

- 304.62 KB
- 2021-05-10 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
三车间物流路径改善策划
(
锻压车间
)
策划:朱勇军
锻压
01
锻料机
锯料
01
锯料
02
模具架
02
冷水塔
01
冷水塔
02
闲置设备
闲置设备
闲置设备
锻压
02
(备用)
通道
通道
通道
通道
岗位
02
岗位
01
料
01
料
01
料
01
待加工料(区)
锻压料
02
原材料
0
原材料
0
原材料
0
原材料
0
原材料
0
锻压料临时库区域
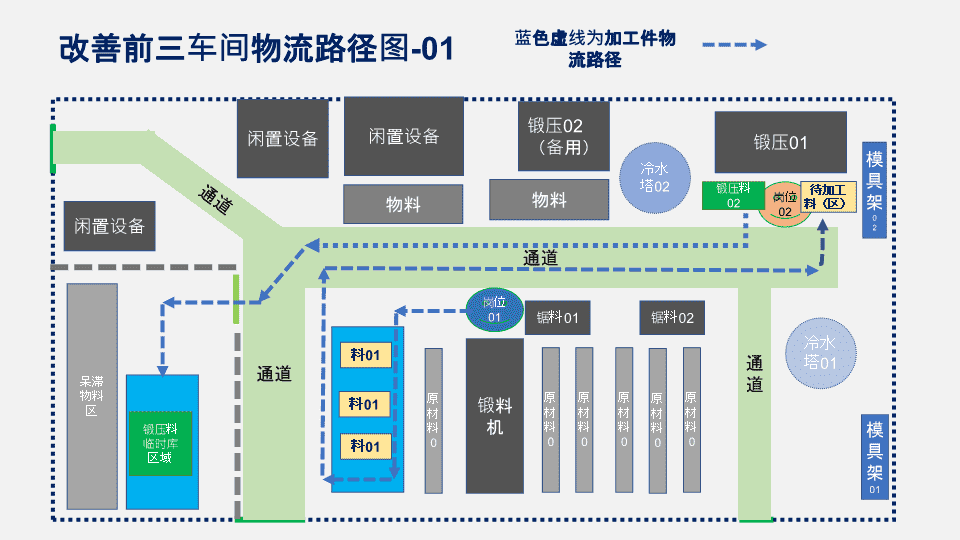
蓝色虚线为加工件物流路径
改善前三车间物流路径图
-01
原材料
0
模具架
01
呆滞物料区
物料
物料
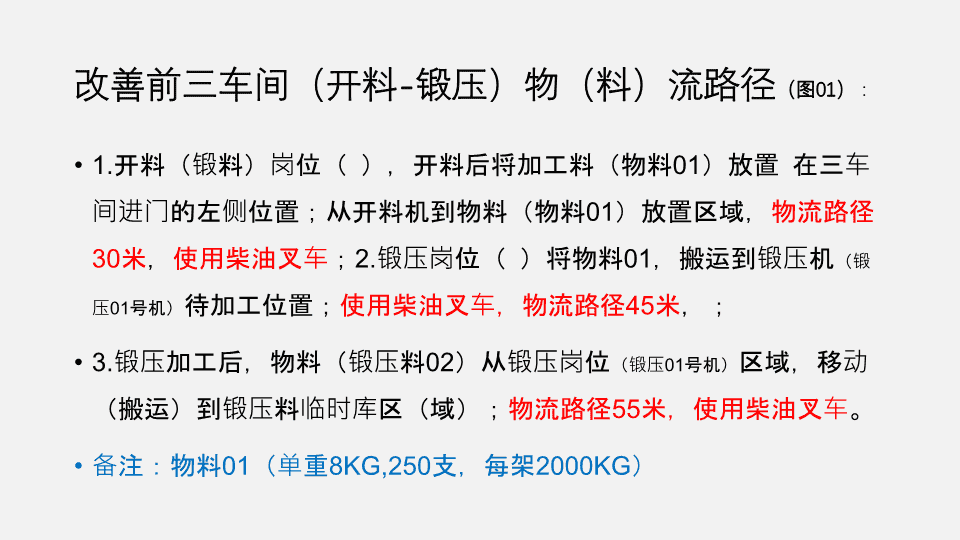
改善前三车间(开料
-
锻压)物(料)流路径
(图
01
)
:
1.
开料(锻料)岗位( ),开料后将加工料(物料
01
)放置 在三车间进门的左侧位置;从开料机到物料(物料
01
)放置区域,
物流路径
30
米
,
使用柴油叉车
;
2.
锻压岗位( )将物料
01
,搬运到锻压机
(锻压
01
号机)
待加工位置;
使用柴油叉车,物流路径
45
米
,;
3.
锻压加工后,物料(锻压料
02
)从锻压岗位
(锻压
01
号机)
区域,移动(搬运)到锻压料临时库区(域);
物流路径
55
米,使用柴油叉车
。
备注:物料
01
(单重
8KG,250
支,每架
2000KG
)
锻压
01
锻料机
锯料
01
锯料
02
闲置设备
闲置设备
闲置设备
锻压
02
冷水塔
02
冷水塔
01
主通道(
3m
)
主通道
(3m)
次通道
1.2m
次通道
1.2m
岗位
02
岗位
01
料
01
料
01
料
01
原材料
00
原材料
0
原材料
00
原材料
0
原材料
00
锻压料
02
料
01
锻压料
02
锻压料
02
锻压料
02
改善后三车间物流路径图
-02
原材料
00
磨具架
模具架
改善后:三车间(开料
-
锻压岗位)物流路径图
(
02
)
1.
将目前的两台循环冷水塔,搬移到车间外面(如图
02
)。
2.
开料岗位
01
( ),开料后将加工料放置右侧位置(物料
01
区域),(即当前锻压模具和冷水机位置区域),如图
02
位置;改用行车吊运,物流路径
3-8
米;
3.
锻压岗位
02
( )将加工件从物料区域,就近移动(搬运)到锻压机加工位置;使用行车吊运;物流路径
3-8
米
3.
锻压加工后的,岗位员工将加工件从锻压岗位区域,移动(搬运)到锻压工作位左侧定置区域摆放整齐(即当前冷水塔区域位置);使用行车吊运物流路径
3-8
米,
备注:物料
01
(单重
8KG,250
支,每架
2000KG
),
改善后 效率与成本分析
(略)
:
1.
不再使用柴油叉车;节约柴油叉车的油耗及叉车耗损(叉车折旧成本);减少排放污染,及降低车间马达噪音;
2.
物流(加工件)距离由
260
米
(
130m*2=260m
柴油叉车往返距离)
,降低到
30
米
(使用现有
5000
公斤行吊
)
。