

- 23.50 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
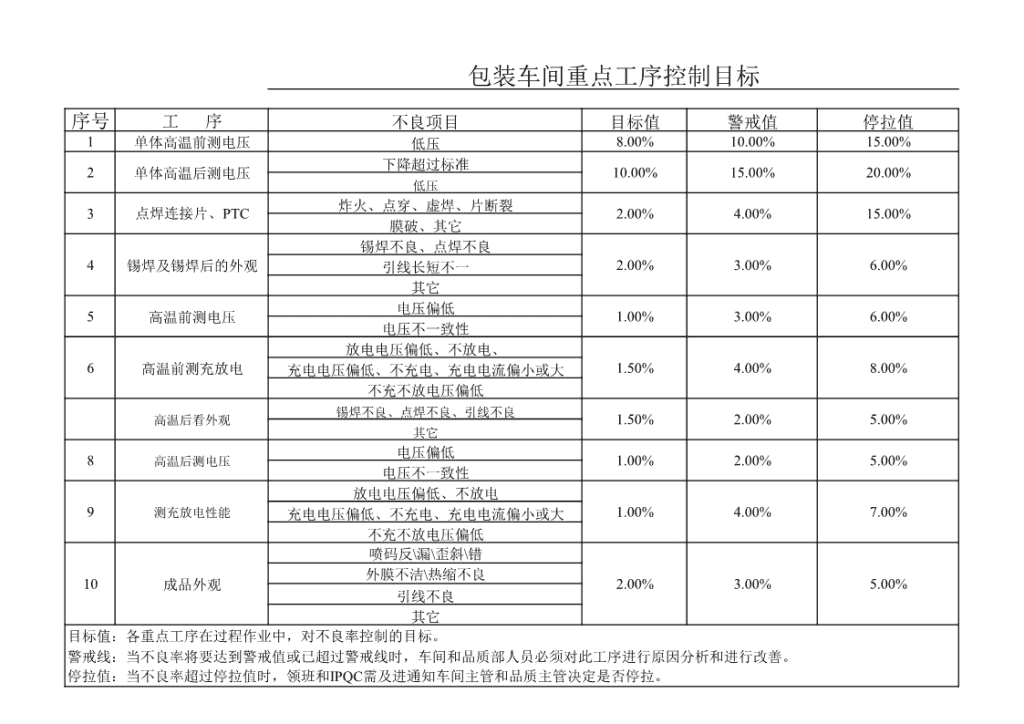
包装车间重点工序控制目标
序号 工 序 不良项目 目标值 警戒值 停拉值
1 单体高温前测电压 低压 8.00% 10.00% 15.00%
2 单体高温后测电压 下降超过标准 10.00% 15.00% 20.00%
低压
3 点焊连接片、PTC 炸火、点穿、虚焊、片断裂 2.00% 4.00% 15.00%膜破、其它
4 锡焊及锡焊后的外观
锡焊不良、点焊不良
2.00% 3.00% 6.00%引线长短不一
其它
5 高温前测电压 电压偏低 1.00% 3.00% 6.00%电压不一致性
6 高温前测充放电
放电电压偏低、不放电、
1.50% 4.00% 8.00%充电电压偏低、不充电、充电电流偏小或大
不充不放电压偏低
高温后看外观 锡焊不良、点焊不良、引线不良 1.50% 2.00% 5.00%
其它
8 高温后测电压 电压偏低 1.00% 2.00% 5.00%电压不一致性
9 测充放电性能
放电电压偏低、不放电
1.00% 4.00% 7.00%充电电压偏低、不充电、充电电流偏小或大
不充不放电压偏低
10 成品外观
喷码反漏歪斜错
2.00% 3.00% 5.00%外膜不洁热缩不良
引线不良
其它
目标值:各重点工序在过程作业中,对不良率控制的目标。
警戒线:当不良率将要达到警戒值或已超过警戒线时,车间和品质部人员必须对此工序进行原因分析和进行改善。
停拉值:当不良率超过停拉值时,领班和IPQC需及进通知车间主管和品质主管决定是否停拉。