部位伤口直径小于6mm并且与胎面垂直线夹角小于15°的损伤。
2.不是都说蘑菇钉好吗?
答:对,蘑菇钉有它的好处。一般用在跑车级别的轮胎修补上,可防止轮胎在高速行驶时,损伤部位的修补脱落。但是对于一般的胎体损伤,使用蘑菇钉需要将原破损部位进行打磨穿洞,易造成损伤部位扩大化
顾客质疑解答
39
1.
为什么胎侧不可修补?
答:胎侧是由橡胶和帘子线组成,没有钢帘线;弹性高,但强度弱。修补后无法恢复到原来的强度条件,继续安装行驶易发生爆胎等事故;所以我们不建议修补轮胎胎侧。在所有知名品牌轮胎养护说明上,不可修补的条件,胎侧和胎肩损伤在第一位。如果修补后 发生恶性事故,也不在厂家的理赔范围
.
2.
为什么有的同行可以给修补?
答:虽然轮胎厂商都不建议进行胎侧修补,但市场上还是有修补胎侧的服务;这主要是迎合部分消费者不愿意承受损失的心里;但是即便他们给与修补后,肯定也只是让您做备胎使用
,
无法高速行驶;毕竟行驶安全不是开玩笑的
.
不可修补情况说明
40
3.
为什么胎肩不可修补?
答
:
胎冠与胎侧之间称为胎肩
,
是轮胎曲绕运动最频繁的部位,也是受力最大的部位,任何修补方法都易造成脱落;在所有知名品牌轮胎养护说明上,不可修补的条件,胎侧和胎肩损伤在第一位。如果修补后 发生恶性事故,也不在厂家的理赔范围
.
4.
为什么子口和胎唇部位损伤不可修补?
答:现在我们使用的乘用车轮胎都是无内胎轮胎;无内胎轮胎之所以不漏气是与其结构有关系,主要在于轮胎圈口与轮辋结合位置在充气后可实现紧密配合。子口裂(或损伤)一般分为以下几种:①拆装轮胎时违规操做,②轮胎老化出现裂口掉胶,③胎里钢丝被扎折导致抽丝
.
以上损伤都会导致气密层直接受损,修补后无法保证原来的气密性,如果出现慢漏气,轻则造成轮胎碾压,影响车主出行;重则出现高速爆胎,会给车主带来严重伤害
不可修补情况说明
41
5.
为什么超过
6mm
不可修补?
答:根据国家
3c
强制认证管理规范、以及行业标准,胎体损伤最大不得超过
6mm,
以防止出现安全隐患。
6.
以胎体中心为圆心三等分,每
120°
内超过两处损伤不可修补
答:近距离多出损伤,胎体结构已遭到较严重的损伤,失去修补意义,必须更换。
不可修补情况说明
7.
为什么胎体变形不可修补?
答:胎面变形或胎体损失严重的情况,必须更换新轮胎。胎面变形意味着胎体承受外力过大,已至其内部的结构受损,最后导致变形,胎面也随之变形,这个时候,轮胎的寿命已经宣告终结了。
8.
为什么鼓包不能修补?
答:胎侧出现鼓包是帘布层的帘线出现断裂的结果,且胎体各结构间已经出现串气。出现这种情况说明轮胎再没有任何修补的价值,必须更换轮胎。假如勉强修补,修补后的轮胎只能是一个随时都会爆胎的危险品。
42
9.
为什么碾压后不可修补?
轮胎缺气碾压后,气密层、帘布层、保护层等结构已经被完全破坏,不可再进行修补。
当轮胎被铁钉扎破了,应及时停下来更换备胎并拿去修补,如车主仍旧坚持行驶,轮胎内侧被轮毂辗压导致破损严重,就必须更换新的轮胎。
10.
防爆胎可以修补吗?修补后还有防爆功能吗?
答:防爆轮胎是可以修补的
,
须经过专业技术人员在检查内部气密层后确认除了扎透以外无其它损伤后进行修补。
(
请注意
:
胎侧不能修补
,
另外胎冠直径大于
3mm
的破口不可以修补
)
一旦发现轮胎缺气低压
,
请速查明缺气原因
(
例如
:
扎钉
)
并及时进行修补。 防爆轮胎如第二次被修补
,
轮胎在缺气低压或零气压状态下续行的能力可能下降了
,
因此不可进行第二次修补。
不可修补情况说明
11.
为什么胎体老化(或受化学污染)不可修补?
答:影响轮胎橡胶老化的因素和轮胎的使用及存储环境有很大的关系,通常不使用的轮胎应储存于凉爽、干燥、清洁、黑暗的室内环境,日常轮胎养护中也需要注意防止阳光、油、酸、碳氢化合物侵蚀轮胎。如果轮胎出现老化的现象(例如:胎面花纹沟底或胎边有无数的小裂纹已经快要伤及胎体),就需要及时将此轮胎换下,不管轮胎使用了多久以及磨损了多少,胎体老化后,橡胶分子已经改变结构,并失去原有的性能,故行业内也成为“死胎”;易导致行驶中爆裂
,
不可再修补!
43
12.
为什么横切口不可修补?
答:①子午线轮胎的缓冲层采用接近周向排列的帘线层,形成一条几乎不能伸张的刚性环形带,把整个轮胎固定,限制轮胎的周向变形,这个缓冲层承受整个轮胎
60%
到
70%
的内应力,成为子午线轮胎的主要受力部件,故称之为子午线轮胎的带束层。横切口会造成周向排列的带束层断裂,一旦轮胎行驶周向受力则具有相当大的危险性。②横切口的损伤修补后容易由外部产生缝隙
,
在后期使用过程中容易渗入空气和水、油等,造成橡胶和骨架材料的侵蚀后钢丝生锈而导致脱层现象,埋下安全隐患。因此横切口不可修补。
不可修补情况说明
44
www.tirecool.com
400-111-5811