

- 54.00 KB
- 2022-07-30 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
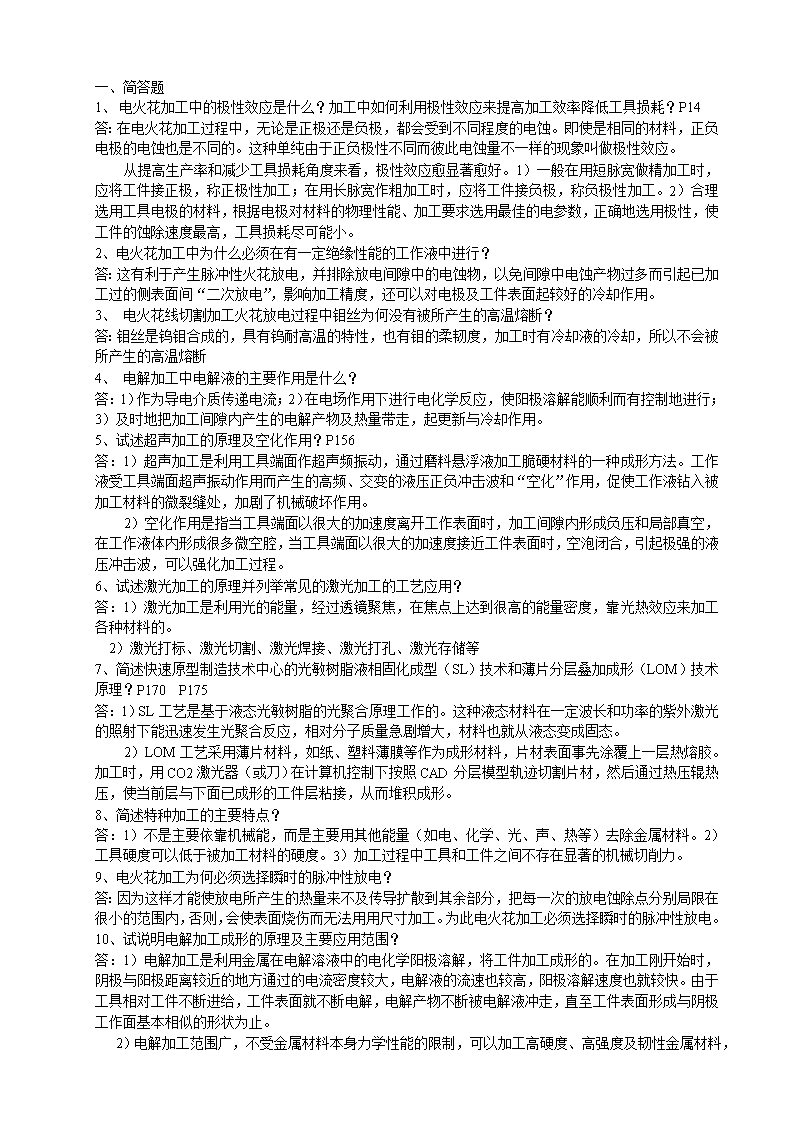
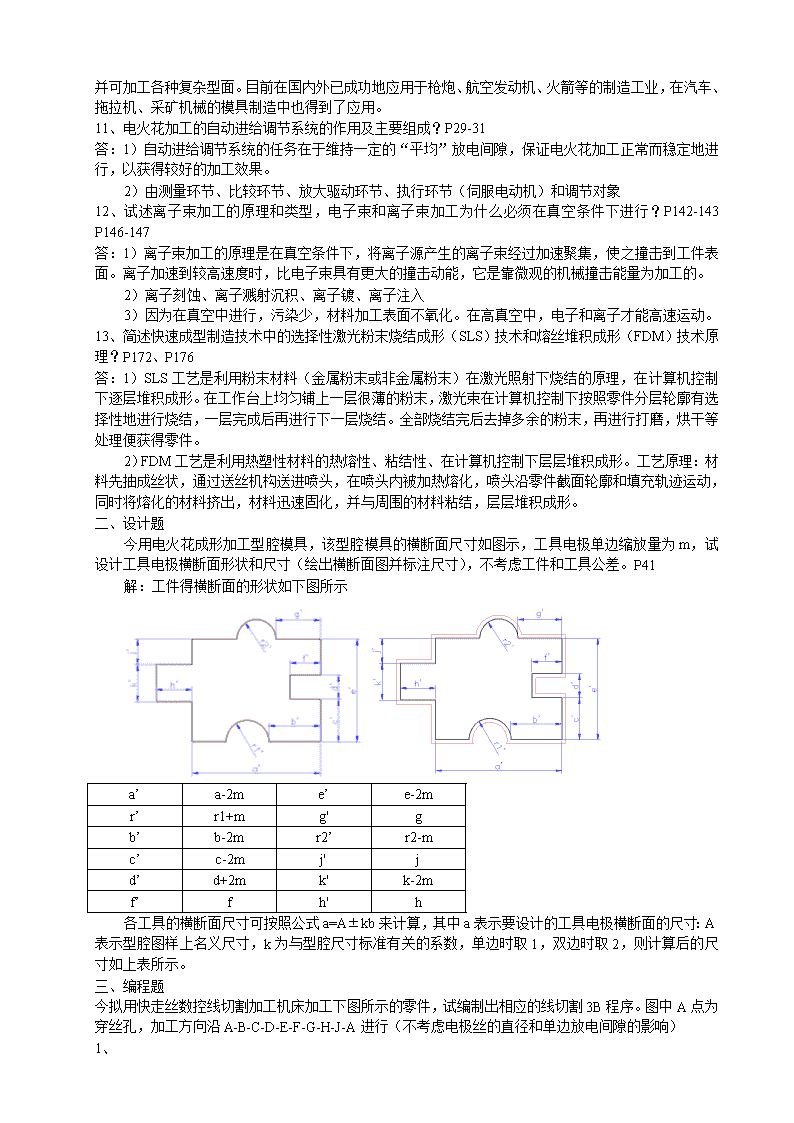
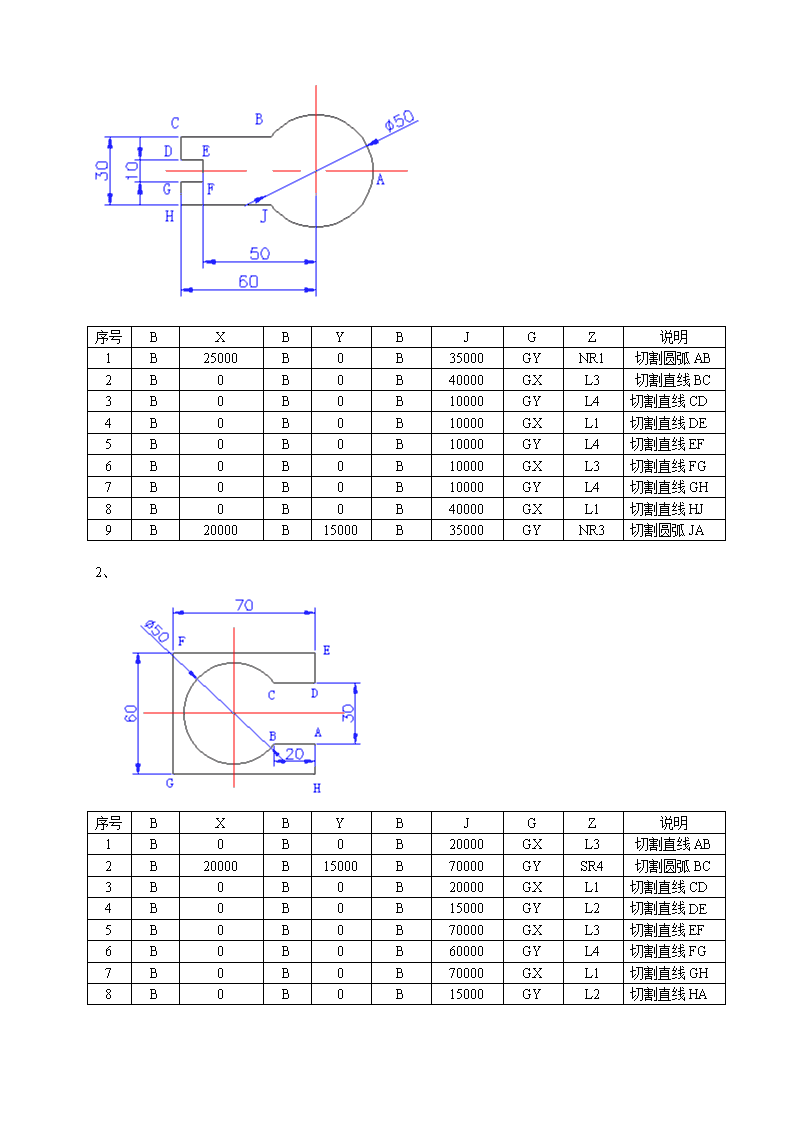
一、简答题1、电火花加工中的极性效应是什么?加工中如何利用极性效应来提高加工效率降低工具损耗?P14答:在电火花加工过程中,无论是正极还是负极,都会受到不同程度的电蚀。即使是相同的材料,正负电极的电蚀也是不同的。这种单纯由于正负极性不同而彼此电蚀量不一样的现象叫做极性效应。从提高生产率和减少工具损耗角度来看,极性效应愈显著愈好。1)一般在用短脉宽做精加工时,应将工件接正极,称正极性加工;在用长脉宽作粗加工时,应将工件接负极,称负极性加工。2)合理选用工具电极的材料,根据电极对材料的物理性能、加工要求选用最佳的电参数,正确地选用极性,使工件的蚀除速度最高,工具损耗尽可能小。2、电火花加工中为什么必须在有一定绝缘性能的工作液中进行?答:这有利于产生脉冲性火花放电,并排除放电间隙中的电蚀物,以免间隙中电蚀产物过多而引起已加工过的侧表面间“二次放电”,影响加工精度,还可以对电极及工件表面起较好的冷却作用。3、电火花线切割加工火花放电过程中钼丝为何没有被所产生的高温熔断?答:钼丝是钨钼合成的,具有钨耐高温的特性,也有钼的柔韧度,加工时有冷却液的冷却,所以不会被所产生的高温熔断4、电解加工中电解液的主要作用是什么?答:1)作为导电介质传递电流;2)在电场作用下进行电化学反应,使阳极溶解能顺利而有控制地进行;3)及时地把加工间隙内产生的电解产物及热量带走,起更新与冷却作用。5、试述超声加工的原理及空化作用?P156答:1)超声加工是利用工具端面作超声频振动,通过磨料悬浮液加工脆硬材料的一种成形方法。工作液受工具端面超声振动作用而产生的高频、交变的液压正负冲击波和“空化”作用,促使工作液钻入被加工材料的微裂缝处,加剧了机械破坏作用。2)空化作用是指当工具端面以很大的加速度离开工作表面时,加工间隙内形成负压和局部真空,在工作液体内形成很多微空腔,当工具端面以很大的加速度接近工件表面时,空泡闭合,引起极强的液压冲击波,可以强化加工过程。6、试述激光加工的原理并列举常见的激光加工的工艺应用?答:1)激光加工是利用光的能量,经过透镜聚焦,在焦点上达到很高的能量密度,靠光热效应来加工各种材料的。2)激光打标、激光切割、激光焊接、激光打孔、激光存储等7、简述快速原型制造技术中心的光敏树脂液相固化成型(SL)技术和薄片分层叠加成形(LOM)技术原理?P170P175答:1)SL工艺是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长和功率的紫外激光的照射下能迅速发生光聚合反应,相对分子质量急剧增大,材料也就从液态变成固态。2)LOM工艺采用薄片材料,如纸、塑料薄膜等作为成形材料,片材表面事先涂覆上一层热熔胶。加工时,用CO2激光器(或刀)在计算机控制下按照CAD分层模型轨迹切割片材,然后通过热压辊热压,使当前层与下面已成形的工件层粘接,从而堆积成形。8、简述特种加工的主要特点?答:1)不是主要依靠机械能,而是主要用其他能量(如电、化学、光、声、热等)去除金属材料。2)工具硬度可以低于被加工材料的硬度。3)加工过程中工具和工件之间不存在显著的机械切削力。9、电火花加工为何必须选择瞬时的脉冲性放电?答:因为这样才能使放电所产生的热量来不及传导扩散到其余部分,把每一次的放电蚀除点分别局限在很小的范围内,否则,会使表面烧伤而无法用用尺寸加工。为此电火花加工必须选择瞬时的脉冲性放电。10、试说明电解加工成形的原理及主要应用范围?答:1)电解加工是利用金属在电解溶液中的电化学阳极溶解,将工件加工成形的。在加工刚开始时,阴极与阳极距离较近的地方通过的电流密度较大,电解液的流速也较高,阳极溶解速度也就较快。由于工具相对工件不断进给,工件表面就不断电解,电解产物不断被电解液冲走,直至工件表面形成与阴极工作面基本相似的形状为止。\n2)电解加工范围广,不受金属材料本身力学性能的限制,可以加工高硬度、高强度及韧性金属材料,并可加工各种复杂型面。目前在国内外已成功地应用于枪炮、航空发动机、火箭等的制造工业,在汽车、拖拉机、采矿机械的模具制造中也得到了应用。11、电火花加工的自动进给调节系统的作用及主要组成?P29-31答:1)自动进给调节系统的任务在于维持一定的“平均”放电间隙,保证电火花加工正常而稳定地进行,以获得较好的加工效果。2)由测量环节、比较环节、放大驱动环节、执行环节(伺服电动机)和调节对象12、试述离子束加工的原理和类型,电子束和离子束加工为什么必须在真空条件下进行?P142-143P146-147答:1)离子束加工的原理是在真空条件下,将离子源产生的离子束经过加速聚集,使之撞击到工件表面。离子加速到较高速度时,比电子束具有更大的撞击动能,它是靠微观的机械撞击能量为加工的。2)离子刻蚀、离子溅射沉积、离子镀、离子注入3)因为在真空中进行,污染少,材料加工表面不氧化。在高真空中,电子和离子才能高速运动。13、简述快速成型制造技术中的选择性激光粉末烧结成形(SLS)技术和熔丝堆积成形(FDM)技术原理?P172、P176答:1)SLS工艺是利用粉末材料(金属粉末或非金属粉末)在激光照射下烧结的原理,在计算机控制下逐层堆积成形。在工作台上均匀铺上一层很薄的粉末,激光束在计算机控制下按照零件分层轮廓有选择性地进行烧结,一层完成后再进行下一层烧结。全部烧结完后去掉多余的粉末,再进行打磨,烘干等处理便获得零件。2)FDM工艺是利用热塑性材料的热熔性、粘结性、在计算机控制下层层堆积成形。工艺原理:材料先抽成丝状,通过送丝机构送进喷头,在喷头内被加热熔化,喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结,层层堆积成形。二、设计题今用电火花成形加工型腔模具,该型腔模具的横断面尺寸如图示,工具电极单边缩放量为m,试设计工具电极横断面形状和尺寸(绘出横断面图并标注尺寸),不考虑工件和工具公差。P41解:工件得横断面的形状如下图所示a’a-2me’e-2mr’r1+mg'gb’b-2mr2’r2-mc’c-2mj'jd’d+2mk'k-2mf’fh'h各工具的横断面尺寸可按照公式a=A±kb来计算,其中a表示要设计的工具电极横断面的尺寸:A表示型腔图样上名义尺寸,k为与型腔尺寸标准有关的系数,单边时取1,双边时取2,则计算后的尺寸如上表所示。三、编程题今拟用快走丝数控线切割加工机床加工下图所示的零件,试编制出相应的线切割3B程序。图中A点为穿丝孔,加工方向沿A-B-C-D-E-F-G-H-J-A进行(不考虑电极丝的直径和单边放电间隙的影响)1、\n序号BXBYBJGZ说明1B25000B0B35000GYNR1切割圆弧AB2B0B0B40000GXL3切割直线BC3B0B0B10000GYL4切割直线CD4B0B0B10000GXL1切割直线DE5B0B0B10000GYL4切割直线EF6B0B0B10000GXL3切割直线FG7B0B0B10000GYL4切割直线GH8B0B0B40000GXL1切割直线HJ9B20000B15000B35000GYNR3切割圆弧JA2、序号BXBYBJGZ说明1B0B0B20000GXL3切割直线AB2B20000B15000B70000GYSR4切割圆弧BC3B0B0B20000GXL1切割直线CD4B0B0B15000GYL2切割直线DE5B0B0B70000GXL3切割直线EF6B0B0B60000GYL4切割直线FG7B0B0B70000GXL1切割直线GH8B0B0B15000GYL2切割直线HA