

- 667.60 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
包装检验工序作业指导书
编号
版本号
编制日期
适用梯型 审核/日期
批准/日期
标识 更改内容 签名/日期
包装检验工序作业指导书
编号
版本号
编制日期
工序 图片 描述
操作者必需遵守公司EH&S的规章
EH&S 制度,详细内容请参阅EXE-SAF-
WI系列文件。
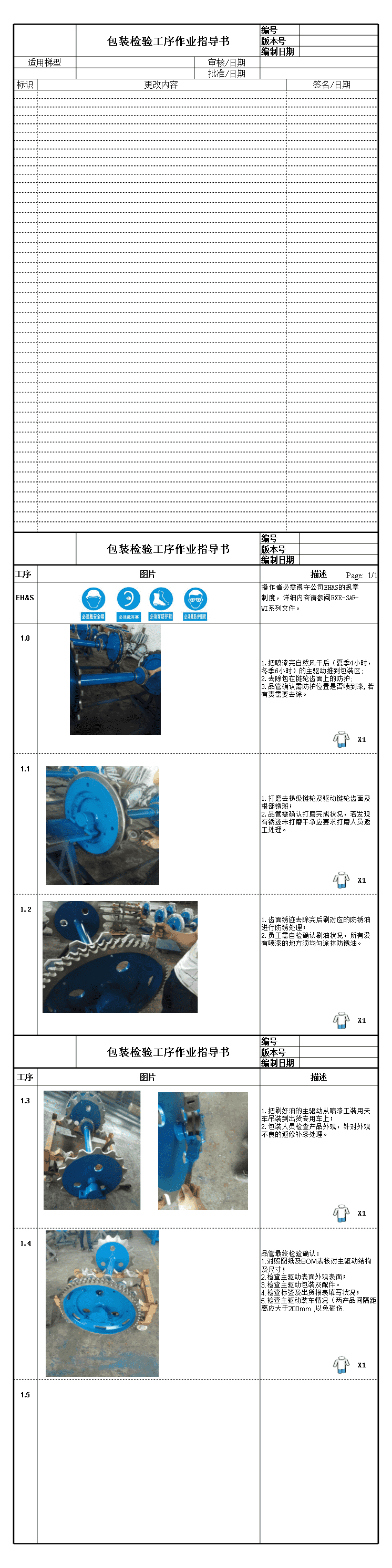
1.0
1.把喷漆完自然风干后(夏季4小
时,冬季6小时)的主驱动推到包装
区;
2.去除包在链轮齿面上的防护;
3.品管确认需防护位置是否喷到漆,
若有责需要去除。
1.1
1.打磨去梯级链轮及驱动链轮齿面
及根部锈斑;
2.品管需确认打磨完成状况,若发
现有锈迹未打磨干净应要求打磨人
员返工处理。
1.2
1.齿面锈迹去除完后刷对应的防锈
油进行防锈处理;
2.员工需自检确认刷油状况,所有
没有喷漆的地方须均匀涂抹防锈油
。
包装检验工序作业指导书
编号
版本号
编制日期
工序 图片 描述
1.3
1.把刷好油的主驱动从喷漆工装用
天车吊装到出货专用车上;
2.包装人员检查产品外观,针对外
观不良的返修补漆处理。
1.4
品管最终检验确认:
1.对照图纸及BOM表核对主驱动结
构及尺寸;
2.检查主驱动表面外观表面;
3.检查主驱动包装及配件。
4.检查标签及出货报表填写状况;
5.检查主驱动装车情况(两产品间
隔距离应大于200mm ,以免碰伤.
1.5
X1
X1
X1
X1
X1
Page: 1/1