

- 20.00 KB
- 2021-03-02 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
10(6)KV 交联聚乙烯绝缘电缆热缩接头制作
1 范围
本工艺标准适用于一般工业与民用建筑电气安装工程 10(6)kV
交联聚乙烯绝
缘电力电缆热缩中间接头制作。
2 施工准备
2.1 设备及材料要求:
2.1.1 主要材料:电缆头附件及主要材料由生产厂家配套供应。
并有合格证
及说明书。其型号、规格、电压等级符合设计要求。
2.1.2 辅助材料:焊锡、焊油、白布、砂布、芯线连接管、清洗
剂、汽油、
硅脂膏等。
2.2 主要机具:
喷灯、压接钳、钢卷尺、钢锯、电铬铁、电工刀、克丝钳、改锥、
大瓷盘。
2.3 作业条件:
2.3.1 电缆敷设完毕,绝缘电阻测试合格。
2.3.2 作业场所环境温度 0℃以上,相对湿度 70%以下,严禁在
雨、雾、风天
气中施工。
2.3.3 施工现场要干净、宽敞、光线充足。施工现场应备有 220V
交流电源。
2.3.4 室外施工时,应搭设临时帐篷。
3 操作工艺
厂家有操作工艺可按厂家操作工艺进行。无工艺说明时,可按以
下制作程序进
行:
3.1 工艺流程:
设备点件检查 → 剥除电缆护层 → 剥除铜屏蔽及半导电层
→ 固定应力管 →
压接连接管 → 包绕半导带及填充胶 → 固定绝缘管 → 安 装
屏蔽网及地线 →
固定护套 → 送电运行验收
3.2 设备点件检查。开箱检查实物是否符合装箱单上的数量。
外观有无异常
现象。
3.3 剥除电缆护层(图 2-28):
3.3.1 调直电缆:将电缆留适当余度后放平,在待连接的两根电
缆端部的两
米处内分别调直、擦干净、重叠 200mm,在中部作中心标线,作为
接头中心。
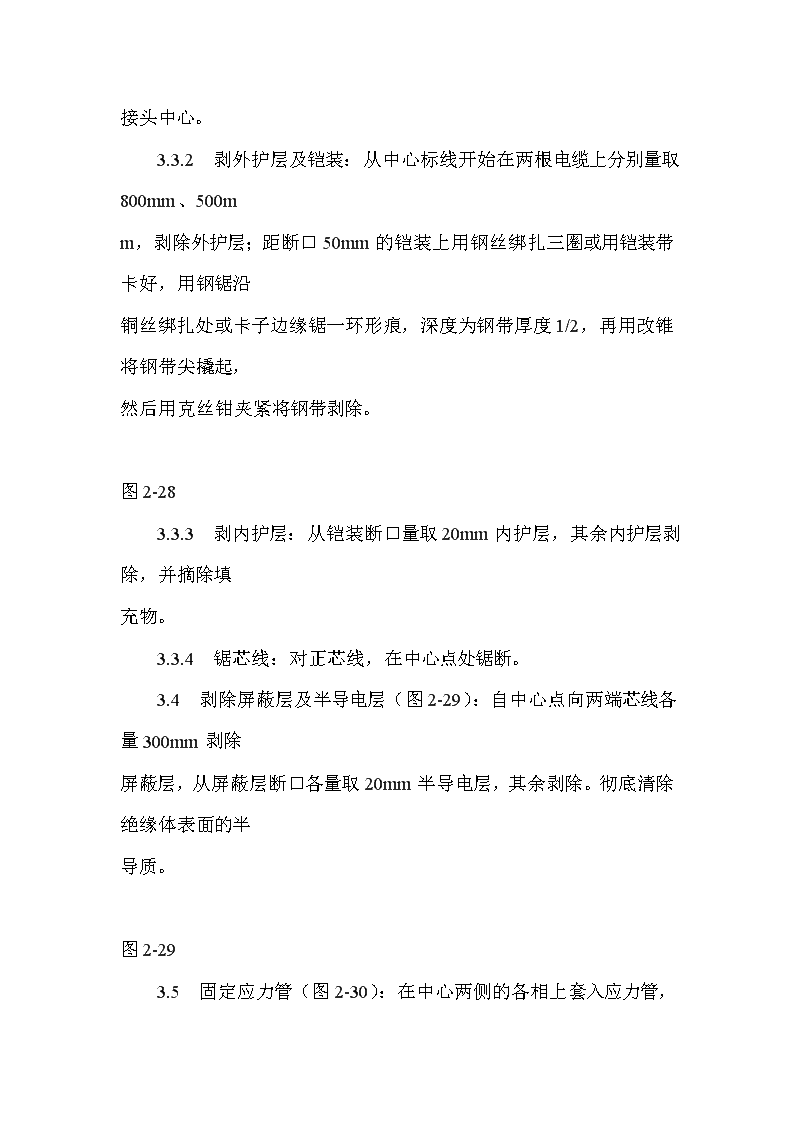
3.3.2 剥外护层及铠装:从中心标线开始在两根电缆上分别量取
800mm、500m
m,剥除外护层;距断口 50mm 的铠装上用钢丝绑扎三圈或用铠装带
卡好,用钢锯沿
铜丝绑扎处或卡子边缘锯一环形痕,深度为钢带厚度 1/2,再用改锥
将钢带尖撬起,
然后用克丝钳夹紧将钢带剥除。
图 2-28
3.3.3 剥内护层:从铠装断口量取 20mm 内护层,其余内护层剥
除,并摘除填
充物。
3.3.4 锯芯线:对正芯线,在中心点处锯断。
3.4 剥除屏蔽层及半导电层(图 2-29):自中心点向两端芯线各
量 300mm 剥除
屏蔽层,从屏蔽层断口各量取 20mm 半导电层,其余剥除。彻底清除
绝缘体表面的半
导质。
图 2-29
3.5 固定应力管(图 2-30):在中心两侧的各相上套入应力管,
搭盖铜屏蔽
层 20mm,加热收缩固定。套入管材(见图 2-30),在电缆护层被剥
除较长一边套入
密封套、护套筒;护层被剥除较短一边套入密封套;每相芯线上套入
内、外绝缘管、
半导电管、铜网。
图 2-30
加热收缩固定热缩材料时,应注意:
3.5.1 加热收缩温度为 110℃~120℃。因此,调节喷灯火焰呈
黄色柔和火焰,
谨防高温蓝色火焰,以避免烧伤热收缩材料。
3.5.2 开始加热材料时,火焰要慢慢接近材料,在材料周围移动,
均匀加热,
并保持火焰朝着前进(收缩)方向预热材料。
3.5.3 火焰应螺旋状前进,保证绝缘管沿周围方向充分均匀收
缩。
3.6 压接连接管:在芯线端部量取二分之一连接管长度加 5mm
切除线芯绝缘体,
由线芯绝缘断口量取绝缘体 35mm、削成 30mm 长的锥体,压接连接
管。
3.7 包绕半导带及填充胶:在连接管上用细砂布除掉管子棱角
和毛刺并擦干
净。然后,在连接管上包半导电带,并与两端半导层搭接。在两端的
锥体之间包绕
填充胶厚度不小于 3mm。
3.8 固定绝缘管:
3.8.1 固定内绝缘管:将三根内绝缘管从电缆端拉出分别套在两
端应力管之
间,由中间向两端加热收缩固定。加热火焰向收缩方向。
3.8.2 固定外绝缘管:将外绝缘管套在内绝缘管的中心位置上。
由中间向两
端加热收缩固定。
3.8.3 固定半导电管:依次将两根半导电管套在绝缘管上,两端
搭盖钢屏蔽
层各 50mm,再由两端向中间加热收缩固定。
3.9 安装屏蔽网及地线(图 2-31)。从电缆一端芯线分别拉出屏
蔽网,连接
两端铜屏蔽层,端部用铜丝绑扎,用锡焊焊牢。用地线旋绕扎紧芯线,
两端在铠装
上用铜丝绑扎焊牢,并在两侧屏蔽层上焊牢。
图 2-31
3.10 固定护套(见图 2-32)。
图 2-32
将两瓣的铁皮护套对扣联接,用铅丝在两端扎紧,用锉刀去掉铁
皮毛刺。套上
护套筒,电缆两端将密封套套在护套头上,两端各搭盖护套筒和电缆
外护套各 100m
m,加热收缩固定。
3.11 送电运行验收:
3.11.1 电缆中间头制作完毕后,按要求由试验部门做试验。
3.11.2 验收:试验合格后,送电空载运行 24h,无异常现象,
办理验收手续,
交建设单位使用。同时,提交变更洽商、产品合格证、试验报告和运
行记录等技术
资料。
4 质量标准
4.1 保证项目:
4.1.1 电缆中间接头封闭严密,填料饱满,无气泡、无裂纹,芯
线连接紧密。
4.1.2 电缆头耐压试验、泄漏电流和绝缘电阻必须符合规范规
定。
检查方法:观察检查及检查试验记录。
4.2 基本项目:
电缆中间头外型美观、光滑、无皱折,有光泽,并能清晰地看到
其内部结构轮
廓。
检查方法:观察检查。
5 成品保护
5.1 设备开箱后,将材料按顺序摆放在瓷盘中,并用白布盖上,
防止杂物进
入。
5.2 电缆中间接头制作完毕后,立即安装固定,送电运行。暂
时不能送电或
有其它作业时,对电缆头加木箱给予保护,防止砸、碰。
6 应注意的质量问题
6.1 从开始剥切到制作完毕必须连续进行,一次完成,以免受
潮。
6.2 电缆中间头制作过程中,应注意的质量问题(见表 2-9)。
常 发 生 的 质 量 问 题 及 防 治 措 施
表 2
-9
序号 常发生的质量问题 防 治 措 施
1 做试验泄漏电流过大 清洁芯线绝缘表面
2 绝缘管加热收缩时局部烧伤或无光泽 调整加热火焰呈黄
色,加热火焰不能
停留在一位置
按一定方向转圈,不停进行加热收缩,切割绝缘管 端面要
平整
7 应具备的质量记录
7.1 产品合格证。
7.2 设备材料检验记录。
7.3 电缆试验报告单。
7.4 自互检记录。
7.5 设计变更洽商记录。