

- 98.50 KB
- 2021-10-20 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
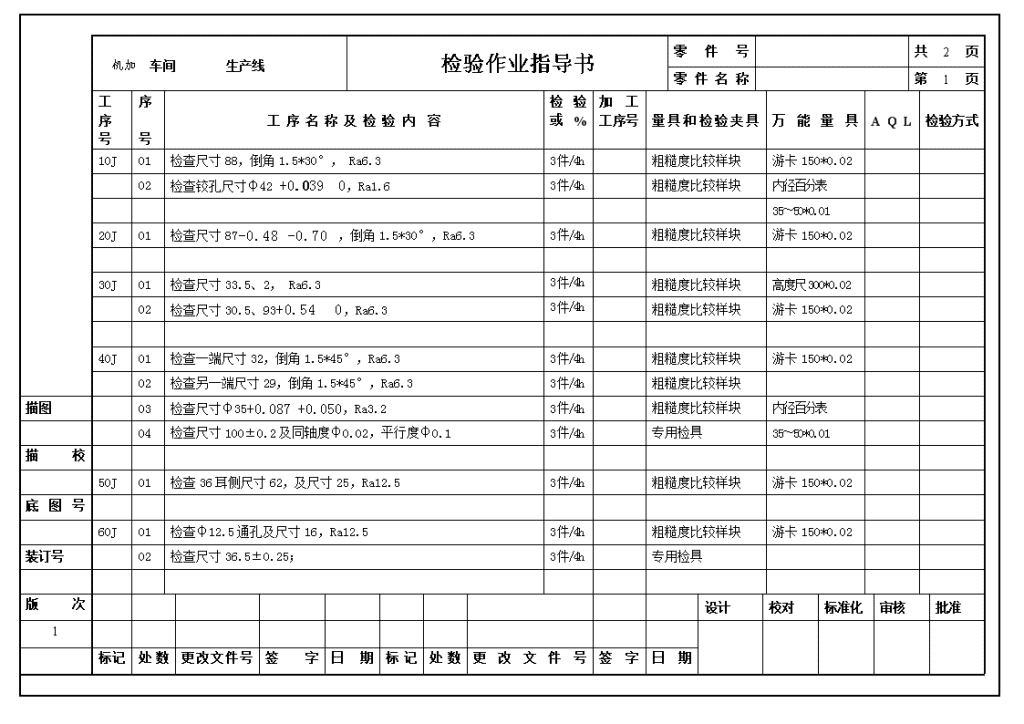
机加 车间 生产线
检验作业指导书
零件号
共 2 页
零件名称
第 1 页
工
序
号
序
号
工 序 名 称 及 检 验 内 容
检验或%
加工
工序号
量具和检验夹具
万能量具
AQL
检验方式
10J
01
检查尺寸88,倒角1.5*30°, Ra6.3
3件/4h
粗糙度比较样块
游卡150*0.02
02
检查铰孔尺寸φ42 +0.039 0,Ra1.6
3件/4h
粗糙度比较样块
内径百分表
35~50*0.01
20J
01
检查尺寸87-0.48 -0.70 ,倒角1.5*30°,Ra6.3
3件/4h
粗糙度比较样块
游卡150*0.02
30J
01
检查尺寸33.5、2, Ra6.3
3件/4h
粗糙度比较样块
高度尺300*0.02
02
检查尺寸30.5、93+0.54 0,Ra6.3
3件/4h
粗糙度比较样块
游卡150*0.02
40J
01
检查一端尺寸32,倒角1.5*45°,Ra6.3
3件/4h
粗糙度比较样块
游卡150*0.02
02
检查另一端尺寸29,倒角1.5*45°,Ra6.3
3件/4h
粗糙度比较样块
描图
03
检查尺寸φ35+0.087 +0.050,Ra3.2
3件/4h
粗糙度比较样块
内径百分表
04
检查尺寸100±0.2及同轴度φ0.02,平行度φ0.1
3件/4h
专用检具
35~50*0.01
描校
50J
01
检查36耳侧尺寸62,及尺寸25,Ra12.5
3件/4h
粗糙度比较样块
游卡150*0.02
底图号
60J
01
检查φ12.5通孔及尺寸16,Ra12.5
3件/4h
粗糙度比较样块
游卡150*0.02
装订号
02
检查尺寸36.5±0.25;
3件/4h
专用检具
版次
设计
校对
标准化
审核
批准
1
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
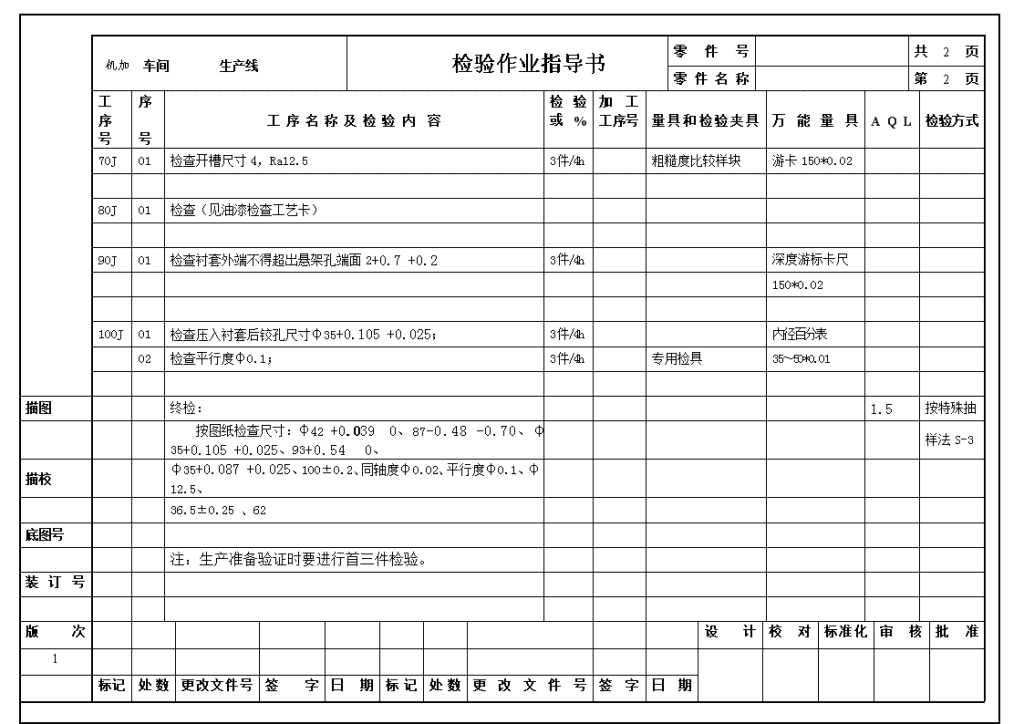
机加 车间 生产线
检验作业指导书
零件号
共 2 页
零件名称
第 2 页
工
序
号
序
号
工 序 名 称 及 检 验 内 容
检验或%
加工
工序号
量具和检验夹具
万能量具
AQL
检验方式
70J
01
检查开槽尺寸4,Ra12.5
3件/4h
粗糙度比较样块
游卡150*0.02
80J
01
检查(见油漆检查工艺卡)
90J
01
检查衬套外端不得超出悬架孔端面2+0.7 +0.2
3件/4h
深度游标卡尺
150*0.02
100J
01
检查压入衬套后铰孔尺寸φ35+0.105 +0.025;
3件/4h
内径百分表
02
检查平行度φ0.1;
3件/4h
专用检具
35~50*0.01
描图
终检:
1.5
按特殊抽
按图纸检查尺寸:φ42 +0.039 0、87-0.48 -0.70、φ35+0.105 +0.025、93+0.54 0、
样法S-3
描校
φ35+0.087 +0.025、100±0.2、同轴度φ0.02、平行度φ0.1、φ12.5、
36.5±0.25 、62
底图号
注:生产准备验证时要进行首三件检验。
装订号
版次
设计
校对
标准化
审核
批准
1
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期