

- 2.39 MB
- 2021-05-14 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
中国石油油气田地面建设标准化施工技术手册
第三分册
工艺安装工程
(
立式圆筒形储罐
)
第五节 静设备安装
2.
立式圆筒形储罐安装
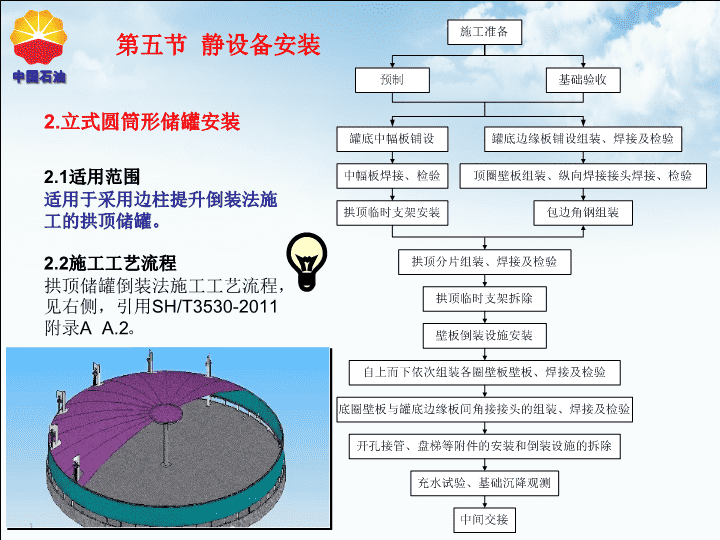
2.1
适用范围
适用于采用边柱提升倒装法施工的拱顶储罐。
2.2
施工工艺流程
拱顶储罐倒装法施工工艺流程,见右侧,引用
SH/T3530-2011
附录
A A.2
。
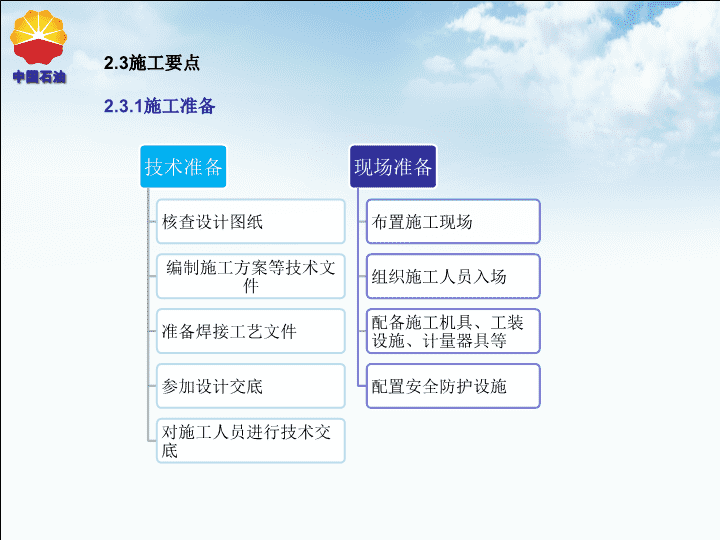
2.3
施工要点
2.3.1
施工准备
技术准备
核查设计图纸
编制施工方案等技术文件
准备焊接工艺文件
参加设计交底
对施工人员进行技术交底
现场准备
布置施工现场
组织施工人员入场
配备施工机具、工装设施、计量器具等
配置安全防护设施
应形成相应自检记录
2.3.2
材料验收
外观:
钢板和附件上应有清晰的产品标识;钢板应逐张进行外观检查,其质量应符合设计文件和现行国家标准的有关规定;钢板表面局部减薄量、划痕深度与钢板实际厚度负偏差之和,应符合设计文件和相应钢板标准的要求。
1
实测:
利用钢卷尺、数字式超声波测厚仪、游标卡尺、焊接检验尺等等对钢板尺寸、厚度、局部减薄量、划痕深度进行测量。
2
随机资料:
储罐建造选用的材料、附件、焊接材料,必须具有质量合格证明书,并应符合设计文件和相应国家标准的规定。
3
复验:
材料复验应符合设计文件的要求。对质量有疑义时,应由材料采购方进行复验。
4
2.3.3
储罐预制和安装检验用样板
使用弧形样板检查曲率,曲率半径≤
12.5m
时,弧形样板弦长应≥
1.5m
;曲率半径>
12.5m
时,弧形样板弦长应≥
2m
。
1
直线样板长度应≥
lm
。
2
测量焊缝棱角度的弧形样板,其弦长应≥
lm
。
3
配备齐全
校验
校验记录
妥善保管
标识
检查
2.3.4
底板预制
底板排板图:
绘制排板图,排板直径放大
0.1%
~
0.15%
。
边缘板和不规则中幅板应逐一编号。
1
边缘板预制:
对接采用不等间隙,外小内大;预制时可预留
1
块~
2
块调整板。
切割后,对其几何尺寸用钢卷尺测量检查。
厚度≥
12mm
,应在坡口两侧进行超声检查;如火焰切割,应对坡口表面进行磁粉或渗透检测。
2
图
1
环形边缘板对接接头
图
2
环形边缘板下料示意
1-
排板图尺寸
2-
实际下料尺寸
3-
调整余量
图
3
环形边缘板尺寸测量部位
A
B
C
D
E
F
中幅板预制:
1
)与环形边缘板连接的不规则中幅板,宜沿径向预留
50mm
~
150mm
的余量,待与环形边缘板组对时再割除;
2
)当中幅板采用搭接接头且设计文件无规定时,搭接宽度应≥
5
倍板厚,且应≥
25mm
;中幅板与边缘板的搭接宽度应≥
60mm
。
3
)当中幅板采用对接接头时,切割后对其几何尺寸用钢卷尺测量检查,偏差控制在允许范围内。
3
图
4
中幅板尺寸测量部位
B
A
C
D
E
F
排板图
是否符合
切割尺寸
自检记录
是否超差
边缘板
坡口检测
检查
a
2.3.5
壁板预制
壁板排板图:
绘制排板图。壁板应逐一编号,并醒目标识。
1
切割尺寸检查:
偏差应控制允许范围内。
2
壁板滚制后检查:
应
立置在平台上用样板检查
,垂直方向上用直线样板检查,其间隙应≤
2mm
;水平方向上用弧形样板检查,其间隙应≤
4mm
。
3
排板图
是否符合
切割尺寸
滚弧后
自检记录
检查
2.3.6
固定顶顶板预制
固定顶顶板排板:
1
)顶板任意相邻焊缝的间距,应≥
200mm
;
2
)单块顶板本身的拼接,宜采用对接。
1
加强肋加工成型后,应采用弧形样板检查,其间隙应≤
2mm
。
2
每块顶板应在胎具上与加强肋拼装成型,焊接时应采取防变形措施。
3
顶板拼装成型脱胎后,应用弧形样板检查,其间隙应≤
10mm
。
4
焊缝间距
拼装成型
脱胎弧度
自检记录
检查
2.3.7
附件预制
抗风圈、加强圈、包边角钢、抗拉环、抗压环等弧形构件加工成型后,用弧形样板检查弧度,其间隙应≤
2mm
;放在平台上检查其翘曲变形,变形量不应超过构件长度的
0.1%
,且应≤
6mm
。
1
热煨成型的构件,不应有过烧现象。
2
罐壁开孔补强板的切割表面应光滑平整、棱角倒圆;曲率应与该处壁板的曲率一致;拼接补强板的对接焊缝应采用全熔透焊缝;补强板上应有信号孔。
3
弧形构件
弧度、翘曲
热煨构件
不应过烧
开孔补强板
曲率、信号孔
检查
2.3.8
基础验收
基础交付安装:
基础施工单位应提交与安装有关的技术资料,基础上应清晰准确的标识出中心位置、方位(
0°
、
90°
、
180°
、
270°
角度线)和标高。
1
外观:
沥青砂层表面平整密实,无突出的隆起,凹陷及贯穿裂纹;基础环梁混凝土现浇结构外观良好;沉降观测点设置完好。
2
实测:
对储罐基础中心标高、支承罐壁的基础表面高差、沥青砂表面凹凸度进行测量、复验。
3
复测
交接
记录
标识
中心位置
方位、标高
保护
安装过程
不得损坏
检查
《
储罐基础检查验收记录
》
2.3.9
罐底组装
划线:
1
)标记罐底中心和
0°
、
90°
、
180°
和
270°
方位线;
2
)放出储罐底板外圆周线,即边缘板铺设外圆周线,半径可按下方公式计算。
1
垫板铺设:
罐为对接接头时,应按排板图焊缝位置,进行垫板铺设。垫板拼接接头采用对接熔透焊,焊后磨平。垫板需留置伸缩缝并安装插入板。环形边缘板的垫板应先预制成
L
型,并与环形边缘板背面进行定位焊。
2
图
5
环形边缘板垫板的安装
边缘板组装:
1
)环形边缘板,先铺设清扫孔处,再以该板为起点向两个方向进行铺设。坡口间隙外小大。为控制焊接角变形,应安装反变形卡具使焊缝对口向上反变形翘起。
2
)非环形边缘板,在与壁板相焊接的部位,应有≥
300mm
采用对接接头形式。边缘板和对接接头下面的垫板应紧贴。
3
图
7
罐底非环形边缘板的组装结构示意
1-
垫板;
2-
边缘板;
3-
壁板
图
6
环形边缘板反变形卡具安装
反变形用对口卡
边缘板
锥形销
方楔子
中幅板组装:
1
)先铺设中心定位板,其上的中心定位十字线应与基础方位重合。中幅板由中心板带向两侧铺设,先铺条形板,后铺带形板。边铺设,边调整对口间隙(对接接头)或搭接宽度(搭接接头),随之进行定位焊。
2
)搭接接头三层钢板重叠部分,应将上层底板切角。在上层底板铺设前,应先焊接被上层底板覆盖部分的角接接头。
3
)中幅板与环形边缘板连接处的中幅板预留量切割前,应将环形边缘板间的对接焊缝、中幅板焊缝以及大角缝焊完;切割后,应立即组对、焊接。
4
图
9
搭接接头三层钢板重叠部分的切角尺寸
A-
上层底板;
S-A
板覆盖的焊缝长度;
L-
搭接宽度
对照排板
一致性
外圆周线
计算
划线
组对间隙
搭接、对接
边缘板
检查
三层搭接
切角
2.3.10
拱顶组装
在最上圈壁板及包边角钢组装后设置拱顶组装支架。支架高度宜比支撑位置的计算高度高出
50mm
~
80mm
。
1
在包边角钢和临时支架上划出每块拱顶板的位置线,并焊上限位挡板。
2
拱顶板组装宜先在对称位置上组装两块或四块拱顶板,定位焊后对称组装其余拱顶板,并调整搭接宽度,搭接宽度允许偏差为
±5mm
。
3
径向焊接接头和环向焊接接头焊后拆除组装支架。
4
安装拱顶中心顶板。
5
顶板组焊后用弧形样板检查,间隙应≤
15mm
。
6
图
10
拱顶组装示意
1-
中心伞架;
2-
罐顶;
3-
临时支架;
4-
包边角钢
2.3.11
附件安装
(
1
)包边角钢安装
(
2
)接管安装
(
3
)盘梯、平台安装
顶圈壁板组焊并检查合格后安装包边角钢。包边角钢的对接接头应全焊透,与壁板纵向焊接接头的间距应≥
300mm
。与壁板的焊接应先断续焊,后连续焊。
接管中心位置
、
外伸长度
需控制;
法兰的螺栓孔应跨中安装;法兰密封面不应有焊瘤和划痕,且应与接管轴线垂直
;
补强圈焊后应从信号孔通入压缩空气做气密实验。
壁板安装时划出盘梯支架和平台支架的安装位置线,并经检查合格后安装支架、平台、盘梯及栏杆。栏杆的焊接接头应全焊透,栏杆高度一致,立柱垂直且间距均匀;踏步应水平
。
接管
中心位置
法兰密封面
保护
无划痕、焊瘤
检查
2.3.12
充水试验
(
1
)充水试验前应具备的条件:
1
)所有附件及其他与罐体焊接的构件应全部完工,并检验合格。
2
)工装及工卡具全部拆除,焊疤打磨合格。
3
)所有与严密性试验有关的焊缝,均不得涂刷油漆。
4
)沉降观测点的初始数据已测定。
5
)充水试验宜用洁净淡水,试验水温不低于
5℃
。
试验项目
检查方法
合格标准
罐底严密性
充水试验,观察基础周边
无渗漏
罐壁强度及严密性
充水至设计最高液面
保持
48h
,无渗漏,无异常变形
固定顶的强度试验与严密性试验
罐内充水到设计最高液位下
1000mm
将所有开孔封闭,缓慢充水升压,当升至设计压力时,暂停充水,涂肥皂水检查
罐顶无异常变形,焊接接头无渗漏
固定顶稳定性
充水到设计最高液位,将所有开孔封闭后放水缓慢降压,达到试验负压值时,停止放水,观察检查
罐顶无异常变形
基础沉降观测
在充水试验过程中对基础沉降观测点进行高程观测
见设计文件或
GB 50128
《立式圆筒形钢制焊接储罐施工规范》附录
B
(
2
)
充水试验项目、检查方法及合格标准
2.4
关键控制点
2.4.1
罐壁组装
(
1
)检查标准:
关键控制点
罐壁组装
罐体焊接
1
)倒装法施工顶圈壁板:
a.
相邻两壁板上口水平;在整个圆周上任意两点水平;
b.
壁板的垂直度。
2
)其他各圈壁板的垂直度。
3
)壁板对接接头的组装间隙。
4
)保证内表面齐平,错边量。
5
)罐壁组装焊接后的几何形状和尺寸:
a.
罐壁高度允许偏差
;
b.
罐壁垂直度的允许偏差
;
c.
焊缝棱角度
;
d.
罐壁的局部凹凸变形
;
e.
底圈壁板内表面半径的允许偏差
;
f.
底圈壁板外表面沿径向至边缘板外缘的距离。
(
2
)施工方法及操作注意事项:
壁板编号,防变形;组装前,检查尺寸。
1
组装时,采取防风措施。
2
首圈壁板内组装圆半径
。
3
首圈壁板组装
。
4
倒装提升机具就位
。负荷计算 ,间距,综合考虑。
5
第二圈壁板及其余各圈壁板的组装
。围板、收口。
6
罐壁板与罐底板之间的组装
。防变形。
7
拆除工卡具时,不得损伤母材;如有,应按要求修补
。
8
120 100
80 100 80
罐壁板
龙门板
δ=10
5t
倒链
图
13
罐壁板组装尾板收口索紧示意
第二圈壁板组装应待储罐倒装提升机具安装就位后才可进行。按排板图划出下圈壁板壁板纵向焊接接头在上圈壁板上的安装位置线,以上圈壁板作为胎具围板,壁板间间隙和水平度调整合适后,纵向焊接接头即可点焊固定。采用倒装法施工时,壁板一般不采用净料组对,而是在相对均匀的位置设置
2
~
4
张加长板作为尾板对称设置预留
1
~
2
处纵向焊接接头作为收口接头(具体设置几处一般视储罐直径大小及罐壁板厚度确定),在收口处上、下各安装
1
个收口用手拉葫芦,待罐体提升到位后收口索紧,割去多余壁板,组对收口接头。
对照排板
一致性
内组装圆
计算、划线
提升机具
数量、间距
检查
首圈壁板
水平、垂直
、半径
其他壁板
垂直度
焊缝组对
间隙、错边
焊后尺寸
棱角度
凹凸度
2.4.2
罐体焊接
(
1
)检查标准:
(
2
)施工方法及操作注意事项:
外观检查
无损检测及严密性试验
焊接变形
焊工具有相应资格后,承担合格项目范围内的焊接工作
。
1
合格的焊接工艺评定报告。符合
NB/T 47014
和
GB 50128
附录
A
。
2
焊接环境控制:雨雪雾、风速、温度、大气相对湿度。
3
焊接始端应采用后退起弧法,终端弧坑填满。层间接头错开。
4
搭接角焊缝,应至少焊两遍
。
5
气刨清根后修整刨槽,磨除渗碳层。
6
罐底的焊接,应采用收缩变形最小的焊接工艺及焊接顺序
。
7
a.
中幅板焊接时,先焊短焊缝,后焊长焊缝;初层焊道宜采用分段退焊或跳焊法。
b.
罐底环形边缘板的焊接,宜先完成靠外缘
300mm
部位的焊缝,在罐底与罐壁连接的角焊缝焊完后且边缘板与中幅板之间的收缩缝施焊前,完成剩余边缘板的对接焊缝和中幅板的对接焊缝;环形边缘板对接焊缝的初层焊道宜采用焊工均匀分布、对称施焊的方法进行;边缘板与中幅板之间的收缩缝的初层焊道宜采用分段退焊或跳焊法进行。
c.
非环形边缘板的罐底不宜留收缩缝。
d.
罐底与罐壁连接的角焊缝,宜在底圈壁板纵焊缝焊接完毕后,由数对焊工均匀分布,分别从罐内、外沿同一方向进行分段焊接,宜先焊罐内侧角焊缝,后焊罐外侧角焊缝。初层焊道宜采用分段退焊或跳焊法。
巩固一下
罐底焊接顺序
搭接角焊缝,应至少焊两遍
。
8
气刨清根后修整刨槽,磨除渗碳层。
9
a.
宜先焊纵向焊缝,后焊环向焊缝。当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝;采用不对称坡口时,应先焊大坡口侧,后焊小坡口侧。
b.
纵向焊缝采用气体保护焊时,宜自下向上焊接。环焊缝采用埋弧自动焊时,焊机宜均匀分布,并沿同一方向施焊;采用焊条电弧焊时,焊工宜均匀分布并沿同一方向施焊。
a.
宜先焊内侧焊缝,后焊外侧焊缝。径向的长焊缝宜采用隔缝对称施焊方法,并由中心向外分段退焊。
b.
顶板与包边角钢焊接时,焊工宜对称均匀分布,并沿同一方向分段退焊。
罐体焊缝
外观检查、无损检测及严密性试验
。
10
焊缝内部缺陷的返修
:
11
a.
焊缝内部的超标缺陷在焊接修补前,应探测缺陷的埋置深度,确定缺陷的清除面,清除长度应≥
50mm
,清除的深度不宜大于板厚的
2/3
;当采用碳弧气刨时,缺陷清除后应修磨刨槽。
b.
返修后的焊缝,应按原规定的方法进行无损检测,并应达到合格标准。
c.
焊接返修的部位、次数和检测结果应做记录。同一部位的返修次数,不宜超过二次;当超过二次时,应查明原因并重新制定返修工艺,经施工单位现场技术总负责人批准后实施。
d.
罐体充水试验中发现的罐壁焊缝缺陷,应放水使水面低于该缺陷部位
300mm
左右,并应将修补处充分干燥后再进行修补。
焊接顺序
焊缝外观
无损检测及
严密性试验
检查
焊后变形
储罐基础检查验收记录
储罐罐体组装检查记录
储罐焊接记录
储罐焊缝返修记录
储罐罐体几何尺寸检查记录
固定顶、内浮顶的储罐强度及严密性试验报告
储罐基础沉降观测记录
记录
GB50128-2014
立式圆筒形钢制焊接储罐施工规范
SH/T3530-2011
石油化工立式圆筒形钢制储罐施工技术规程
SY 4202-2007
石油天然气建设工程施工质量验收规范 储罐工程
标准
分项
检查项
分值
达不到指标要求时扣分标准
预制
材料验收
5
钢板应逐张进行外观及尺寸(包括局部减薄量)的检查,并形成相应自检记录,否则扣
5
分。
储罐预制和安装检验用样板
5
储罐预制和安装检验用样板,应符合下列规定:
(
1
)使用弧形样板检查曲率,曲率半径≤
12.5m
时,弧形样板弦长应≥
1.5m
;曲率半径>
12.5m
时,弧形样板弦长应≥
2m
。
(
2
)直线样板长度应≥
lm
。
(
3
)测量焊缝棱角度的弧形样板,其弦长应≥
lm
。
样板配备不全、制作后未经校验、无校验记录或因保管不善造成失准,视情况扣
2
~
5
分。
底板预制
5
储罐底板预制前,应使用
Auto CAD
等软件绘制排板图,并符合相应规定,否则扣
5
分。
罐底环形边缘板、中幅板预制尺寸应进行检查,并形成相应自检记录,无自检记录,扣
2
分;经检查发现有超差现象但不多于检件数量
20%
时,扣
3
分;多于检件数量
20%
时 ,扣
5
分。
厚度≥
12mm
的环形边缘板,坡口如未按相关规定进行超声检测、磁粉或渗透检测,扣
5
分。
立式储罐安装标准化施工检查考核细则
1
分项
检查项
分值
达不到指标要求时扣分标准
预制
壁板预制
10
储罐壁板预制前,应使用
Auto CAD
等软件绘制排板图,并符合相应规定,否则扣
10
分。
储罐壁板切割加工尺寸应进行检查,并形成相应自检记录,无自检记录,扣
4
分;经检查发现有超差现象但不多于检件数量
20%
时 ,扣
6
分;多于检件数量
20%
时 ,扣
10
分。
壁板滚制后,应用样板进行直线度和弧度检查,并形成相应自检记录,无自检记录,扣
4
分;经检查发现有超差现象但不多于检件数量
20%
时 ,扣
6
分;多于检件数量
20%
时 ,扣
10
分。
开孔接管与罐壁板、补强板焊后,应进行整体消除应力热处理,却未进行的,扣
10
分。
固定顶预制
3
固定顶顶板任意相邻焊缝的间距,如小于
200mm
,扣
3
分。
顶板拼装成型脱胎后,应用弧形样板检查,并形成相应自检记录,无自检记录,扣
1
分;经检查发现有超差现象但不多于检件数量
20%
时 ,扣
2
分;多于检件数量
20%
时 ,扣
3
分。
附件预制
2
抗风圈、加强圈、包边角钢、抗拉环、抗压环等弧形构件加工成型后,应检查弧度和翘曲变形,经检查发现有超差现象但不多于检件数量
20%
时 ,扣
1
分;多于检件数量
20%
时 ,扣
2
分。
罐壁开孔补强板的曲率如与该处壁板的曲率不一致,扣
2
分。
补强板上信号孔未正确留置或未采用钻孔而采用火焰切割的,扣
2
分。
立式储罐安装标准化施工检查考核细则
2
分项
检查项
分值
达不到指标要求时扣分标准
组焊
基础验收
5
对基础进行复测,办理基础交接,无
《
储罐基础检查验收记录
》
扣
5
分。
基础应清晰准确的标识出中心位置、方位和标高,未标识扣
5
分。
安装过程不得损坏基础,如有损坏应及时修复,否则扣
5
分。
罐底组装
8
罐底组装铺板与罐底排板图不一致,扣
8
分。
储罐底板外圆周线计算、划线是否准确,如不准确扣
8
分。
对接接头,检查垫板与底板是否贴紧、组对间隙是否控制在合理范围内,经检查发现有不符合但不多于检件数量
20%
时,扣
3
分;多于检件数量
20%
时,扣
5
分。
搭接接头,检查搭接间隙、搭接宽度是否符合要求,经检查发现有不符合但不多于检件数量
20%
时,扣
3
分;多于检件数量
20%
时,扣
5
分。
搭接接头的三层钢板重叠部分切角不规范,经检查发现但不多于检件数量
20%
时,扣
5
分;多于检件数量
20%
时,扣
8
分。
环形边缘板组装应保证间隙为外小内大,经检查发现有不符合但不多于检件数量
20%
时,扣
5
分;多于检件数量
20%
时,扣
8
分。
罐壁组装
12
罐壁组装与罐壁排板图不一致,扣
12
分。
首圈壁板(倒装法施工顶圈壁板)内组装圆半径计算、划线是否准确,如不准确扣
12
分。
倒装提升机具布置数量、布置间距是否合理,不合理扣
12
分。
首圈壁板组装的上口水平度、垂直度、焊后壁板内表面任意点的半径允许偏差,经检查发现有超差现象但不多于检件数量
20%
时 ,扣
8
分;多于检件数量
20%
时 ,扣
12
分。
其他各圈壁板组装的垂直度,经检查发现有超差现象但不多于检件数量
20%
时 ,扣
5
分;多于检件数量
20%
时 ,扣
8
分。
纵环缝组对间隙、错边量和焊后棱角度、凹凸度,经检查发现有超差现象但不多于检件数量
20%
时 ,扣
5
分;多于检件数量
20%
时 ,扣
8
分。
立式储罐安装标准化施工检查考核细则
3
分项
检查项
分值
达不到指标要求时扣分标准
组焊
焊接一般规定
8
应有支持的焊接工艺评定文件,否则扣
8
分。
焊工应有相应资格证书,否则扣
8
分。
焊接材料应与焊接工艺评定文件要求相符,否则扣
8
分。
焊接环境监测记录未建立或失真,扣
4
分。
现场应设立焊材烘干室,其内应配备烘干箱、焊材架、温湿度计、除湿设施,焊材烘干及发放应由专人负责,并准确进行记录。无烘干室,扣
8
分;烘干室内配备不全或不规范,酌情扣
4
~
6
分;未设专人扣
4
分;记录不准确扣
4
分;烘干或发放不规范,酌情扣
4
~
6
分。
焊后应将熔渣、飞溅清理干净,否则视情况扣
4
~
6
分。
罐底焊接
8
罐底焊接顺序不合理,扣
8
分。
焊缝表面质量如有不符合规范要求的,酌情扣
4
~
6
分。
大角缝经检查发现有焊角不足但不多于检查数量
20%
时 ,扣
5
分;多于检查数量
20%
时 ,扣
8
分。
罐底焊后凹凸度超出规范要求的,扣
8
分。
罐壁焊接
12
罐底焊接顺序不合理,扣
12
分。
焊缝表面质量如有不符合规范要求的,酌情扣
6
~
9
分。
焊缝背面清根不彻底,酌情扣
6
~
9
分。
立式储罐安装标准化施工检查考核细则
4
分项
检查项
分值
达不到指标要求时扣分标准
组焊
固定顶组焊
4
搭接宽度经检查发现有超差但不多于检查数量
20%
时 ,扣
2
分;多于检查数量
20%
时 ,扣
4
分。
顶板组焊后用弧形样板检查局部凹凸度,经检查发现有超差但不多于检查数量
20%
时 ,扣
2
分;多于检查数量
20%
时 ,扣
4
分。
附件安装
3
与外部相连的工艺接管中心位置偏差超
10mm
,扣
3
分。
法兰密封面应采取保护措施,不应有焊瘤和划痕,否则扣
3
分。
检查与验收
10
无损检测应符合设计及规范要求,如有漏检或检测数量不足,扣
10
分。
储罐罐体几何尺寸检查记录、储罐强度及严密性试验报告、储罐基础沉降观测记录等交工技术文件应齐全,否则扣
10
分。
立式储罐安装标准化施工检查考核细则
5
简答题
简述储罐罐底的焊接顺序。
储罐罐底的焊接宜按下列顺序进行:
a.
中幅板焊接时,先焊短焊缝,后焊长焊缝;
b.
罐底环形边缘板的焊接,宜先完成靠外缘
300mm
部位的焊缝,在罐底与罐壁连接的角焊缝焊完后且边缘板与中幅板之间的收缩缝施焊前,完成剩余边缘板的对接焊缝和中幅板的对接焊缝;
c.
罐底与罐壁连接的角焊缝,宜在底圈壁板纵焊缝焊接完毕后进行焊接,宜先焊罐内侧角焊缝,后焊罐外侧角焊缝
。