

- 57.71 KB
- 2021-10-20 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
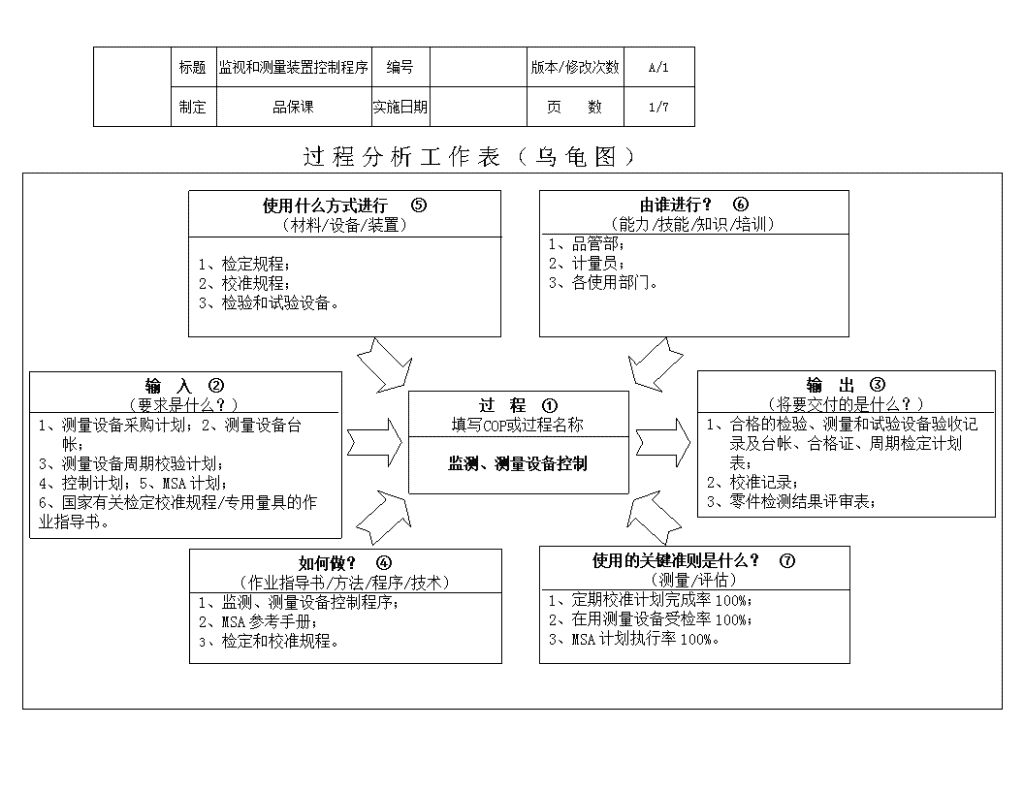
过 程 分 析 工 作 表 ( 乌 龟 图 )
由谁进行? ⑥
(能力/技能/知识/培训)
1、 品管部;
2、 计量员;
3、 各使用部门。
使用什么方式进行 ⑤
(材料/设备/装置)
1、 检定规程;
2、 校准规程;
3、 检验和试验设备。
输 入 ②
(要求是什么?)
1、 测量设备采购计划;2、测量设备台帐;
3、 测量设备周期校验计划;
4、 控制计划;5、MSA计划;
6、国家有关检定校准规程/专用量具的作业指导书。
输 出 ③
(将要交付的是什么?)
1、 合格的检验、测量和试验设备验收记录及台帐、合格证、周期检定计划表;
2、 校准记录;
3、 零件检测结果评审表;
4、 MSA结果分析。
过 程 ①
填写COP或过程名称
监测、测量设备控制
使用的关键准则是什么? ⑦
(测量/评估)
1、 定期校准计划完成率100%;
2、 在用测量设备受检率100%;
3、 MSA计划执行率100%。
如何做? ④
(作业指导书/方法/程序/技术)
1、 监测、测量设备控制程序;
2、 MSA参考手册;
3、 检定和校准规程。
1
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
1 目的
确定需要实施的监视和测量以及所需的监视和测量装置,并加以控制,为产品符合确定的要求提供证据。
2 范围
适用于本公司汽车铝合金轮辋设计、开发、生产和服务全过程所需的监视和测量装置的控制。
3 定义
3.1 监视和测量装置:用于证实产品符合规定要求而使用的所有检测仪器及试验设备(包括试验软件)。
3.2 免检装置:测量、试验仅作参考或不直接影响其产品质量的量仪、设备。
3.3 监视和测量装置分类:
A类 国家规定强检的监视和测量装置;
B类 用于证实产品符合规定要求的监视和测量装置;
C类 一般指示性仪表、免检装置和卷尺,直尺等测量器具;
4 职责
4.1 生产技术部确定产品实现过程中所需要的监视和测量手段。
4.2 品管部确定所需要的监视和测量装置,并对其实施日常维修、保养、校验和管理。
4.3 监视和测量装置的使用部门负责按规定正确使用。
5 程序内容
5.1 生产技术部根据本公司生产的产品特性,确定所需的检测手段。
5.2 品管部根据技术部提供产品实现过程所需监视和测量手段,制定统一的监视和测量装置配置表。
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
5.1 监视和测量装置在购买之前,由使用部门根据监视和测量装置配置表填写请购单,经部门主管审核,交采购部确认后,报厂长批准进行采购。
5.2 监视和测量装置管理
5.2.1 新购入的监视和测量装置须有检验证明、出厂证明方可验收,并经校验合格后方可使用。
5.2.2 与零件有关的样板等工装必须明确标明相应产品的编号以及实际的更改状态。
5.2.3 监视和测量装置使用时,应确保其测量不确定度已知,并与要求的测量能力一致。
5.2.4 如果试验软件或比较标准用作检验手段时,使用前应加以校验,并按规定的周期加以复验。
5.2.5 确定测量参数及所要求的准确度,选择适用的具有所需准确度和精密度的监视和测量装置。
5.2.6 所有监视和测量装置(包括员工私有的)均需列入 《监视和测量装置台帐》及《监视和测量装置履历卡》中。
5.2.7 品管部根据原厂建议或监视和测量装置的特性、使用频率、相关资料等确定其校验周期。
5.2.8 C类监视和测量装置在采购时应选择具有资格的生产厂牌,并需附有合格证,平时无需检验。
5.2.9 品管部应编制监视和测量装置一览表,并制订校验计划。
5.5 监视和测量装置校验
5.5.1 监视和测量装置应由具有法定资格的计量员校验,校验后应有明确结论,并作好相应记录。
5.5.2 所测定的校准和测量数值应记录并保存。
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
5.5.1 当部分监视和测量装置不存在国际和国家规定的检定标准时,品管部应制定经品管部经理批准的检定标准,并保存检定记录。
5.5.2 本公司无能力校验的监视和测量装置,由品管部委托具有法定资格的检定单位(必须通过ISO/IEC导则17025)进行校验并有明确结论,品管部应对该外校过程进行监督和控制并保存校验记录。
5.5.3 法定资格的检定单位无法校验的部分监视和测量装置,可由其生产厂家校验后方可投入使用,品管部应规定复检的内容和周期并保存校验记录。
5.5.4 品管部应确保检验监视和测量装置有适宜的环境。
5.6 监视和测量装置标识
5.6.1 品管部应对经校验合格的监视和测量装置贴上《合格证》, 注明有效期、校验单位或校验者姓名。
5.6.2 经校验不合格的监视和测量装置,品管部应及时贴上《暂停使用》标识,并由品管员委托外校,合格后方可投入使用,并作好标识。
5.6.3 无法修复的监视和测量装置,品管部应及时贴上 “报废”标识并申报报废。
5.6.4 免检的监视和测量装置,品管部应贴上 “免校”标识。
5.6.5 经校验后的监视和测量装置,品管部必须在《监视和测量装置履历卡》上记录其校验状态。
5.7 监视和测量装置保管
5.7.1 监视和测量装置在搬运时,必须小心轻放。
5.7.2 监视和测量装置的存放环境必须符合其使用说明。
5.7.3 使用部门对监视和测量装置应定期进行清洗、保养。
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
5.5 若发现监视和测量装置偏离校准状态或因损坏造成失效时,对其检验的产品应予以重新检验,并记录检测结果。品管部应对该装置的有效性进行评估,根据评估结果对该装置采取报废、限制使用或重新校检,确保作业员使用有效的监测装置,同时对任何受影响的产品采取适当的措施,确保不合格产品不流入下道工序或顾客。
5.6 对可能影响产品或过程质量的工装、检测定位装置、比较基准和过程监控仪器,按上述方法予以控制。
5.7 品管部应保存监视和测量装置的校验记录,包括:
5.7.1 按工程更改进行的修订(如必要);
5.7.2 接受校准时任何“失准”的读数;
5.7.3 校准后的“合格”状态;
5.7.4 当校准发现计量器具为“不合格”状态时,应对可疑产品进行再次确认;对已被发运的产品,应及时通知顾客。
5.8 在监视和测量装置的技术资料按要求可以提供的场合,当顾客或其代表要求时,品管部应提供这些资料,以证实监视和测量装置的功能是适宜的。
5.9 测量系统分析
5.9.1 所用的分析方法和接受准则应与测量系统分析参考手册(MSA)的规定一致,如经顾客批准,也可以采用其它分析方法和接受准则。对于顾客产品要求中的特殊特性的检测计量应制定相应的MSA研究计划,进行测量系统分析。
6 记录方式
6.1 品管部保存监视和测量装置控制的所有记录。
7 相关文件
7.1 测量系统分析
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
8 记录表式
8.1 监视和测量装置台帐
8.2 监视和测量装置记录卡
8.3 周期检定日程(计划)表
8.4 监视和测量装置合格证
8.5 监视和测量装置免校证
8.6 监视和测量装置暂停使用证
8.7 监视和测量装置报废证
8.8 监视和测量装置一览表
8.9 校验计划
8.10 MSA研究计划
标题
监视和测量装置控制程序
编号
版本/修改次数
A/1
制定
品保课
实施日期
页 数
7/7
附页一:监视和测量装置控制流程图
相关部门
相关部门
计量员
品管
采购
相关部门
计量员
Y
Y
N
N
N
N
Y
Y
监视、测量装置需求
修复
继续使用
定期校准
(帖状态标识)
使用(日常维护、保养)
初次校准
(贴状态标识)
验收
采购
报废