

- 4.40 MB
- 2022-07-29 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
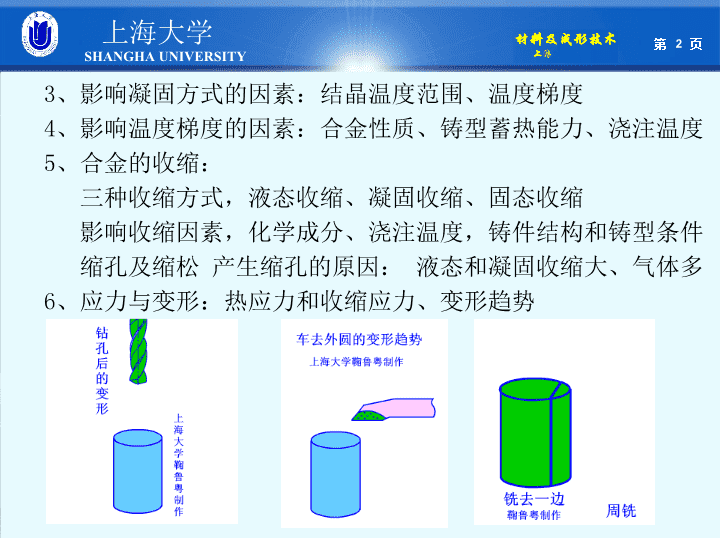
2007年材料及成形技术(二)复习考试时间2007年5月18日12:10答疑时间2007年5月17日18:00-21:00\n第2章铸造成形2.1.1铸件形成理论基础1、金属的充型影响充型能力的因素和原因(表2-2)2、金属的凝固三种凝固方式12.1本章重点\n23、影响凝固方式的因素:结晶温度范围、温度梯度4、影响温度梯度的因素:合金性质、铸型蓄热能力、浇注温度5、合金的收缩:三种收缩方式,液态收缩、凝固收缩、固态收缩影响收缩因素,化学成分、浇注温度,铸件结构和铸型条件缩孔及缩松产生缩孔的原因:液态和凝固收缩大、气体多6、应力与变形:热应力和收缩应力、变形趋势\n3\n2.1.2砂型铸造工艺分析41、浇注位置与分型面的确定浇注位置选定原则:5点;分型面选定原则8点P88~892、工艺参数不铸孔尺寸、加工余量、铸造收缩率、起模斜度3、铸造工艺图制定\n5\n1、气动微震压实造型2、高压造型多触头高压造型,垂直分型无箱造型3、消失模造型2.1.4特种铸造1、离心铸造铸造回转体铸件,可镶嵌金属2、压力铸造铸造薄壁大批生产铸件,可镶嵌金属3、低压铸造铸造致密性好的铸件发动机缸体、活塞等4、熔模铸造精密铸造刀具、叶片、高熔点金属的零件5、陶瓷型铸造精密铸造模具为主6、壳型铸造常用于制芯2.1.5铸造方法选择根据材料、形状、批量选择铸造方法2.1.3砂型铸造方法6\n7第三章锻压3.1金属的塑性变形3.1.1塑性变形概念:滑移、位错、孪生变形\n车削加工特点383.1.2冷变形对金属性能的影响加工硬化硬度、强度上升,塑性韧性下降加工硬化产生的原因:晶粒拉长、晶格扭曲、产生碎晶纤维组织各向异性3.1.3回复和再结晶T回=0.25~0.3T熔T再=0.4T熔3.1.4冷变形和热变形3.1.5合金的锻造性塑性、变形抗力金属本质化学成分、组织结构变形条件变形温度、变形速度、应力状态3.2锻造3.2.2锤上模锻锻锤结构、分模面选择、模锻件图\n9\n10\n3.2.3曲柄压力机上模锻3.2.4摩擦压力机上模锻11\n123.2.5平锻机上模锻\n3.2.6胎模锻13侧凹带孔的锻件如本图或双联齿轮,只有用胎模锻、平锻机上模锻或采用锻焊结合的方法锻造。\n3.3板料冲压3.3.1.板料冲压的基本工序1、分离工序将冲压件或毛坯沿一定的轮廓相互分离。剪切、冲孔、落料、切断、切边、剖切2、变形工序将冲压件或毛坯沿一定的轮廓相互分离。拉深、弯曲、涨型、翻边、收口、压筋等14\n153、冲裁模尺寸计算式中:D凹、D凸——落料凹模、凸模基本尺寸;d凸、d凹——冲孔凸模、凹模基本尺寸;Dmax——落料件的最大极限尺寸;dmin——冲孔件的最小极限尺寸;△——冲裁件的公差;x——磨损系数,与冲裁件的精度有关落料:冲孔:\n4、冲裁力的计算16F=KLtF—冲裁力(N);L—冲裁件周长(mm);t—板料厚度(mm);—材料的抗剪强度(MPa);K—安全系数,通常取1.3。5、弯曲弯曲问题①裂纹:σ拉>σb时产生。故变形程度不能过大,γmin=(0.25~1)t纤维性:弯曲线与材料的纤维线垂直时,允许的γmin较小;若弯曲线与纤维线平行(重合)时,则易开裂。②回弹(弹复):克服方法:反变形法,模具角度设计应比所需制件角度小一点。\n176、拉深凸模与凹模和冲裁时不同,转角处为园角,且Z≥t(料厚)。一般Z=(1.1~1.2)t。拉深时的主要质量问题①起皱、失稳防止:加压边圈(控制变形程度)。②拉裂在直壁底部(凸模传力处,变形程度大)易拉裂。防止:控制变形程度。拉深系数(m>0.5)与拉深次数m=dn/(dn-1)≥mmin,否则采用多次拉深。dn——拉深后筒形直径。dn-1——拉深前筒形(毛坯)直径。\n拉深模与冲裁模的区别①模具间隙较大。②模具无刃口,呈圆角。18\n1、简单模193.3.2冲压模具简单模是指在一次冲压行程中,只完成一个工序的冲模。简单模有落料模、冲孔模、切变模、弯曲模、拉深模、翻边模等。2、连续模(级进模、跳步模)压力机在一次行程中,依次在几个不同的位置上同时完成多道工序的冲模。3、复合模复合模是指压力机在一次行程中,在同一中心位置上,同时完成几道工序的冲模。由于复合模在同一中心位置上完成几道工序,因此它必须在同一中心位置上布置几套凸、凹模。\n3.4锻压新技术1、辊锻2、横轧3、纵轧4、斜轧0\n6、挤压环形毛坯在旋转的轧辊中受压变形而使厚度变薄直径扩大的锻压方法称为碾环。215、碾环挤压的方式:正挤压、反挤压、复合挤压和径向挤压。热挤压:氧气瓶挤压:热挤压-拔深-收口\n7、冷镦螺栓,冷镦加搓丝。8、超塑成形金属及合金在特定的组织条件、温度条件及变形速度下进行变形时,可呈现出异乎寻常的塑性(延伸率可超过100%,甚至1000%以上),而变形抗力则大大降低(常态的1/5左右,甚至更低),这种现象称为超塑性。超塑性分为细晶超塑性(又称恒温超塑性)和相变超塑性(又称动态超塑性)等。22\n1、焊接方法的分类和选择第4章焊接23焊接方法材料尺寸mm批量说明手工电弧焊3~30单件小批可全方位焊接,3mm以下用直流反接法,6mm以上开坡口细丝CO2焊0.8~4批量可全方位焊接、有飞溅氧化粗丝CO2焊5~30批量可全方位焊接、有飞溅氧化不熔化极氩弧焊<4各种批量可全方位焊接、质量好、成本高熔化极氩弧焊<25各种批量可全方位焊接、质量好、成本高埋弧自动焊6~60批量只可平焊,20mm以下不开坡口,焊缝>1m电渣焊30~500单件和批量立焊,需焊后热处理点焊<4单件和批量搭接,密封性差缝焊<3单件和批量搭接,密封性好\n焊接方法选择24焊接方法材料尺寸mm批量说明电阻对焊<20批量对接,表面清理要求高,15%以下差闪光对焊各种批量对接,表面无需清理,15%以下差摩擦焊各种批量不适合焊非圆截面工件搅拌摩擦焊长焊缝各种批量铝合金2、各种焊接方法的特点重点:埋弧自动焊、钨极氩弧焊\n25\n26\n27\n28\n(1)焊接方法用埋弧自动焊焊筒身及封头,输入和输出管用手工电弧焊焊接。焊环缝时焊件转动,焊接小车不动。焊接接头用对接,不开坡口。(2)焊缝位置为了避免应力集中,对容器的圆弧部分或焊件壁厚相差大于3mm的地方,需要作相应的过渡措施,同时要避免焊缝密集。29\n第7章零件的毛坯选择7.1毛坯选择原则1、工艺性原则2、适应性原则3、生产条件兼顾原则4、经济性原则7.2毛坯成形方法的比较1、铸造2、锻造3、焊接7.3常用零件的成形方法1、轴杆类零件2、盘套类零件3、机架箱体类零件30\n7.4单级齿轮减速器组件成形方法选择31\n1、改错题(将下表不合适结构改为合适结构,并写出改进理由;每题2分,共20分。)不合适结构改进后结构改进理由1.铸件凸台仿碍起模,将凸台延长避免交叉及收缩受阻3.铸件侧凹铸件不利于大批生产2.铸件32\n不合适结构改进后结构改进理由4.自由锻件相贯线无法锻出,避免两圆柱体垂直相交中心孔未垂直于分型面,孔无法锻出6.拉深件底部圆角半径必须大于2t,凸缘圆角半径必须大于(3~4)t7.手弧焊手弧焊焊接结构必须能运条锤上模锻件33\n不合适结构改进后结构改进理由8.点焊点焊焊接结构必须能放入电极焊缝处尽量远离加工表面10.拼焊顺序拼板焊接要避免收缩受阻9.手弧焊34\n2、工艺填空题:根据下表已给的条件,在指定的空格中填入合适的毛坯成形或连接方法。(每空1分)1、剃齿刀10件2、气罐3、冲压管接头4、拖拉机轮壳材料:ZGW18Cr4V材料:ZG4001000件材料:08钢10万件材料:HT25010万件成形方法:熔模铸造成形方法:机器砂型铸造成形方法:涨型成形方法:机器砂型铸造5、螺栓6、阀体7、包角块8、加强筋焊接材料:Q235材料:KTH330-081万件材料:08钢10万件材料:15钢100件成形方法:冷镦+搓丝成形方法:机器砂型铸造成形方法:冲孔、落料、翻边焊接方法:手工电弧焊9、大口径管焊接10、轿车车壳焊接11、隔套12、双联齿轮材料:15钢1万件材料:轿车车壳板材材料:20钢1000件材料:45钢、孔径401万件焊接方法:埋弧自动焊焊接方法:细丝CO2焊成形方法:正挤压成形方法:平锻机上模锻35\n三、单项选择题(每题1分,共10分)361.今有青铜仿古铜像须按普通人尺寸的十分之一大小进行仿形铸造,应采用(3)(1)金属型铸造(2)压力铸造(3)熔模铸造(4)普通砂型铸造2.对于高熔点合金精密铸件的成批生产,常采用(3)(1)压力铸造(2)低压铸造(3)熔模铸造(4)金属型铸造3.助动车发动机缸体,材料ZL202,100万件,其毛坯成形工艺为(1)(1)低压铸造(2)压力铸造(3)离心铸造(4)熔模铸造4.下列模锻设备中最适宜进行拔长工步的是(1)(1)模锻锤(2)机械锻压机(3)摩擦压力机(4)平锻机5.模锻时,当要求坯料某部分横截面减少,以增加该部分的长度时一般选用(2)(1)滚压模膛(2)拔长模膛(3)弯曲模膛(4)切断模膛\n376.当凸模和凹模之间间隙大于板料厚度,凸模又有圆角时,此冲压模为(4)(1)冲孔模(2)落料模(3)切断模(4)拉深模7.结构钢焊接时焊条选择的主要原则是焊缝与母材在下列哪一方面应相等(3)(1)化学成份(2)结晶组织(3)强度等级(4)抗腐蚀性能8.轿车油箱生产时既经济合理又生产效率高的焊接方法是(3)(1)二氧化碳焊(2)点焊(3)缝焊(4)埋弧焊9.大批生产ABS小齿轮的成形方法应是(3)(1)粉末冶金(2)压力铸造(3)注塑(4)机械切削10.最便宜的快速成形方法是(3)(1)FDM(2)SLA(3)LOM(4)SLS\n四、多项选择题(每题2分,共20分)381.可采用金属铸型的铸造方法有:(1)(2)(3)()()(1)压力铸造(2)离心铸造(3)低压铸造(4)机器造型(5)熔模铸造2.为提高铸铁件的强度,尽量选用:()(2)(3)()(5)(1)增大壁厚(2)改进结构(3)增设加强筋(4)增设补缩冒口(5)改善结晶条件3.铸造生产中金属的凝固方式有:(1)()(3)()(5)(1)逐层凝固(2)定向凝固(3)中间凝固(4)同时凝固(5)糊状凝固4.适当锻造后钢锭的变化有:()(2)(3)(4)()(1)碎晶产生(2)晶粒细化(3)各向异性(4)气孔焊合(5)硬度下降\n395.对于低塑性合金和有色金属合金,常采用的锻造方法为()(2)(3)()(5)(1)锤上模锻(2)高速锤模锻(3)摩擦压力机上模锻(4)平锻机上模锻(5)曲柄压力机上模锻6.选择锻造温度应考虑的问题有:(1)(2)(3)(4)(5)(1)提高塑性(2)减小变形抗力(3)减少锻打火次(4)避免过热(5)消除加工硬化7.熔化焊常见如下几种方法:(1)(2)(3)(4)(5)(1)电弧焊(2)电渣焊(3)激光焊(4)电子束焊(5)等离子弧焊8.电弧焊焊接特点为:(1)(2)(3)(4)(5)(1)金属强烈蒸发(2)金属烧损(3)气体不易排出(4)夹渣(5)冷脆\n五、综合题(共34分)409.焊条药皮的作用有:(1)(2)(3)(4)(5)(1)渗合金(2)气体保护(3)造渣(4)脱氧(5)脱硫脱磷10.常见的快速成形方法有:(1)(2)(3)(4)()(1)SLS(2)FDM(3)SLA(4)LOM(5)FDT1、下图为一托脚铸件,材料为HT200,大批生产,请选择造型方案;画出铸造工艺图。(8分)\n2、下图为一联轴套零件图,材料45钢,请若生产批量为300件,请选择锻造方法,并画出相应的模具示意简图;若大批生产,请选择锻造方法,并画出相应的模具示意简图。(8分)41\n3、在成批大量生产外径为40mm,内径为20mm,板厚为4mm,精度为IT9的垫圈时,请示意画出(1)连续模,(2)复合模简图,请计算凸凹模尺寸并标在简图上。已知:冲裁件公差为0.02mm,凹模公差为0.01mm,凸模公差为0.01mm。Dmax=40mm,dmin=20mm,Zmin=4×6%=0.24△=0.02mm,x=1,δ凹=0.01mm,δ凸=0.01mm落料:D凹=(Dmax-x△)+δ凹=(40-1×0.02)+0.01=39.98+0.01mmD凸=(D凹-Zmin)-δ凸=(39.98-0.24)-0.01=39.74-0.01mm冲孔:d凸=(dmin+x△)-δ凸=(20+0.02)-0.01=20.02-0.01mmd凹=(d凸+Zmin)+δ凹=(20.02+0.24)+0.01=20.26+0.01mm42\n动画39冲压垫圈连续模43\n动画40冲压垫圈复合模44\n4、有一冷轧横梁,熔点为1620℃,σb=720MP,δ=4%,长1000mm,自重P,在室温20℃时在梁中点A处施加堆焊。焊接时A点平均温度为900℃,此时A点处σb=420MP,δ=34%。温度分布如图b)所示,试分别在图c、d上画出沿梁长方向σb及δ的变化曲线,并说明变化原因。45\n动画
焊接接头处的力学性能解:T再=0.4T熔=0.4×(1620+273)-273=484.2℃T回=0.3T熔=0.3×(1620+273)-273=294.9℃46