
- 107.01 KB
- 2022-07-29 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
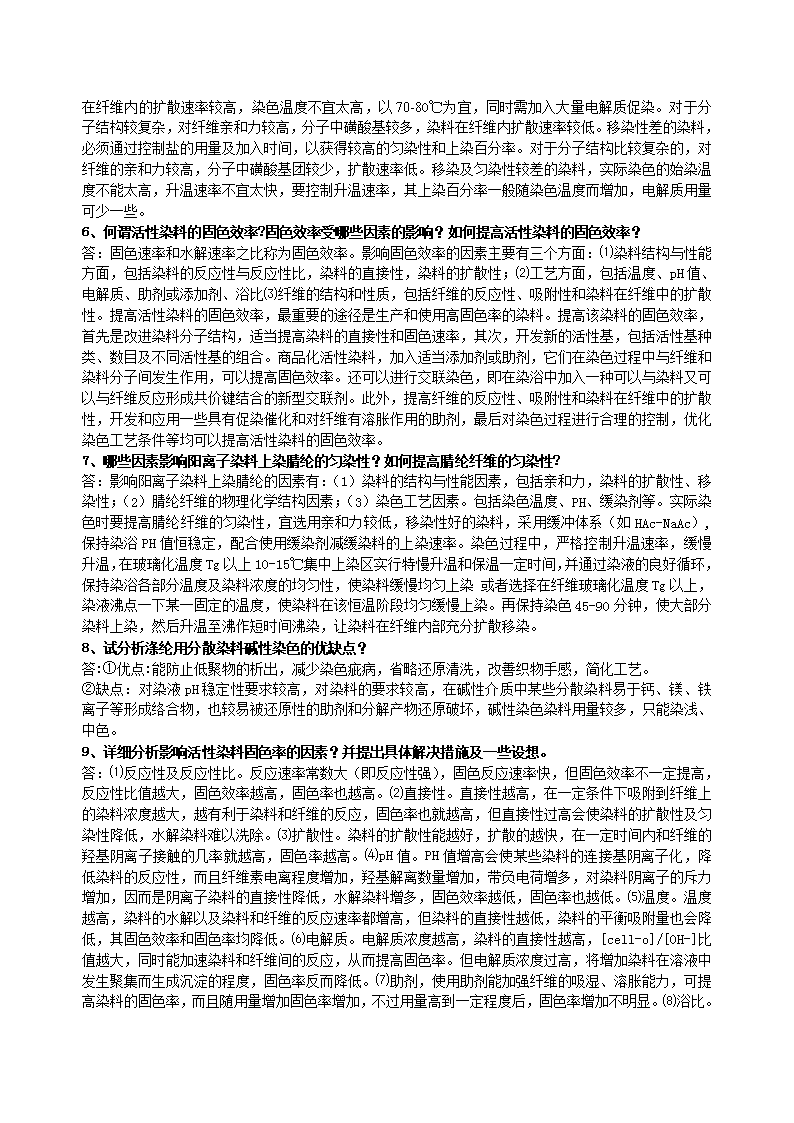
1、结合染料结构特点说明X型、K型、KN型活性染料的活性,并简述活性染料上染纤维素纤维的过程。答:X型、K型和KN型活性染料的通式分别为:W-D-B-Re(X型)D—SO2—CH2CH2-OSO3Na(KN型)活性染料的活性主要取决于活性基的结构和性质,也和染料母体、连接基及苯环上离去基团的结构和性质有关。凡是能降低反应中心碳原子电子云密度的因素,都能提高染料的反应性,反之则降低染料的反应性。X型活性染料卤代氮杂环上含有三个氮原子,由于氮原子的电负性较碳原子强,因此使杂环上的电子云密度较低,杂环上引入两个电性很强的-Cl,使得杂环上碳原子的更加低,且-Cl是良好的离去基团,因此X型活性染料反应活性很强。K型活性染料卤代杂环上含有三个氮原子,因此使杂环上碳原子电子云密度较低,杂环上引入一个吸电子性很强的-Cl和一个供电性的基团(-NH2、-OR),供电子基的引入使得杂环上的碳原子电子云密度增加,活性基反应性降低,因此K型活性染料反应性不如X型活性染料强。KN型活性染料的反应性主要取决于连接基的吸电子能力和离去基团的离去能力,KN型活性染料的连接基为-SO2-,离去基为-OSO3Na,由于-SO2-吸电子性强,ɑ碳原子上氢原子易于质子化,消除反应越易发生,而-SO3H离去基离去能力强,因此反应速率快。染色过程:活性染料首先在中性条件下上染纤维,待达到或接近吸附平衡时,分批加入碱剂进入固色过程,固色一定时间后水洗、澡洗、水洗、烘干,以达到良好的染色牢度。2、何谓吸附等温线?阳离子染料上染腈纶的吸附等温线属于哪种?指出这种吸附等温线的特点。答:吸附等温线是指在恒定的温度下上染达到染色平衡时,纤维上的染料浓度和染液中染料浓度的关系曲线。阳离子染料上染腈纶符合朗缪尔型的吸附等温线。该线的特点:在低浓度区时,纤维上染料浓度增加很快,以后随着染液中染料浓度的增加逐渐变慢,最后不再增加,达到吸附饱和值。3、直接染料染色加入元明粉的目的是什么?解释其作用机理。元明粉的加入是由哪些因素决定的?答:加入元明粉的目的是促进染料上染纤维,降低纤维对染料阴离子的斥力,提高染料对纤维的直接性,提高染料的上染速率及平衡上染百分率。其作用机理:元明粉能降低或克服上染过程中纤维上的电荷对染料离子的库伦斥力。纤维素纤维在中性或弱碱性染浴中带有负电荷,与直接染料阴离子产生电荷斥力。加入元明粉后,染液中产生大量的带上、带正电荷的钠离子,与染料阴离子保持电荷中性,消除上染过程中障碍,使染料分子与纤维表面紧密接触,减少染液本体和纤维界面附近的浓度差,从而降低由于浓度差而产生能阻、能阻,提高染料的上染速率及上染百分率。此外,元明粉能增加染液中染料的活度,降低染料胶粒的动电层电位(Zeta电位),减少染料在水中的溶解度,提高平衡上染百分率。元明粉的用量以保证染料有良好的竭染而不产生沉淀为好,随染色深度,染色物质量和浴比的变化,一般随染液的浓度增加而增加,并随浴比的增加而增加,可用如下简单公式计算:盐的浓度=染料用量(%,omf)*10g/L。4、酸性染料上染羊毛纤维属于哪类吸附等温线?分析该类吸附等温线的物理意义。指出染料与纤维之间可能存在哪些分子间的作用力?答;酸性染料上染羊毛纤维属于朗缪尔型吸附等温线。该类吸附等温线物理意义:在地浓度区时,纤维上染料浓度增加很快,以后随染液中染料的浓度的增加逐渐变慢,最后不再增加,达到吸附饱和值。染料和纤维之间可能存在的作用力有离子键、氢键、范德华力。5、何谓温度效应和盐效应?对直接染料染色有何指导?答:直接染料染色过程中,电解质对直接染料有促染作用,提高染料的上染速率和上染百分率,称为盐效应。直接染料在某个温度下染色,其上染百分率达到最大值,染色温度低于或高于该温度,上染百分率均下降,即为温度效应。盐效应和温度效应应指导我们在实际制定染色工艺时,需充分考虑染料的性质。首先配色时宜选用具有相似染色性能的染料拼色,其次根据染料染色性能,合理控制染色升温速度,最大竭染温度以及电介质的加入量。对于分子结构比较简单染料,其聚集倾向较小,对纤维亲和力\n较低,在纤维内的扩散速率较高,染色温度不宜太高,以70-80℃为宜,同时需加入大量电解质促染。对于分子结构较复杂,对纤维亲和力较高,分子中磺酸基较多,染料在纤维内扩散速率较低。移染性差的染料,必须通过控制盐的用量及加入时间,以获得较高的匀染性和上染百分率。对于分子结构比较复杂的,对纤维的亲和力较高,分子中磺酸基团较少,扩散速率低。移染及匀染性较差的染料,实际染色的始染温度不能太高,升温速率不宜太快,要控制升温速率,其上染百分率一般随染色温度而增加,电解质用量可少一些。6、何谓活性染料的固色效率?固色效率受哪些因素的影响?如何提高活性染料的固色效率?答:固色速率和水解速率之比称为固色效率。影响固色效率的因素主要有三个方面:⑴染料结构与性能方面,包括染料的反应性与反应性比,染料的直接性,染料的扩散性;⑵工艺方面,包括温度、pH值、电解质、助剂或添加剂、浴比⑶纤维的结构和性质,包括纤维的反应性、吸附性和染料在纤维中的扩散性。提高活性染料的固色效率,最重要的途径是生产和使用高固色率的染料。提高该染料的固色效率,首先是改进染料分子结构,适当提高染料的直接性和固色速率,其次,开发新的活性基,包括活性基种类、数目及不同活性基的组合。商品化活性染料,加入适当添加剂或助剂,它们在染色过程中与纤维和染料分子间发生作用,可以提高固色效率。还可以进行交联染色,即在染浴中加入一种可以与染料又可以与纤维反应形成共价键结合的新型交联剂。此外,提高纤维的反应性、吸附性和染料在纤维中的扩散性,开发和应用一些具有促染催化和对纤维有溶胀作用的助剂,最后对染色过程进行合理的控制,优化染色工艺条件等均可以提高活性染料的固色效率。7、哪些因素影响阳离子染料上染腈纶的匀染性?如何提高腈纶纤维的匀染性?答:影响阳离子染料上染腈纶的因素有:(1)染料的结构与性能因素,包括亲和力,染料的扩散性、移染性;(2)腈纶纤维的物理化学结构因素;(3)染色工艺因素。包括染色温度、PH、缓染剂等。实际染色时要提高腈纶纤维的匀染性,宜选用亲和力较低,移染性好的染料,采用缓冲体系(如HAc-NaAc),保持染浴PH值恒稳定,配合使用缓染剂减缓染料的上染速率。染色过程中,严格控制升温速率,缓慢升温,在玻璃化温度Tg以上10-15℃集中上染区实行特慢升温和保温一定时间,并通过染液的良好循环,保持染浴各部分温度及染料浓度的均匀性,使染料缓慢均匀上染或者选择在纤维玻璃化温度Tg以上,染液沸点一下某一固定的温度,使染料在该恒温阶段均匀缓慢上染。再保持染色45-90分钟,使大部分染料上染,然后升温至沸作短时间沸染,让染料在纤维内部充分扩散移染。8、试分析涤纶用分散染料碱性染色的优缺点?答:①优点:能防止低聚物的析出,减少染色疵病,省略还原清洗,改善织物手感,简化工艺。②缺点:对染液pH稳定性要求较高,对染料的要求较高,在碱性介质中某些分散染料易于钙、镁、铁离子等形成络合物,也较易被还原性的助剂和分解产物还原破坏,碱性染色染料用量较多,只能染浅、中色。9、详细分析影响活性染料固色率的因素?并提出具体解决措施及一些设想。答:⑴反应性及反应性比。反应速率常数大(即反应性强),固色反应速率快,但固色效率不一定提高,反应性比值越大,固色效率越高,固色率也越高。⑵直接性。直接性越高,在一定条件下吸附到纤维上的染料浓度越大,越有利于染料和纤维的反应,固色率也就越高,但直接性过高会使染料的扩散性及匀染性降低,水解染料难以洗除。⑶扩散性。染料的扩散性能越好,扩散的越快,在一定时间内和纤维的羟基阴离子接触的几率就越高,固色率越高。⑷pH值。PH值增高会使某些染料的连接基阴离子化,降低染料的反应性,而且纤维素电离程度增加,羟基解离数量增加,带负电荷增多,对染料阴离子的斥力增加,因而是阴离子染料的直接性降低,水解染料增多,固色效率越低,固色率也越低。⑸温度。温度越高,染料的水解以及染料和纤维的反应速率都增高,但染料的直接性越低,染料的平衡吸附量也会降低,其固色效率和固色率均降低。⑹电解质。电解质浓度越高,染料的直接性越高,[cell-o]/[OH-]比值越大,同时能加速染料和纤维间的反应,从而提高固色率。但电解质浓度过高,将增加染料在溶液中发生聚集而生成沉淀的程度,固色率反而降低。⑺助剂,使用助剂能加强纤维的吸湿、溶胀能力,可提高染料的固色率,而且随用量增加固色率增加,不过用量高到一定程度后,固色率增加不明显。⑻\n浴比。降低浴比可增加活性染料的直接性,从而增加纤维上染料浓度,因而可提高固色率。⑼纤维的结构和性质。活性染料上染纤维素纤维或蛋白质纤维遵循孔道扩散模型,在染色时,使纤维充分溶胀,使孔隙尺寸增加,染料在纤维中扩散较快,可提高染料的固色率。此外,纤维半径越小,比表面积越大,固色率越高。(第二问见第六题第3问)10、为了提高活性染料的上染率,在上染过程中取下列措施可否?为什么?a.加入大量电解质促染b.提高染液温度c.采用小浴比染色答:a加入电解质主要是提高染料的上染百分率,但电解质用量过高,会引起染料在溶液中聚集而降低上染百分率,匀染及透染效果,甚至有可能使溶解度低的染料沉淀。电解质的用量随染料用量的增加而增加。b.染液温度越高,染料的溶解稳定性相对较好,但温度过高,反而会降低得色量,故染液温度要控制在合适的范围内。c.采用小浴比染色,能提高染料的利用率,但会影响匀染效果。故应根据织物种类、设备和染料性质,适当选择,调节浴比。11、活性染料染色中,存在的主要问题是什么?如何解决?答:存在的主要问题:⑴染料的利用率不够高,在现有活性染料品种中,几乎没有一个品种的实际固色率可达到90%,⑵活性染料染色时,为使染料对纤维有足够的亲和力,要加入大量电解质,这大大增加了活性染料染色废液治理的难度,⑶有些染料染色牢度尚不能满足市场要求,⑷适合染特深色的染料品种数量较少,性能较差。特别是活性黑的乌黑度和提升力不高,而且其色光受工艺因素影响较大,容易波动。为解决这些问题,可以从提高纤维素纤维对染料的吸尽率,反应固着率等方面进行。①使用低用盐量、高溶解度、高固色率的染色型活性染料,通过改进染料分子结构,研发双活性基活性染料来提高染料的直接性和固色率。②利用活性染料的新型杂环母体结构,以提高染料的鲜艳度③活性染料的商品化加工技术,提高染料的应用性能,丰富染料商品剂型,扩大染料的应用范围。④研发代替媒介染料的低成本毛用活性染料和适应数码喷墨印花或染色的活性染料。此外,还可以对纤维素纤维进行胺化和季铵化改性,不但可以提高活性染料的上染百分率、固色率,而且还可以在中性和无盐条件下进行染色。12、何谓活性染料染色特征值?其实际意义有哪些?答:活性染料染色特征值(S、E、R、F)就是在浸染是用上染曲线和固色曲线中某些点的数值来表示活性染料的染色性质。其中,S值反映染料对纤维亲和力的大小;E值代表染料的竭染率;R值反映染料反应性的高低;F值反映染料的固色率的高低。染色特征值综合反映了活性染料的染色性能,且以数值的形式表示了这些性能,因此更具科学性,对活性染料的应用具有重要的指导意义。通过S,E,R,F值可以评价染料的直接性,匀染性,反应性,配伍性,重现性和易去除性。为活性染料制定最佳工艺提供了较为准确的科学依据。S:表示在中性盐存在下染料达到第一次平衡的上染率,反映染料对纤维的亲和力或直接性高低。E:表示加碱后染色最终时染色的上染率。R:表示加入碱剂10min(或5min)时的固色率与最终固色率之比,可粗略反映染料的反应性。F:表示洗去浮色后染料的固着率,它反映染料的固色率高低。13、在重氮化时,通常要加入过量的HCl,为什么?答:如果盐酸用量不足,生成的重氮盐容易与未反应的芳胺偶合,生成重氮氨基化合物,Ar-N=N+H2N-Ar→Ar-N=N-NH-Ar+H+,这是一个不可逆的偶合反应,它使重氮盐的质量变差,影响偶合反应的正常进行并降低偶合收率。过量的盐酸使得在强酸性介质中,亚硝酸钠能产生较多的亲电试剂,提高生成重氮盐的速率,能减少重氮化合物的副反应,能维持重氮液PH值小于3,以提高重氮盐的稳定性。14、强酸性染料染羊毛时,染浴中H2SO4和元明粉各起什么作用?试用曲线绘制出染色过程中[D-]、[SO4]和[H]浓度的变化情况。\n答:H2SO4能电离出H,与羊毛中的氨基(-NH2)反应变成-NH3,使羊毛带正电荷,使其与带负电荷的染料阴离子之间产生库伦引力,故染浴中H+越多(酸性越强),羊毛上-NH3相对越多,染料上染座越多,吸色就越快,上染量就越多,所以H2SO4起促染作用。元明粉电离后生成的-SO4能与羊毛上的-NH3结合,抢先占据染座,可阻止染料快速上染,同时他还具有促进染料移染作用,故元明粉是染浴中的缓染和匀染剂。(图形大致如此,将Cl换成SO4)14、试述提高浸染染色匀染性的基本措施。答:⑴要保证染液各处的染料、助剂的浓度均匀一致,⑵一般通过调节温度及加入匀染剂来控制上染速率。调节温度时应使染浴各处的温度一致,升温速率必须与染液流速相适应。加入匀染剂可控制上染速率而获得匀染。另外,采用大浴比染色可以提供染色匀染性。15、染料对纤维的吸附等温线主要有三种类型,它们分别适合描述哪种纤维对哪些染料的吸附?答:⑴能斯特型吸附等温线适合描述聚酯纤维、聚酰胺纤维、聚丙烯腈纤维对分散染料的吸附;⑵弗莱因德利胥吸附等温线适合描述纤维素纤维对直接染料、还原染料隐色体和活性染料的吸附;⑶朗缪尔型吸附等温线适合描述羊毛纤维、聚丙烯腈纤维分别对酸性染料、阳离子染料的吸附。16、什么叫固色率?分析影响活性染料固色率的因素?答:固色率即染料与纤维发生共价结合的染料量占投入染料总量的百分率。影响因素:①反应性与反应性比②直接性③扩散性④电解质⑤温度⑥pH值⑦助剂或添加剂的使用⑧浴比⑨纤维结构与性质。17、载体在涤纶分散染料染色中具有哪些作用?并简述涤纶分散染料载体染色原理。答:载体能大大加速染料的上染,同时提高上染百分率,使分散染料对涤纶的染色可采用常压设备进行。载体作用机理:载体小分子能进入纤维,并以氢键或范德华力方式与纤维结合,削弱了纤维内分子间的结合力,增加了大空穴产生的概率,染料固色速率提高,上染百分率增加。染色时,载体吸附在纤维表面形成一层液状载体层,又由于载体对染料的溶解能力很强,因此在纤维表面可形成一层浓度很高的染液层,这样提高了染料在纤维内外的浓度梯度,加快了染料上染速率。18、从染料的扩散速率、扩散活化能、以及平衡吸附等方面说明温度对上染的影响。答:染色温度越高,初染率越高,上染速率越快,达到平衡时间越少,但平衡吸附量会降低,易造成染色不匀。温度越高,扩散速率越大,即增加了染料分子的动能,使更多染料分子能克服阻力向纤维内部扩散,上染效果越好。扩散活化能越大,表示分子扩散时克服阻力所需能量越大,扩散速率越低,扩散受温度影响越大,对上染影响越为明显。名词解释:有限染浴:浴比有限,在上染过程中染液浓度逐渐降低的染浴。无限染浴:浴比很大,足以维持染液浓度基本不变的染浴。浴比:浸染时染液质量与被染织物质量之比。(由于染色介质一般为水,则习惯上将染液体积(L)与被染物质量(kg)之比称为浴比。)\n移染:已经上染在纤维上染料,发生解吸并通过染液流动和自身扩散而到纤维别的部位重新上染。泳移:所谓泳移是指织物在浸染染液以后的烘干过程中染料随水的移动而向受热面迁移的现象。等电点:当溶液的pH在某一值时,纤维中质子化的氨基和离子化的羧基数量相等,此时纤维大分子上的正负离子数目相等。纤维的净电荷为零,处于等电点状态,此时溶液的pH值称为等电点(pI)。轧余率:织物经过浸轧后所带有溶液的质量占干布质量的百分率:轧余率=(浸轧后湿布质量-浸轧前干布质量)/浸轧前干布质量*100%平衡上染百分率:在上染过程中,当纤维上的染料浓度不再随染液浓度而增加,不再随时间而变化,此时的上染百分率为平衡上染百分率。亲和力:指纤维上染料标准化学位和染液中染料标准化学位差值的负值。-△u=us-uf染色热:所谓染色热是指无限小量染料从含有染料呈标准状态的染液中(活度等于1)转移到染有染料也呈标准状态的纤维上(活度等于1),每摩尔染料转移所吸收的热量。染色熵:指无限小量的染料从标准状态的染液中(活度等于1)转移到标准状态的纤维上(活度等于1),每摩尔染料转移所引起的物质熵变,单位kj/(℃.mol)全浴还原:全浴法是染料直接在染浴中还原的方法,也称染缸还原法。干缸还原:干缸法是染料及助剂不直接加入染槽,而是先在另一较小的容器中,用较浓的碱性还原液还原,然后再将隐色体钠盐的溶液加入染液中方法。尖染效应:在羊毛染色过程中,毛尖和毛根对染料的吸附量存在差异,毛尖有时染得浓,有时染得浅,易产生色差,毛尖染色时浓时淡的现象称为尖染效应。促染:可提高染料的上染速率和上染百分率,对染料所起增进上染的作用称为促染。缓染:在染料染色时,特别在染色初期阶段,使染料向纤维的运动减慢,染料染着的速度也减慢,使染色整个过程中上染非常均匀的具有延缓染料上染的作用。浸染:将纺织品浸渍于染液中,经一定时间使染料上染纤维并固着在纤维上的染色方法。轧染:将织物在染液中经过短暂的浸渍后,随即用轧辊轧压,将染液挤入纺织品的组织空隙中,并除去多余染液,使染料均匀分布在织物上的染色方法。半还原时间:是还原达到平衡浓度一半时所需的时间。固色率:染料与纤维发生共价结合的染料量占染料投入量的百分率。固色效率:染料与纤维反应的量与染料水解的量之比,即固色效率与水解速率的比值。固色效率:染料与纤维发生反应的快慢。直接染料(directdye):用于纤维素纤维染色;也可用于蚕丝、纸张、皮革;酸性染料(aciddye):用于羊毛、蚕丝、锦纶、皮革、纸张进行染色;阳离子染料(cationdye):主要用于腈纶染色,也可用于羊毛、蚕丝染色。活性染料(reactivedye):主要用于纤维素纤维染色;也可用于蛋白质纤维染色。还原染料(vatdye):不溶于水,主要用于纤维素纤维纺织品的染色、印花。不溶性偶氮染料(azoicdye):用于纤维素染色、印花。禁用染料。分散染料(dispersedye):用于涤纶纤维染色,还适用于大多合成纤维染色。硫化染料(sulphurdye):不溶于水,主要用于纤维素纤维染色,也可染维纶。染料的主要类别有:偶氮结构、蒽醌结构、靛族结构类、三芳甲烷结构等按规定染料名称由冠首、色称、尾注三部分组成。染色牢度指染色产品在使用过程中或以后的加工处理过程中,纺织物上的染料经受各种因素的作用而在不同程度上能保持其原来色泽的性能。日晒牢度分8级。1级为最低。皂洗牢度分5级。以5级为最高,汗渍牢度的定级方法和皂洗牢度一样,也分为5级,也有褪色和沾色两种测试方法\n染色指用染料按一定的方法使纺织品获得颜色的加工过程。染色过程:浸轧染液—预烘—烘干—固色(汽蒸、焙烘、其它方式)—水洗—皂洗—(固色)—烘干。动力边界层:染液流速从染液本体到纤维表面流速降低的区域称为动力边界层。扩散边界层:动力边界层内靠近纤维表面的染液几乎是静止的,此时,染料主要靠自身的扩散靠近纤维表面,该液层称为扩散边界层。上染百分率:纤维上染料数量占投入的染料总量的百分率;平衡上染百分率:随着染色时间延长,上染百分率不再增加,此时的上染百分率称平衡上染百分率。上染速率曲线:上染速率通常以纤维上染料浓度对时间的变化率来表示。半染色时间t1/2:是染色达到平衡吸附量一半所需要的时间。吸附等温线:在恒定温度下,将染色达到平衡时纤维上的染料浓度[D]f对染液中的染料浓度[D]s作图,所得曲线;吸附等温线表示达到染色平衡后染料在纤维上和染液间的分配关系,表示染料在一定温度下对纤维的上染能力。影响染料聚集的因素●染料结构本身:分子量大,分子结构大,分子同平面性好,染料分子间作用力大,聚集倾向大;而水溶性基团多,分子空间位阻大,则聚集倾向小。●染液浓度:C染↑,聚集倾向●温度影响;T↑,聚集倾向↓(聚集为一放热反应)●电解质:C电↑,聚集倾向↑。因为C电↑,染料胶束的电位↓,静电位垒↓;●助剂:正常使用时,尿素等助剂削弱染料分子间作用力,使聚集倾向↓。纤维的吸湿膨化:纤维的吸湿膨化发生在无定型区域,纤维在水溶液中,水分子进入无定型区,削弱了无定型区分子间的相互作用力,纤维发生了溶胀,直径变粗,微隙增大。宏观上,纤维吸湿膨化后,纤维微隙增加;微观上,纤维吸湿膨化后,纤维无定型区增加。所有纺织纤维在中性水溶液中表面均带负电荷(ε纺纤<ε水)双电层电位:界面附近溶液对溶液内部的电位差用Ψ表示动电层电位:纤维在溶液中相对滑移界面对溶液内部的电位差用zeta(ξ)电位表示;影响ξ电位因素●PH:PH↑、-COOH离解↑,ξ↑对两性纤维,PH影响与PI相关◆PH>PI,纤维带负电,PH↑,ξ↑◆PH<PI,纤维带正电,PH↑,ξ↓电解质影响(C盐、离子性质)◆C盐很低,ξ↑(可能因CNa+很低,水合钠离子体积大而不易吸附,Cl-被优先吸附所致)。◆C盐较高时,C盐↑,ξ↓;◆离子性质:阳离子电荷数越多,对降低ξ影响越大。若阳离子电荷数相同,离子半径越大(水合能力小)对ξ电位的降低越显著。电解质影响(C盐、离子性质)◆C盐很低,ξ↑(可能因CNa+很低,水合钠离子体积大而不易吸附,Cl-被优先吸附所致)。◆C盐较高时,C盐↑,ξ↓;◆离子性质:阳离子电荷数越多,对降低ξ影响越大。若阳离子电荷数相同,离子半径越大(水合能力小)对ξ电位的降低越显著。纤维在染液中带电的原因:纤维与染液接触时,在纤维表面通常会带有一定量的电荷。在中性或碱性条件下,纤维表面一般带负电荷。⑴纤维中羧基、磺酸基等或纤维氧化生成的羧基发生电离;⑵纤维在染液中吸附带负电的粒子,如OH-\n;⑶纤维的介电常数<染液的介电常数双电层:当纤维与溶液接触时,纤维表面带有负电荷,由于电荷的作用以及为了整个体系保持中性,在纤维表面附近的溶液内聚集着与表面电荷相反的离子(反离子),形成双电层。在外力作用下,扩散层和吸附层之间相对运动的现象称为界面动电现象。扩散层和吸附层之间形成的双电层又称为动电层。扩散层和吸附吸附层表面与染液深处间的电位差称为动电层电位,或称ξ电位。层之间形成的双电层又称为动电层。促染效应:染料与纤维带有同号电荷,提高上染速率,提高上染率。如:直接染料染棉。缓染效应:染料与纤维带有异号电荷,降低染料的上染速率,提高匀染性。如强酸性染料染羊毛,阳离子染料染腈纶等。盐效应影响因素:染料结构:染料所带电荷与质量之比越大,盐效应明显;盐的种类:促染效果Na+
-
 关注微信公众号售出明细实时看
关注微信公众号售出明细实时看