

- 80.00 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
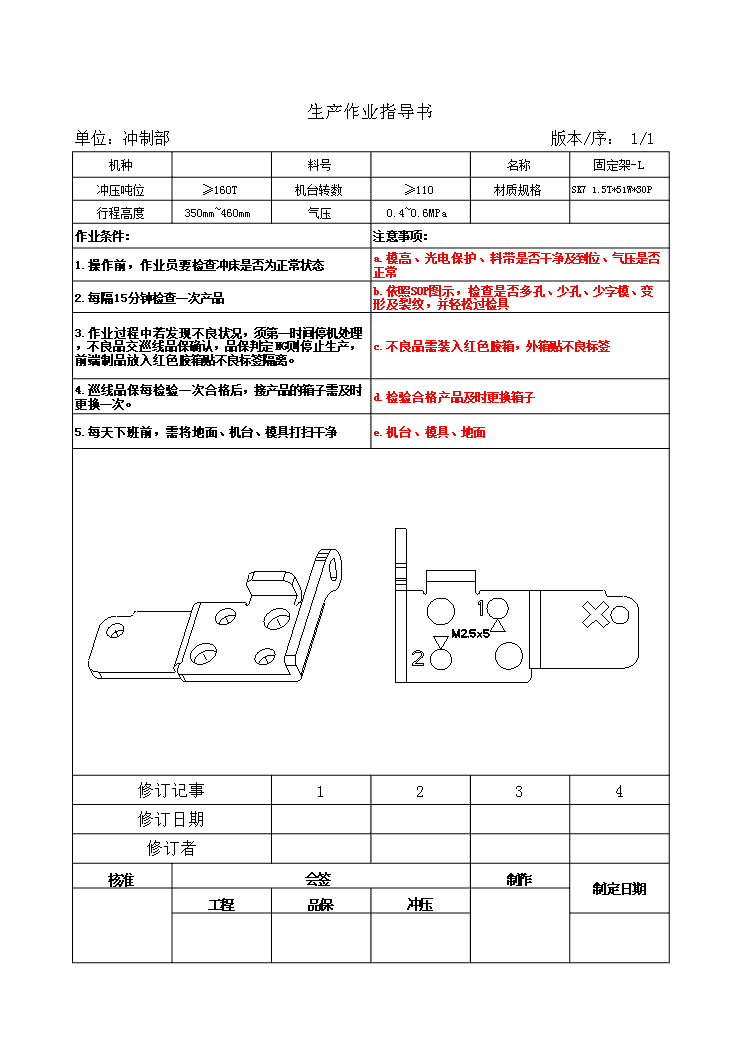
生产作业指导书
单位:冲制部 版本/序: 1/1
机种 料号 名称 固定架-L
冲压吨位 ≥160T 机台转数 ≥110 材质规格 SK7 1.5T*51W*30P
行程高度 350mm~460mm 气压 0.4~0.6MPa
作业条件: 注意事项:
1.操作前,作业员要检查冲床是否为正常状态 a.模高、光电保护、料带是否干净及到位、气压是否正常
2.每隔15分钟检查一次产品 b.依照SOP图示,检查是否多孔、少孔、少字模、变形及裂纹,并轻松过检具
3.作业过程中若发现不良状况,须第一时间停机处理,不良品交巡线品保确认,品保判定NG则停止生产,前端制品放入红色胶箱贴不良标签隔离。 c.不良品需装入红色胶箱,外箱贴不良标签
4.巡线品保每检验一次合格后,接产品的箱子需及时更换一次。 d.检验合格产品及时更换箱子
5.每天下班前,需将地面、机台、模具打扫干净 e.机台、模具、地面
修订记事 1 2 3 4
修订日期
修订者
核准 会签 制作 制定日期
工程 品保 冲压