

- 693.51 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
钢的热处理
一、钢的热处理定义:
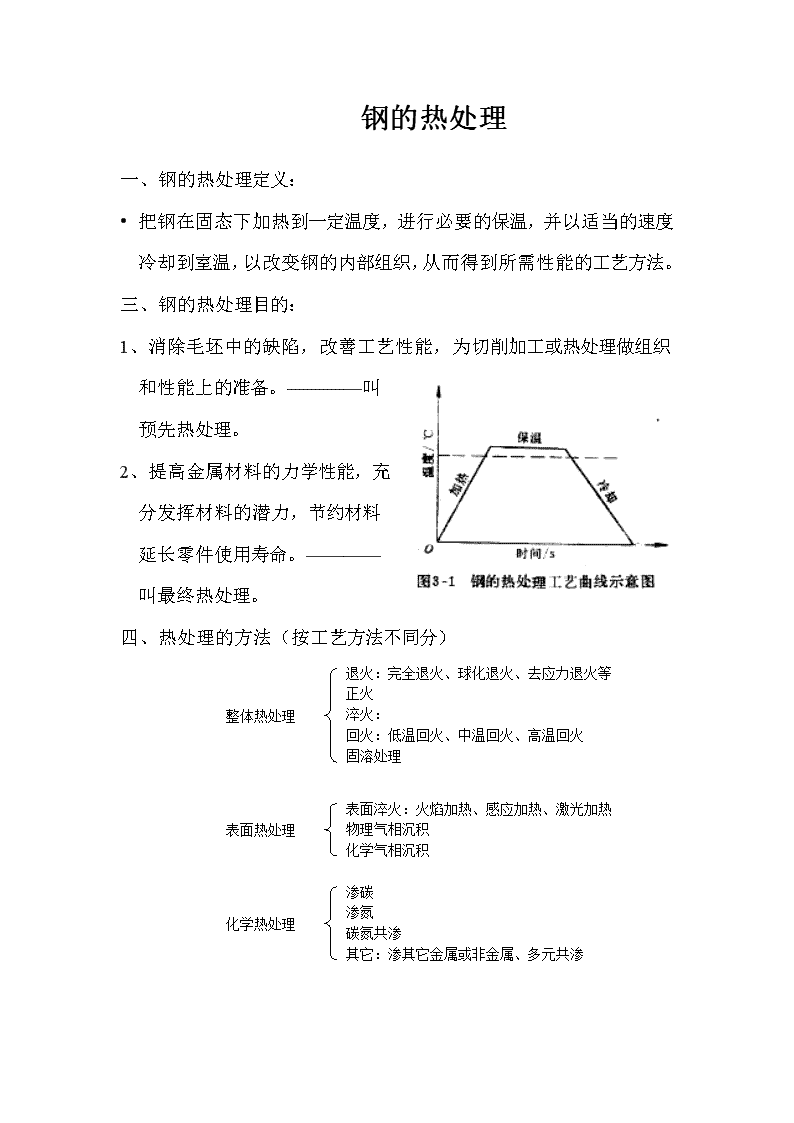
• 把钢在固态下加热到一定温度,进行必要的保温,并以适当的速度冷却到室温,以改变钢的内部组织,从而得到所需性能的工艺方法。
三、钢的热处理目的:
1、消除毛坯中的缺陷,改善工艺性能,为切削加工或热处理做组织和性能上的准备。————叫预先热处理。
2、提高金属材料的力学性能,充分发挥材料的潜力,节约材料延长零件使用寿命。————叫最终热处理。
四、热处理的方法(按工艺方法不同分)
退火:完全退火、球化退火、去应力退火等
正火
淬火:
回火:低温回火、中温回火、高温回火
固溶处理
整体热处理
表面热处理
表面淬火:火焰加热、感应加热、激光加热
物理气相沉积
化学气相沉积
等离子化学气相沉积
渗碳
渗氮
碳氮共渗
其它:渗其它金属或非金属、多元共渗
化学热处理
第一节 热处理基本原理
• 热处理之所以能够使钢的性能发生很大变化,主要是由于在加热和冷却过程中,钢的内部组织发生了变化造成的
一、钢在加热时的转变
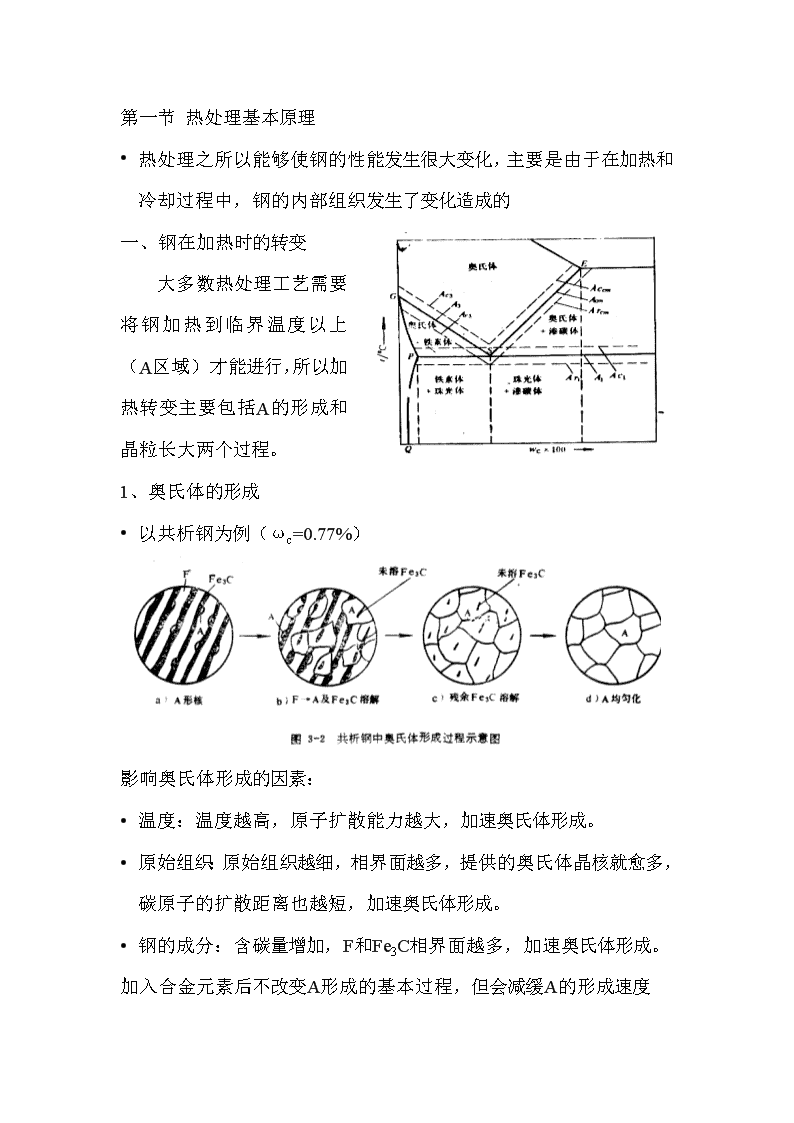
大多数热处理工艺需要将钢加热到临界温度以上(A区域)才能进行,所以加热转变主要包括A的形成和晶粒长大两个过程。
1、奥氏体的形成
• 以共析钢为例(ωc=0.77%)
影响奥氏体形成的因素:
• 温度:温度越高,原子扩散能力越大,加速奥氏体形成。
• 原始组织:原始组织越细,相界面越多,提供的奥氏体晶核就愈多,碳原子的扩散距离也越短,加速奥氏体形成。
• 钢的成分:含碳量增加,F和Fe3C相界面越多,加速奥氏体形成。
加入合金元素后不改变A形成的基本过程,但会减缓A的形成速度
2、奥氏体晶粒的长大(粗化)
• 随着温度的升高,奥氏体晶粒会逐渐长大。
• 晶粒度:表示晶粒大小的尺度。
• 分为十个等级。一级最粗,十级最细。
• 粗大的A晶粒———冷却后得到粗大的晶粒组织———力学性能和工艺性能差—合理选择加热温度和保温时间。
一、钢在冷却时的转变
• 室温时钢的力学性能,不仅与经过加热、保温后获得的A晶粒大小有关,而且决定于A经冷却转变后所获得的组织。而冷却方式、 冷却速度对A组织的转变有直接影响。A钢冷却至室温有两种方式:
连续冷却: 就是使奥氏体化后的钢,在温度连续下降的过程中发生组织转变。水冷、油冷、炉冷、空冷。
等温冷却:将奥氏体化后的钢迅速冷却到A1以下某一温度,恒温停留一段时间,在这段保温时间内发生组织转变,然后再冷却下来。
1、过冷A的等温转变
• 以共析钢为例:
• 过冷A的等温转变曲线:由于过冷温度和等温时间不同,过冷A的等温转变过程及转变产物也不相同,表示过冷A不同的等温冷却温度、等温时间与转变过程及产物之间关系的曲线—C曲线。
(1)建立C曲线
• 共析钢A的等温转变曲线的建立是通过一系列不同过冷的等温冷却实验建立的。
• 通过实验测出:不同过冷A在恒温下开始转变和转变终了的时间,画到温度—时间坐标系中,然后把开始时间和转变终了时间分别连接起来,即得共析钢C曲线。
(2)共析钢过冷A等温转变产物组织和性能
• 珠光体类型(高温转变产物):
共析钢A过冷到723℃—550℃之间A等温转变产物属于P型组织。 分类如图。
• 贝氏体形转变(中温转变产物 ):
A在550℃--230℃保温转变为贝氏体型转变,其组织类型为贝氏体组织。——
它是由含碳过饱和的F+Fe3C两相混合物。分类如图。
• 马氏体型转变(低温转变产物):
230℃—— -60℃保温转变为马氏体型转变,其组织类型为马氏体组织。分为板状和片状马氏体,图3-9。
马氏体是碳在α-Fe中的过饱和固溶体。
(3)影响过冷奥氏体等温转变的因素
• 碳的影响: ωc增加,亚共析钢的C曲线右移;过共析钢的C 曲线左移。
• 合金元素的影响:初CO外,所有合金元素如入奥氏体后会增加过冷奥氏体的稳定性, 使C曲线右移。
2、过冷A的连续冷却转变
• 与等温冷却曲线相比,连续冷却曲线都处于右下方,说明转变温度低,孕育期长。
•
共析钢连续冷却时,只有珠光体转变而无贝氏体转变。亚共析钢可以产生贝氏体组织。合金钢可以有珠光体及贝氏体转变,有珠光体无贝氏体。或有贝氏体而无珠光体转变等多种情况。
• 当连续冷却速度达到某一值时,冷却曲线与C曲线相切,不发生珠光体转变,而在低温区发生马氏体转变,通常称为临界冷却速度。冷速小时,得到珠光体与马氏体混合组织,更小时,得到珠光体组织。
3、过冷奥氏体转变图的应用
过冷奥氏体转变图是选择钢种及制订热处理工艺的基本依据之一。
(1)不同成分的钢具有不同的转变图,设计时可根据要求合理选择适用而廉价的材料。
(2)制定热处理工艺规程,选择冷却介质。
(3)估计零件在热处理条件下各部位可能得到的组织。
第二节 钢的整体热处理
一、钢的退火
概念:将钢加热、保温后缓慢冷却,以获得接近平衡组织的工艺过程。
完全退火 :普通退火、等温退火
球化退火
去应力退火
再结晶退火等
1、完全退火
工艺:加热Ac3以上30~50℃——保温——随炉冷到500度以下——空冷室温。
目的:细化晶粒,均匀组织 ,提高塑韧性,消除内应力,便于机械加工。
2、等温退火
工艺:加热Ac3以上——保温——快冷至珠光体转变温度——等温停留——转变为P——出炉空冷
目的:同上。但时间短,易控制,脱氧、脱碳小。(适用于过冷A比较稳定的合金钢及大型碳钢件)
3、球化退火
• 概念:是使钢中的渗碳体球化的工艺过程。
• 对象:共析钢和过共析钢
• 工艺:(1)等温球化退火加热Ac1以上20~30度——保温——迅速冷却到Ar1以下20度——等温——随炉冷至600度左右——出炉空冷。
(2)普通球化退火加热Ac1以上20~30度——保温——极缓慢冷却至600度左右——出炉空冷。(周期长,效率低,不适用)
目的:降低硬度、提高塑韧性,便于切削加工。
机理:使片状或网状渗碳体变成颗粒状(球状)
说明:退火加热时,组织没有完全A化,所以又称不完全退火。
4、去应力退火
• 工艺:加热到Ac1以下某一温度(500~650度)——保温——缓冷至室温。
• 目的:消除铸件、锻件、焊接件等的残余内应力,稳定工件尺寸。
二、钢的正火
• 工艺:加热到Ac3或Accm以上30~50度——保温——出炉空冷。
• 目的:亚共析钢中自由铁素体减少,过共析钢中网状渗碳体消失 。
低碳钢:提高硬度,克服粘刀现象,改善切削加工性。
中碳钢:细化晶粒,为淬火做好组织准备,对性能要求不高的零件,可作为最终热处理。
高碳钢:消除网状Fe3C。
三、钢的淬火
• 工艺:将钢加热到Ac3或Ac1以上30-50度 ,保温——快速冷却(>vk)以获得马氏体的工艺方法。
• 目的:提高钢的硬度和耐磨性。
• 分类(方法):1、单液淬火;2
、双液淬火;3、分级淬火;4、等温淬火;5、冷处理
• 亚共析钢: Ac3+30~50OC
过高:淬火后M粗大,严重变形
过低:淬火后组织出现F,硬度、强度不足,不均。
· 过共析钢: Ac1+30~50OC
过高:淬火后M粗大,脆性增大,易变形,开裂。残余A增多,硬度、耐磨性降低。
过低: A化不均匀。
一般过共析钢,淬火前需要正火或球化退火,消除网状渗碳体。
3、淬火方法
• 单液淬火:将A化的钢放进水或者油等淬火介质中连续冷却至室温的操作方法。
如:碳钢件水冷,合金钢油冷,厚大碳钢件盐水冷等。
特点:操作简便,易实现自动、机械化。
· 双液淬火:将A化的钢先放进水中冷却到300~200度在迅速移到油中(甚至放到空气中)的冷却操作方法。
特点:即可淬硬又可避免开裂和变形。但操作困难。
· 分级淬火:将A化的钢放进稍高于Ms点的盐浴槽中停留2~5
分钟,然后取出在空气中冷却。
特点:应力小,避免开裂和变形。但盐浴冷却能力有限,只适用于形状复杂,尺寸较小的零件。
•等温淬火:将A化的钢放进稍高于Ms点的盐浴槽中保温足够时间,使过冷A转变为B下 ,然后取出空冷方法。
特点: B下 硬度较高,韧性较好,变形又小。适于形状复杂、尺寸精度要求的零件。
· 冷处理:使残余A转化为 M。—提高硬度和耐磨性。稳定尺寸。需专门设备成本高。
4、淬硬性和淬透性
淬硬性:钢在正常淬火条件下,淬火形成的马氏体所能达到的最高硬度。
淬硬性取决于马氏体的含碳量,含碳量越高,碳的过饱和度就越大,硬度越高。
淬透性:钢在规定淬火条件下,可以达到的淬硬层深度。
影响因素:过冷奥氏体的稳定性,即Vk。
• 末端淬火法测定淬透性。
2、钢的回火
• 工艺:将淬火后的钢重新加热到A1以下某一温度保温,然后冷却(一般空冷)至室温。
• 目的:消除淬火产生的内应力,稳定工件尺寸,降低脆性,改善切削加工性能。
• 力学性能:随着回火温度的升高,硬度、强度下降,塑性韧性升高。
1、低温回火:150-250℃ ,M回,减少内应力和脆性,提高塑韧性,有较高的硬度和耐磨性。用于制作量具、刀具和滚动轴承等。
2、中温回火:350-500℃ ,T回,具有较高的弹性,有一定的塑性和硬度。用于制作弹簧、锻模等。
3、高温回火:500-650℃ ,S回,具有良好的综合力学性能。用于制作齿轮、曲轴等。
•
淬火后再高温回火称为调质处理。
第三节 钢的表面热处理和化学热处理
一、表面淬火
• 工艺(概念):对零件进行快速加热,使表面迅速达到淬火温度,而心部来不及被加热的情况下立即冷却,使表面得到高硬度的马氏体,而心部仍保持原来组织的一种热处理工艺。
· 分类:
(1)感应加热表面淬火:高频,中频、低频。
(2)火焰加热表面淬火
二、化学热处理
• 工艺(概念):将零件放入一定的活性介质中,经加热、保温,使介质的活性原子渗入零件表层中,从而改变表层化学成分、组织和性能的工艺方法。
• 分类:
(1)渗碳:气体渗碳、固体渗碳
(2)渗氮:气体氮化、离子氮化
(3)碳氮共渗
(4)其它渗入法
1、化学热处理的基本过程
1)化学渗剂在温度(加热)及催化剂作用下分解出能渗入工件表面的活性元素。
2)活性原子被工件表面吸附。
3)在一定温度下工件表面的活性原子向金属内部扩散,形成一定的扩散层。
2、渗碳
渗碳是向钢的表面渗入碳原子,使其表面达到高碳钢的含碳量,增加耐磨性。
1)气体渗碳工艺及组织
气体渗碳是采用液体或气体碳氢化合物作为渗碳剂,(如:煤油、甲苯或含碳的气体)。
渗碳温度是900~950℃。时间取决于要求的渗碳层深度,从几小时到十几小时不等。
渗碳以后,零件表面含碳量约为0.8~1.0%,由表面到中心含碳量逐渐降低。
2)渗碳后的热处理
为使渗碳件具有高的力学性能,渗碳后须进行淬火及回火处理。渗碳层的组织为细小针状马氏体和粒状分布的渗碳体组织。
3、渗氮(氮化)
渗氮是将氮原子渗入钢件表面,形成以氮化物为主的渗氮层,以提高渗层的硬度、耐磨、耐蚀和耐疲劳强度等多种性能。
1)渗氮工艺特点
渗氮剂为氨气,氨气在480~600 ℃分解出具有活性的氮原子渗入工件中,形成富氮层而完成氮化。
渗氮温度600 ℃,此时铁具有最好的吸氮能力。
2)组织和性能
氮与铁等金属形成氮化物可显著地强化渗氮层。
4、碳氮共渗
又称氰化,钢件表面同时渗入碳原子和氮原子,形成碳氮共渗层,以提高工件的耐磨性和疲劳强度的处理方法。
1)高温(820~920 ℃ )碳氮共渗,以渗碳为主,气氛中含有一定氮时,碳的渗入速度比相同温度下单独渗碳的速度要高,厚度更深。
2)低温(520~580 ℃ )碳氮共渗,以渗氮为主,共渗后表面形成白亮层,可大大提高工件的耐磨性和抗咬卡、抗擦伤的性能。