

- 2.11 MB
- 2021-03-02 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
以铁水为主原料冶炼
不锈钢新技术开发与创新
2
一
项目背景
二
总体思路
三
创新点及关键技术
四
研究开发效果
汇报内容
五
结 论
3
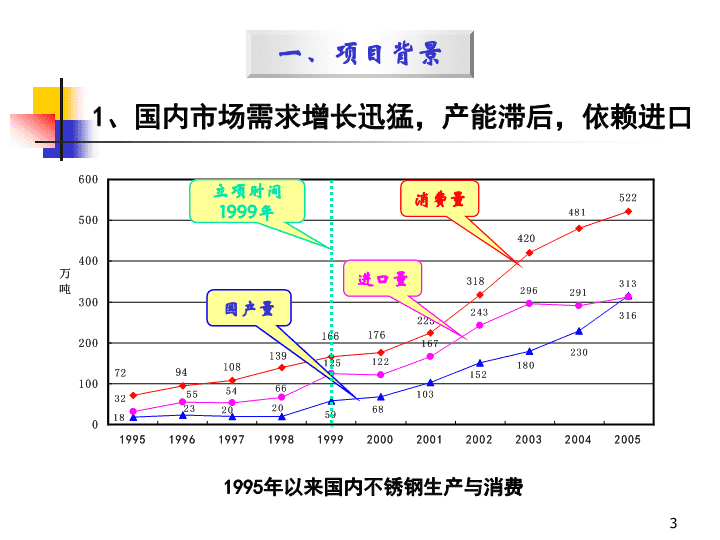
1995
年以来国内不锈钢生产与消费
1
、国内市场需求增长迅猛,产能滞后,依赖进口
一、项目背景
消费量
进口量
国产量
立项时间
1999
年
4
我国不锈钢废钢社会存储量少;
国内镍资源紧张,国际镍资源有限。
2
、资源短缺成为我国不锈钢发展的瓶颈
一、项目背景
2005
年中国镍消费量
17.8
万吨,产量
10.3
万吨。
2010
年中国预计镍消费量
33.2
万吨,产量
11.8
万吨。
1995
年以来世界镍生产与消费
5
单位:
%
一、项目背景
2000
年世界及主要不锈钢消费地区铬不锈钢生产比例
3
、品种结构不合理,铬钢比例低
6
主要集中在
20
多家国有特钢企业,产量最大的太钢也仅
13.5
万吨
,
另外还有
200
多家民营企业。
4
、生产分散,产业集中度低
一、项目背景
为此,国家产业政策鼓励发展不锈钢,重点建设宝钢、太钢两大不锈钢生产基地。
7
根据国家产业
政策的需要,
针对
“
九五
”
期间我国不锈钢发展存在的上述问题,在调研和分析国内外典型不锈钢冶炼工艺流程的基础上,结合太钢实际情况:
自主集成创新一条适合我国国情的
以生产高质量铬不锈钢为主的工艺流程和相关技术,实现不锈钢生产的高效、灵活、多品种、低成本。
1
、总体目标
二、总体思路
8
技术难点
原料结构配置
制造流程选择
热量平衡控制
生产节奏匹配
低成本生产
超低碳、氮冶炼和洁净度控制
高质量铬钢连铸
总体设想
以铁水为主要原料
选择
高效
主体冶炼装备
开发以
超纯铁素体为代表的不锈钢精炼技术
2
、总体设想与技术难点
二、总体思路
9
三、创新点及关键技术
1
、自主集成流程创新
2
、
K-OBM-S
转炉长寿命技术创新
3
、关键技术开发
4
、重大突破
10
三、创新点及关键技术
1.1
流程分析
——
日本
JFE(
川崎
)
千叶四厂
1
、自主集成流程创新
特 点:
以铁水为原料,双转炉冶炼,三步法工艺流程。
局限性:
废钢使用量≤
10%
,原料结构不灵活。
DEP
→
SR-KCB
→
DC-KCB
→VOD→CCM
11
特 点:
以铁水为主原料,三步法工艺流程。
局限性:
MRP
转炉底部不能供氧, 冶时≥
80 min
, 炉机匹配差。
DEP+EAF
→
MRP
→
VOD
→
LF
→
CCM
1.1
流程分析
——
巴 西
ACESITA
厂
1
、自主集成流程创新
三、创新点及关键技术
12
1.1
流程分析
——
浦项第二炼钢厂、欧洲
1
、自主集成流程创新
三、创新点及关键技术
EAF → AOD-L → VOD→ CCM
特 点:
以废钢为原料,三步法工艺流程。
局限性:
只能使用废钢,
AOD
炉衬寿命低(
180
次)。
13
EAF → AOD-L → CCM
特 点:
以废钢为原料,二步法工艺流程。
局限性:
只能使用废钢,品种少,
AOD
炉衬寿命低(
180
次)。
1.1
流程分析
——
浦项第一、三炼钢厂 ,太钢第三炼钢厂
1
、自主集成流程创新
三、创新点及关键技术
14
原 料
工艺流程
铁 水
废 钢
二步法
三步法
优点
资源广泛
纯净度高
热量高
适合
Cr
钢
资源回收
C: 0.01-0.30%
P: ≤0.04%
适合
Ni
钢
流程短
适合
Ni
钢
工艺灵活
品种多
钢水纯净
适合
Cr
钢
问题点
C: 4.0-4.5%
P: 0.04-0.10%
国内资源少
Cu
、
Sn
、
Pb
高
热量低
品种少
炉龄低
流程长
1
、自主集成流程创新
1.1
流程分析
——
综合比较
三、创新点及关键技术
可见,采用铁水和三步法工艺适合生产铬不锈钢。
15
转 炉
底供氧强度
(
m3/min
·
t
)
底吹风嘴
冷却方式
平均冶炼时间
(
min
)
炉容产能
(
T/t
·
a
)
不锈钢
生产厂
K-OBM-S
max1.5
LPG
强冷却
55
~
65
7500
太 钢
二炼钢厂
(
方案
)
DC-KCB
0.25
惰性气体
70
~
75
3780
JFE
(川崎)
千叶四厂
LD-OB
0.2
惰性气体
75
~
85
3620
新日铁
八幡厂
MRP
0
惰性气体
80
~
90
4600
巴 西
ACESITA
厂
AOD-L
0.8
惰性气体
60
~
70
6600
3000
浦项一炼钢厂
太钢三炼钢厂
三、创新点及关键技术
1
、自主集成流程创新
1.2
主体冶炼设备比较与选择
K-OBM-S
:更适合于采用高碳铁水冶炼铬不锈钢,有利于炉机匹配,
实现多炉连浇。
16
1
、自主集成流程创新
1.3
太钢全新流程
——
集 成
三、创新点及关键技术
DEP+EAF → K-OBM-S → VOD+LF → CCM
以铁水为主原料,
K-OBM-S
为主体冶炼装备,三步法工艺流程。
17
生 产 厂
生 产 工 艺 流 程
太 钢
第二炼钢厂
DEP+
UHP- EAF
→
K-OBM-S
→
VOD
→
LF
→
CCM
JFE
(川崎)
千叶四厂
DEP
→
SR-KCB
→
DC-KCB
→
VOD
→
CCM
新日铁
八幡厂
DEP+EAF
→
LD-OB
→
VOD
→
PI
→
CCM
巴 西
ACESITA
厂
DEP+EAF
→
MRP
→
VOD
→
LF
→
CCM
1
、自主集成流程创新
1.3
太钢全新流程
——
比 较
三、创新点及关键技术
18
原料适应性强
:
采用超高功率电炉,有利于铁水和合金预熔液金属
料优化配置,与废钢冶炼不锈钢工艺相比,原料优势明显。
物流和节奏匹配好、生产效率高:
K-OBM-S
转炉供氧强度高、冶炼周
期短;精炼炉除双工位
VOD
外,还配备了
LF
炉,炉机匹配良好;
适应品种规格多样化:
方板坯不锈钢兼容连铸机,既满足了不锈钢
板坯、又满足了不锈钢方坯的需求;工艺兼容性好。
三、创新点及关键技术
1
、自主集成流程创新
1.3
太钢全新流程
——
优 点
19
工 艺
冶炼流程
典型钢种
三步工艺
EAF
→
K-OBM-S
→
VOD
304L
、
316L
二步工艺
K-OBM-S
→
VOD
409L
、
430
一步工艺
K-OBM-S
410S
、
420
1
、自主集成流程创新
工艺兼容灵活:
三、创新点及关键技术
1.3
太钢全新流程
——
优 点
20
相关技术
炉衬设计和炉衬材质优化
不锈钢冶炼操作护炉技术
风嘴冷却工艺和
“
蘑菇头
”
控制技术
不锈钢转炉底吹溅渣护炉工艺技术
快速热更换小炉底技术
车载式炉壳整体更换技术
2
、
K-OBM-S
转炉长寿命技术创新
设计
400
次
太钢最高
703
次
国际最高
600
次
国际领先
三、创新点及关键技术
——
炉龄对不锈钢生产效率和成本有重大影响
K-OBM-S
炉龄
21
3
、关键技术开发
研究效果
——
冶炼时间缩短
终点命中率高
铬回收率提高
3.1
开发了
K-OBM-S
冶炼不锈钢数学模型
三、创新点及关键技术
钢液中铬含量变化曲线
氧化期
还原期
氧化期
还原期
22
纯净度控制技术
超纯铁素体不锈钢要求
——
[C+N]≤150ppm
关键点
——
⑴
预吹氧
+
沸腾脱碳强底吹搅拌控制
⑵
合理的过程真空度和终点高真空度控制
效 果
——
太钢
409L
铁素体不锈钢
[C+N]≤120ppm
,其中
VOD
最低氮含量
45ppm
、成品最低氮含量
64ppm
;
同时,磷、硫及五害元素低。
3.2
高质量超纯铁素体不锈钢的生产技术
3
、关键技术开发
三、创新点及关键技术
23
铸坯结晶组织控制技术
关键点
——
⑴
中包低过热度及合理的冷却制度匹配
⑵
强电磁搅拌参数控制
⑶
微合金化技术
效 果
——
连铸坯等轴晶比例达到
40
%~
90%
;有效解决了连铸过
程铸坯表面纵裂、角裂和内部裂纹等铬不锈钢连铸难题。
3.2
高质量超纯铁素体不锈钢的生产技术
3
、关键技术开发
三、创新点及关键技术
24
夹杂物控制技术
关键点
——
钢水纯净度控制以及对夹杂物形态的变性处理
效 果
——
(冷轧板)
3.2
高质量超纯铁素体不锈钢的生产技术
纯净度
太 钢
不锈钢新炼钢生产线
JFE(
川崎
)
千叶四厂
浦 项
第二炼钢厂
氧含量(
ppm
)
≤ 30
≤ 30
≤ 40
夹杂物尺寸(
μm
)
≤ 20
≤ 20
≤
20
3
、关键技术开发
三、创新点及关键技术
改进后
改进前
25
关键点
——
⑴
VOD
初始碳含量控制
⑵
镍当量成分控制
效 果
——
K-OBM-S
转炉、
VOD
全程供氮,无氩冶炼多品种不锈钢
关键点
——
⑴
结晶器活动段整体快换
⑵
连铸机辊列间距准确调整
⑶
二次冷却水及控制系统快速转换
效 果
——
实现了一机多规格方、板坯生产
3
、关键技术开发
三、创新点及关键技术
3.3
无氩冶炼工艺技术
3.4
连铸机快速转换技术
26
三、创新点及关键技术
4
、重大突破
铁水比例
60
~
100%
,返回比
0
~
40%
原料结构突破
最短冶炼时间
49min
,全线生产效率高
铬钢比例达到
58.9%
,质量达到国际先进水平
成本是
AOD
二步法(太钢三炼钢)的
85
~
90%
生产效率突破
生产成本突破
品种质量突破
27
1
、主要技术经济指标国际领先
转炉指标
太 钢
第二炼钢厂
K-OBM-S
JFE(
川崎
)
千叶四厂
DC-KCB
新日铁
八幡厂
LD-OB
巴 西
ACESITA
MRP
平均冶炼时间
(
min
)
平均值
53
最小值
49
70
~
75
75
~
85
80
~
90
氩气消耗(
Nm
3
/t
)
304
0
不生产
3
~
5
3
~
8
430
平均值
5.6
12
~
15
12
~
15
不生产
合金收得率
(%)
Ni
平均值
98.9
不生产
98
~
98.5
98
~
98.5
Cr
平均值
97.8
97
~
98
97
~
98
96.5
~
97.5
四、研究开发效果
28
典型牌号
(
r
值
)
430
409L
436L
444
生产厂
太 钢
1.10
1.51
1.42
1.41
JFE
(
川崎
)
1.12
1.50
1.45
1.40
2
、产品质量达到国际先进水平
2.1
冷轧产品特性
铁素体不锈钢成型性特性指标
r
值
如下表所示
四、研究开发效果
29
2
、产品质量达到国际先进水平
2.2
产品认证
四、研究开发效果
30
2.3
进入车辆、奥运、家电、造币以及欧美市场
汽车排气管(
409L
)
2
、产品质量达到国际先进水平
四、研究开发效果
洗衣机内筒(
430
)
体育馆屋顶
(
444
)
1
角硬币(
CTSZB
)
地铁车辆(
301L
)
31
2.4
客户评价
2
、产品质量达到国际先进水平
美国某经销商:
太钢不锈钢新炼钢生产线的产品质量优于
JFE
(
川崎
)
、新日铁。
——
广东正添不锈钢制品有限公司
四、研究开发效果
国内某汽车制造厂盲评结果
:
太钢
409L
制作的排气管质量优于浦项,与
JFE
(
川崎
)
相当。
——
杭州近江钢管制造有限公司
32
3
、开发的品种满足了国内市场的需求
填补了国内空白
开发了
47
个
品种,其中造币用
CTSZB
、客车用
301L
、屋顶用
444
、
排气管用
436L
、集装箱用
410L
等
12
个
品种填补了国内空白。
四、研究开发效果
改善了品种结构
太钢铬不锈钢产量由
2002
年的
2.3
万吨
,提高到
2005
年的
30.8
万吨
,占不锈钢新炼钢生产线总产量的
58.9%
。太钢铬不锈钢比例达
到
32.8%
,超过世界平均水平。
33
4
、形成一套具有自主知识产权的专有技术
开发了十八项专有技术,申请了四项国家发明专利
四、研究开发效果
《
一种以铁水为主原料冶炼不锈钢的方法
》
——
申请号
200510012599.1
《
转炉热更换炉底环缝填充方法
》
——
申请号
200410064527.7
《
真空吹氧脱碳精炼炉冶炼不锈钢高碳区脱氮方法
》
——
专利号
ZL200410012108.9
《
一种铁路车辆用的高强耐蚀钢板及其制备方法
》
----
申请号
200510012431.0
34
5
、企业效益巨大
四、研究开发效果
粗钢产量
53.6
万吨
,太钢不锈钢总产量
92.5
万吨
,
03
~
05
年连续三年居世界不锈钢生产企业
第八位
;
不锈钢产量大幅度增长,收入显著提高
销售收入
65.2
亿元
,
占企业总收入
27.1%
;利润
7.0
亿元
,占企业总利润
36.8%
;税收
3.9
亿元
,占企业总
税收
27.1%
;
2005
年
产 量
2005
年
效 益
三年累计新增销售收入
147.7
亿元
、新增利润
15.0
亿元
、新增税收
9.5
亿元
。
03
~
05
年
累计效益
35
6
、社会效益显著
四、研究开发效果
节约资源
少用镍
2.6
万吨
/
年,节约外汇
4.5
亿美元
;
增加利税
年产不锈钢
53
万吨,增加利税
10.9
亿元
/
年
;
替代进口
以产顶进
23
万吨
/
年,节约外汇
3.8
亿美元
;
出口创汇
年出口量
8.8
万吨,创汇
1.1
亿美元
;
示范作用
对国内外后建
铁水冶炼不锈钢
生产线起到了
借鉴和示范作用。
36
节约
在国际上首次自主集成创新的
“
以铁水为主原料、以
K-OBM-S
为主体装备的不锈钢冶炼全新流程
”
取得了显著效果,主要技术经济指标国际领先,整体技术达到国际先进水平。
形成了一整套具有自主知识产权的以铁水为主原料不锈钢冶炼工艺技术,实现了多项创新,申报四项发明专利。
对缓解我国不锈钢废钢和镍资源短缺的状况,提高产业集中度,推动我国不锈钢生产工艺技术进步和调整产品结构,增加铬不锈钢比例,提高市场竞争力,以及我国长流程钢铁企业新建和改造不锈钢厂都具有重大意义。
五、结 论
37
附表
:
主要完成人员贡献简要说明
序号
姓 名
主 要 贡 献
1
王一德
项目总负责人,主持工艺技术方案制定、技术开发及主体设备选择与引进,负责炼钢、热连轧和冷轧全线工艺衔接。
2
李建民
负责制定铁水冶炼不锈钢生产线工艺技术操作规程以及品种开发和质量攻关工作。
3
徐芳泓
负责新工艺新产品开发实施方案的制定和全线质量跟踪,以及技术管理工作。
4
王百东
负责项目建设和设备安装调试。
5
谢 力
负责方、板坯兼容连铸机安装、调试。
6
刘卫东
负责转炉工序技术工作。
7
范光伟
负责铁素体品种开发及质量攻关工作。
8
赵大同
负责精炼工序技术工作。
9
姜周华
研究
K-OBM-S
转炉物料及热量平衡,建立动态优化数学模型。
10
包燕平
研究
VOD
水力学模型,优化
VOD
精炼工艺。
谢谢各位专家