

- 61.41 KB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
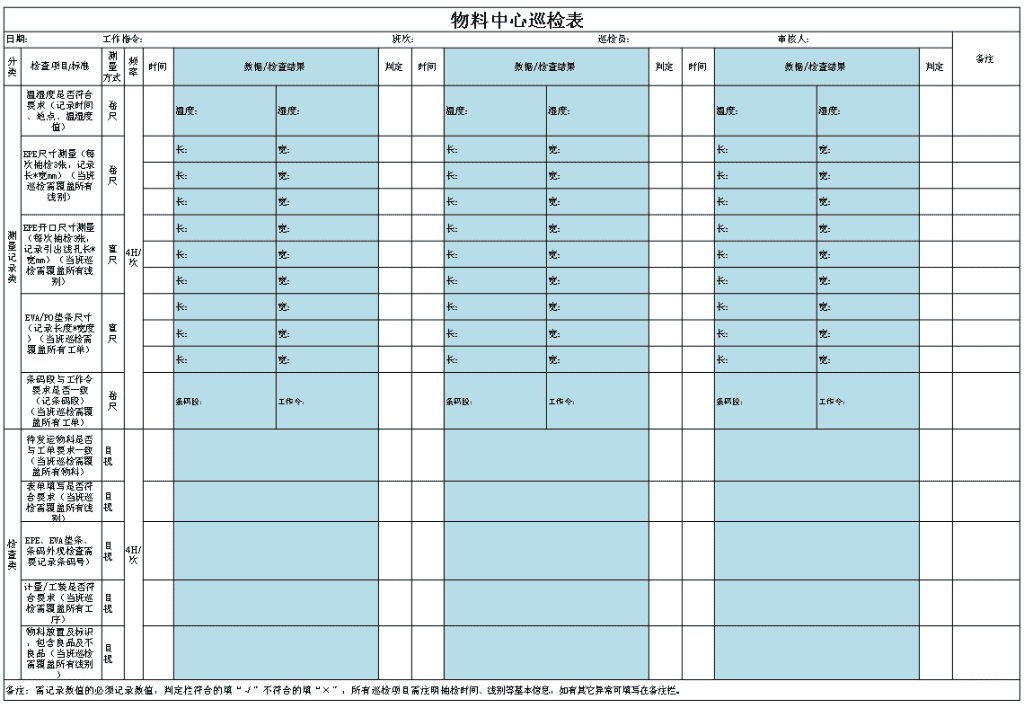
物料中心巡检表
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 数据/检查结果 判定 时间 数据/检查结果 判定 时间 数据/检查结果 判定
测量记录类 温湿度是否符合要求(记录时间、地点、温湿度值) 卷尺 4H/次 温度: 湿度: 温度: 湿度: 温度: 湿度:
EPE尺寸测量(每次抽检3张,记录长*宽mm)(当班巡检需覆盖所有线别) 卷尺 长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
EPE开口尺寸测量(每次抽检3张,记录引出线孔长*宽mm)(当班巡检需覆盖所有线别) 直尺 长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
EVA/PO垫条尺寸(记录长度*宽度)(当班巡检需覆盖所有工单) 直尺 长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
长: 宽: 长: 宽: 长: 宽:
条码段与工作令要求是否一致(记条码段)(当班巡检需覆盖所有工单) 卷尺 条码段: 工作令: 条码段: 工作令: 条码段: 工作令:
检查类 待发运物料是否与工单要求一致(当班巡检需覆盖所有物料) 目视 4H/次
表单填写是否符合要求(当班巡检需覆盖所有线别) 目视
EPE、EVA垫条、条码外观检查需要记录条码号) 目视
计量/工装是否符合要求(当班巡检需覆盖所有工序) 目视
物料放置及标识,包含良品及不良品(当班巡检需覆盖所有线别) 目视
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
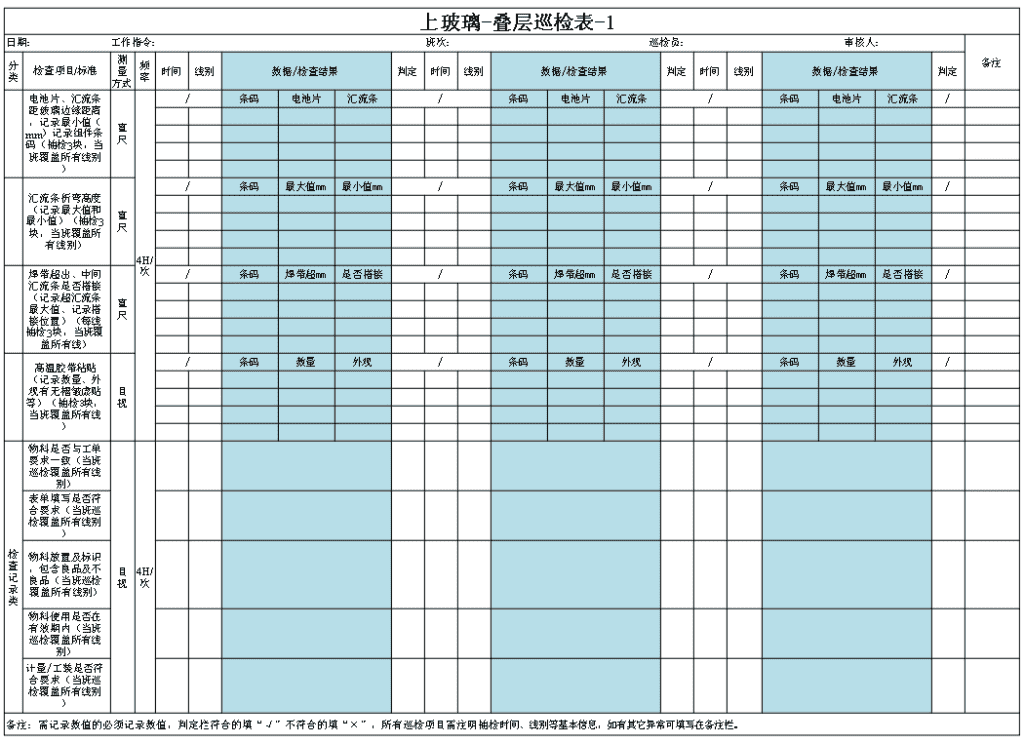
上玻璃-叠层巡检表-1
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
电池片、汇流条距玻璃边缘距离,记录最小值(mm)记录组件条码(抽检3块,当班覆盖所有线别) 直尺 4H/次 / 条码 电池片 汇流条 / 条码 电池片 汇流条 / 条码 电池片 汇流条 /
汇流条折弯高度(记录最大值和最小值)(抽检3块,当班覆盖所有线别) 直尺 / 条码 最大值mm 最小值mm / 条码 最大值mm 最小值mm / 条码 最大值mm 最小值mm /
焊带超出、中间汇流条是否搭接(记录超汇流条最大值、记录搭接位置)(每线抽检3块,当班覆盖所有线) 直尺 / 条码 焊带超mm 是否搭接 / 条码 焊带超mm 是否搭接 / 条码 焊带超mm 是否搭接 /
高温胶带粘贴(记录数量、外观有无褶皱虚贴等)(抽检3块,当班覆盖所有线) 目视 / 条码 数量 外观 / 条码 数量 外观 / 条码 数量 外观 /
检查记录类 物料是否与工单要求一致(当班巡检覆盖所有线别) 目视 4H/次
表单填写是否符合要求(当班巡检覆盖所有线别)
物料放置及标识,包含良品及不良品(当班巡检覆盖所有线别)
物料使用是否在有效期内(当班巡检覆盖所有线别)
计量/工装是否符合要求(当班巡检覆盖所有线别)
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
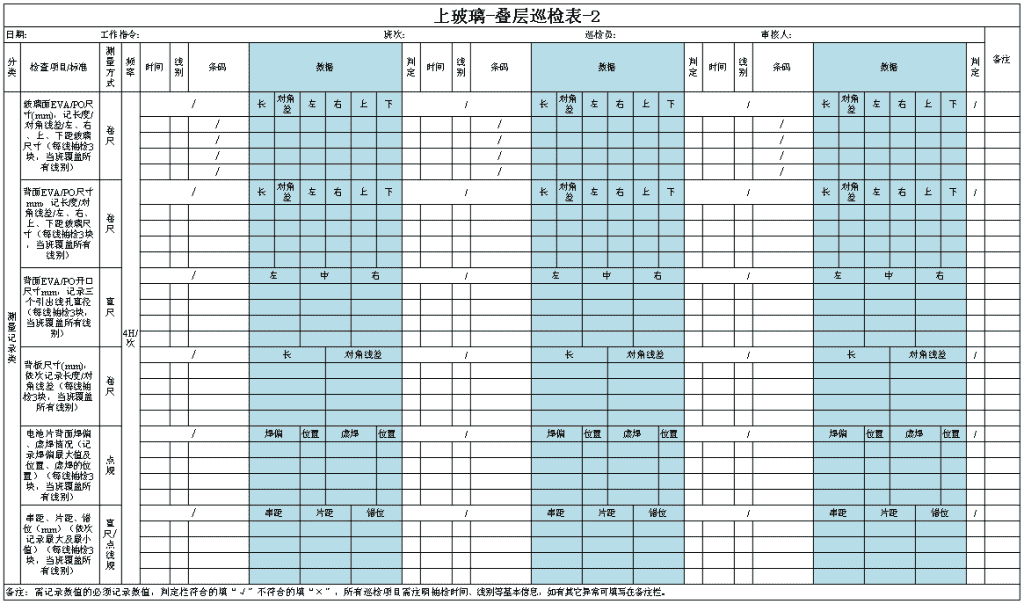
上玻璃-叠层巡检表-2
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 条码 数据 判定 时间 线别 条码 数据 判定 时间 线别 条码 数据 判定
测量记录类 玻璃面EVA/PO尺寸(mm),记长度/对角线差/左、右、上、下距玻璃尺寸(每线抽检3块,当班覆盖所有线别) 卷尺 4H/次 / 长 对角差 左 右 上 下 / 长 对角差 左 右 上 下 / 长 对角差 左 右 上 下 /
/ / /
/ / /
/ / /
/ / /
背面EVA/PO尺寸mm,记长度/对角线差/左、右、上、下距玻璃尺寸(每线抽检3块,当班覆盖所有线别) 卷尺 / 长 对角差 左 右 上 下 / 长 对角差 左 右 上 下 / 长 对角差 左 右 上 下 /
背面EVA/PO开口尺寸mm,记录三个引出线孔直径(每线抽检3块,当班覆盖所有线别) 直尺 / 左 中 右 / 左 中 右 / 左 中 右
背板尺寸(mm),依次记录长度/对角线差(每线抽检3块,当班覆盖所有线别) 卷尺 / 长 对角线差 / 长 对角线差 / 长 对角线差 /
电池片背面焊偏、虚焊情况(记录焊偏最大值及位置、虚焊的位置)(每线抽检3块,当班覆盖所有线别) 点规 / 焊偏 位置 虚焊 位置 / 焊偏 位置 虚焊 位置 / 焊偏 位置 虚焊 位置 /
串距、片距、错位(mm)(依次记录最大及最小值)(每线抽检3块,当班覆盖所有线别) 直尺/点线规 / 串距 片距 错位 / 串距 片距 错位 / 串距 片距 错位 /
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
上玻璃-叠层巡检表-3
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
参数类 划片机(依次记录激光功率%、切割次数、切割速度mm/s;覆盖所有机台) 目测 4H/次 / 激光功率% 切割次数 速度mm/s 机台号 / 激光功率% 切割次数 速度mm/s 机台号 / 激光功率% 切割次数 速度mm/s 机台号 /
叠焊机参数(根据各车间情况,勾选叠焊机类型,每次抽检1台) 目测 □小牛叠焊机 / 焊接时间(ms) 焊接电流(A) 机台号 /
□先导叠焊机 热风管温度(℃) 热风焊接时间(S) 焊接平台温度(℃) /
焊接机参数(单位℃)(根据各车间情况,勾选焊机类型,每班抽检10个通道) □奥特维划焊一体机 助焊剂加热℃ 1#预热℃ 2#预热℃ 3#预热℃ 焊接1℃ 焊接2℃ 1#冷却℃ 2#冷却℃ 3#冷却℃ 4#冷却℃ 1、2#灯管 3#灯管 4#灯管 5#灯管 6#灯管 7、8#灯管 焊接时间ms 温度设定℃ 激光脉冲频率KHZ 激光功率激活 机台号 /
□奥特维焊接机 1#预热℃ 2#预热℃ 3#预热℃ 4#预热℃ 5#预热℃ 焊接平台℃ 1#冷却℃ 2#冷却℃ 3#冷却℃ 4#冷却℃ 1、2#灯管 3、4#灯管 5、6#灯管 7、8#灯管 焊接时间ms
□先导焊接机 焊接时间1(s) 焊接时间2(s) 焊接时间3(s) 焊接时间4(s) 焊接时间5(s) 焊接时间6(s) 压针时间(s) 焊接温度1℃ 焊接温度2℃ 加热平台1℃ 加热平台2℃ 加热平台3℃ 加热平台4℃ 加热平台5℃ 加热平台6℃ 加热平台7℃ 加热平台8℃ 基准功率1 基准功率2 基准功率3 基准功率4 基准功率5 基准功率6
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
EL-层压巡检表
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
测量记录类 返修烙铁温度(每次抽检3台,当班巡检覆盖所有线别) 烙铁测温仪 4H/次 / 实测温度(℃) 烙铁编号 / 实测温度(℃) 烙铁编号 / 实测温度(℃) 烙铁编号 /
检查记录类 表单填写是否符合要求(当班巡检覆盖所有线)
计量/工装检查(当班巡检需覆盖所有线)
良品及不良品(当班巡检覆盖所有线别)
层压前EL抽检(每台EL抽检3件,当班巡检覆盖所有线别)(异常记录现象和位置) 目视 / 抽检结果 条码 / 抽检 条码 / 抽检 条码 /
参数类 层压前EL测试仪参数每班抽检涵盖所有机台) 目测 4H/次 / 电流(A) 机台 / 电流(A) 机台 / 电流(A) 机台 /
层压机参数(根据各车间情况,勾选层压机类型,每班抽检6个,涵盖所有线) □博硕/奥瑞特层压机 温度℃ 抽真空min 真空延时s 加压1(Kpa) 加压1时间s 加压2(Kpa) 加压2时间s 加压3(Kpa) 层压时间min 下充气s 机台号 /
□金辰双/三腔层压机 层压一段 层压二段
工艺温度℃ 抽真空 上抽空延迟 加压1(Kpa) 压1保持 加压2(Kpa) 压2保持 加压3(Kpa) 层压时间s 下充气s 工艺温度℃ 抽真空s 上抽空延迟s 加压1(Kpa) 压1保持s 加压2(Kpa) 压2保持s 加压3(Kpa) 层压时间min 下充气s
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
削边-固化巡检表
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
测量记录类 边框胶量g(每次各测2组,当班覆盖所有机台) 电子秤 4H/次 / 长边 短边 / 长边 短边 / 长边 短边 /
灌封胶比g(当班覆盖所有机台) / 左 中 右 / 左 中 右 / 左 中 右 /
接线盒灌封胶量g(当班覆盖所有机台) / 左 中 右 / 左 中 右 / 左 中 右 /
组件串距、错位mm(测量四边爬电距离,记录最小值,当班覆盖所有线) 直尺/点线规 / 最大串距 最小串距 错位 条码 / 最大串距 最小串距 错位 条码 / 最大串距 最小串距 错位 条码 /
装框后爬电距离mm(测量四边爬电距离,记录最小值,当班覆盖所有线) / 上 下 左 右 条码 / 上 下 左 右 条码 / 上 下 左 右 条码 /
组件尺寸mm(当班覆盖所有线) 卷尺 / 长 宽 对角线差 条码 / 长 宽 对角线差 条码 / 长 宽 对角线差 条码 /
检查记录类 物料是否与工单要求一致(当班巡检覆盖所有线别) 目测 4H/次
表单填写是否符合要求(当班巡检覆盖所有线别)
削边后组件检查(当班巡检覆盖所有线) / 检查结果 条码 / 检查结果 条码 / 检查结果 条码 /
静电防护落实(当班巡检覆盖所有线)
固化间温湿度(当班巡检覆盖所有线别) / 温度(℃ 湿度: / 温度(℃ 湿度: / 温度(℃ 湿度: /
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
清洗-终检巡检表
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
参数类 终检EL测试仪,每班抽检涵盖所有线) 目视 4H/次 / 电流(A) 机台 / 电流(A) 机台 / 电流(A) 机台 /
绝缘、耐压、接地测试参数 / 直流耐压测试 绝缘电阻测试 接地电阻测试 /
电压输出V 漏电流上限μA 升压时间s 测试时间s 电压输出V 绝缘电阻下限MΩ 测试时间s 输出电流A 接地电阻上限mΩ 测试时间S
检查记录类 物料是否与工单要求一致(当班巡检覆盖所有线别) 目视 4H/次
表单填写是否符合要求(当班巡检覆盖所有线别)
层压前EL抽检(每台EL抽检3件,当班巡检覆盖所有线)(异常记录现象和位置) / 抽检结果 条码 / 抽检 条码 / 抽检 条码 /
铭牌、边框条码、接线盒确认(当班巡检覆盖所有线) / 检查结果 条码 / 检查结果 条码 / 检查结果 条码 /
清洗后组件外观(当班巡检覆盖所有线) 目视/量具 / 检查结果 条码 / 检查结果 条码 / 检查结果 条码 /
计量/工装是否符合要求(当班巡检覆盖所有线别) 目视
测试间温湿度(每4H巡检记录) / 温度(℃ 湿度: / 温度(℃ 湿度: / 温度(℃ 湿度: /
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。
包装-入库巡检表
日期: 工作指令: 班次: 巡检员: 审核人: 备注
分类 检查项目/标准 测量方式 频率 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定 时间 线别 数据/检查结果 判定
测量记录类 铭牌偏移mm(每次抽检4件,当班巡检覆盖所有线别)) 直尺 4H/次 / 长边方向 短边方向 条码 / 长边方向 短边方向 条码 / 长边方向 短边方向 条码 /
检查记录类 物料是否与工单要求一致(当班巡检覆盖当班物料) 目视
组件放置及标识(每4H巡检一遍) 目测
箱号是否有校验(每次抽检4箱,当班巡检覆盖所有线别) / 是否校验 箱号 / 是否校验 箱号 / 是否校验 箱号 /
组件打包方式确认(每次抽检4箱,当班巡检覆盖所有线别) / 包装方式 箱号 / 包装方式 箱号 / 包装方式 箱号 /
唛头信息确认(当班巡检覆盖所有线) / 唛头信息 箱号 / 唛头信息 箱号 / 唛头信息 箱号 /
包装外观确认(超托盘、塑钢带等)(当班巡检覆盖所有线) / 包装外观 箱号 / 包装外观 箱号 / 包装外观 箱号 /
入库单信息确认(当班巡检覆盖所有线别) / 包装方式 箱号 / 包装方式 箱号 / 包装方式 箱号 /
备注:需记录数值的必须记录数值,判定栏符合的填“√”不符合的填“×”,所有巡检项目需注明抽检时间、线别等基本信息,如有其它异常可填写在备注拦。