

- 2.02 MB
- 2021-10-21 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
文件编号 页次 第1页 共2页
制修定日期 版次 1.1
"受控发行
(盖章)"
冲压件(毛坯)入库检验标准
1、目的:
为确保本公司生产冲压件(毛坯)铝件质量得到良好控制,指导检验人员进行检验和生产车间进行过程产品质量控制而制
定本标准。
2、适用范围:
本标准适用于本公司(冲压件)毛坯产品入库质量检验工作。
3、术语定义: 无
4、职责:
4.1检验人员:依据检验标准及抽样方案进行产品检验及结果判定,并填写相应的检验记录。及时反馈发现的品质问题;
4.2冲压车间:生产好的半成品要标识清楚,入库时要报检通知PQC抽检合格盖章才能入库,对于不良品要分析及时改善。
5、作业程序
5.1 参考GB/T2828正常检验一次抽样方案,外观检验按一次抽样II级水平,性能检验按特殊水平S-4抽样;
批量范围 抽样样本 不合格AQL判定(Ac,Re) 备注说明
外观II级 CR(0) MA(1.5) MI(2.5)
≤50 D8 ( 0, 1 ) ( 0, 1 ) ( 0, 1 ) "1、 是指:采用箭头下第一个抽样计
划,如样本大小等于或超过批量时,则
100%检验;"
51-90 E13 ( 0, 1 ) ↑
91-150 F20 ( 0, 1 ) ( 1, 2 )
151-280 G32 ( 0, 1 ) ( 1, 2 ) ( 2, 3 )
281-500 H50 ( 0, 1 ) ( 2, 3 ) ( 3, 4 ) 2、 是指采用箭头上第一个抽样计划;
501-1200 J80 ( 0, 1 ) ( 3, 4 ) ( 5, 6 )
1201-3200 K125 ( 0, 1 ) ( 5, 6 ) ( 7, 8 )
3201-10000 L200 ( 0, 1 ) ( 7, 8 ) ( 10, 11 ) Ac:允收数;
10001-35000 M315 ( 0, 1 ) ( 10, 11 ) ( 14, 15 ) Re:拒收数;
35001-150000 N500 ( 0, 1 ) ( 14, 15 ) ( 21, 22 )
150001-500000 P800 ( 0, 1 ) ( 21, 22 ) ↑
超过500000 Q1250 ( 0, 1 ) ↑
5.2 检验项目质量要求及检验方法
NO 检验项目/质量特性 检验方法及标准要求 缺陷等级 "检测
设备" 抽样频率 "抽样
水平" AQL值 适用工序
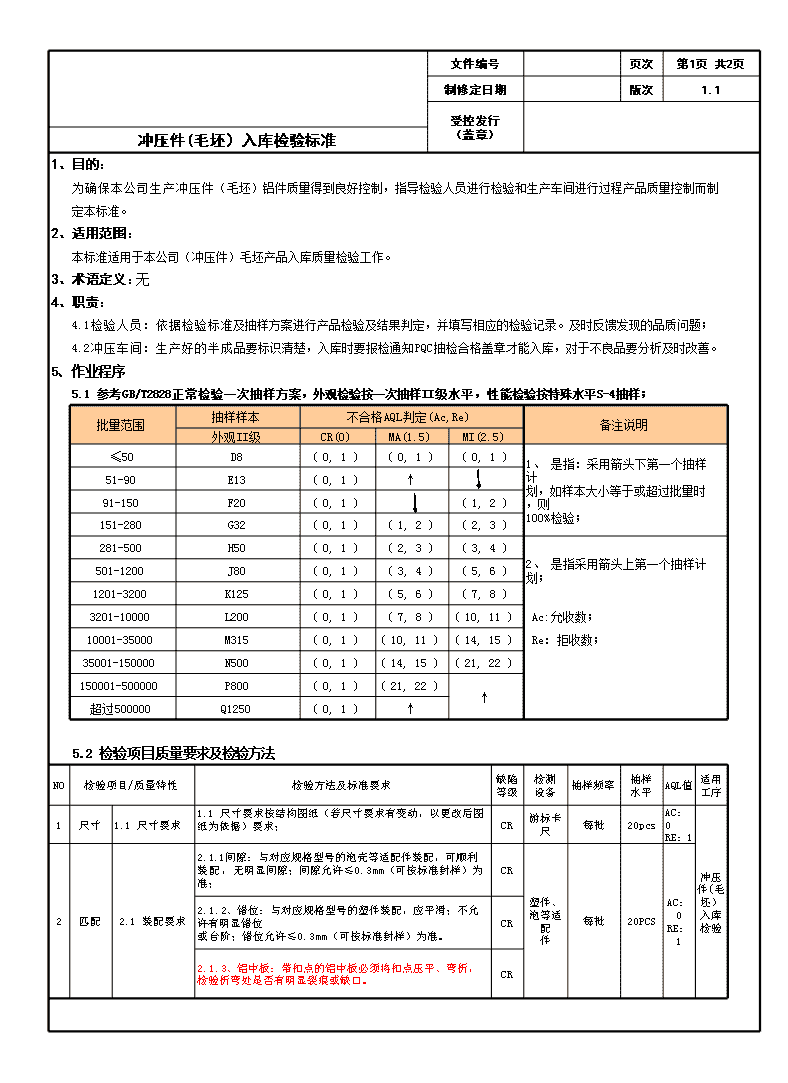
1 尺寸 1.1 尺寸要求 1.1 尺寸要求按结构图纸(若尺寸要求有变动,以更改后图纸为依据)要求; CR 游标卡尺 每批 20pcs "AC:0
RE:1" 冲压件(毛坯)入库检验
2 匹配 2.1 装配要求 2.1.1间隙:与对应规格型号的泡壳等适配件装配,可顺利装配,无明显间隙;间隙允许≤0.3mm(可按标准封样)为准; CR "塑件、泡等适配
件" 每批 20PCS "AC:0
RE:1"
"2.1.2、错位:与对应规格型号的塑件装配,应平滑;不允许有明显错位
或台阶;错位允许≤0.3mm(可按标准封样)为准。" CR
2.1.3、铝中板:带扣点的铝中板必须将扣点压平、弯折,检验折弯处是否有明显裂痕或缺口。 CR
文件编号 页次 第2页 共2页
制修定日期 版次 1.1
"受控发行
(盖章)"
冲压件(毛坯)入库检验标准
抽样方案:依GB/T2828正常检验一次抽样方案
NO 检验项目/质量特性 检验方法及标准要求 缺陷等级 检测设备 抽样频率 抽样水平 AQL值 适用工序
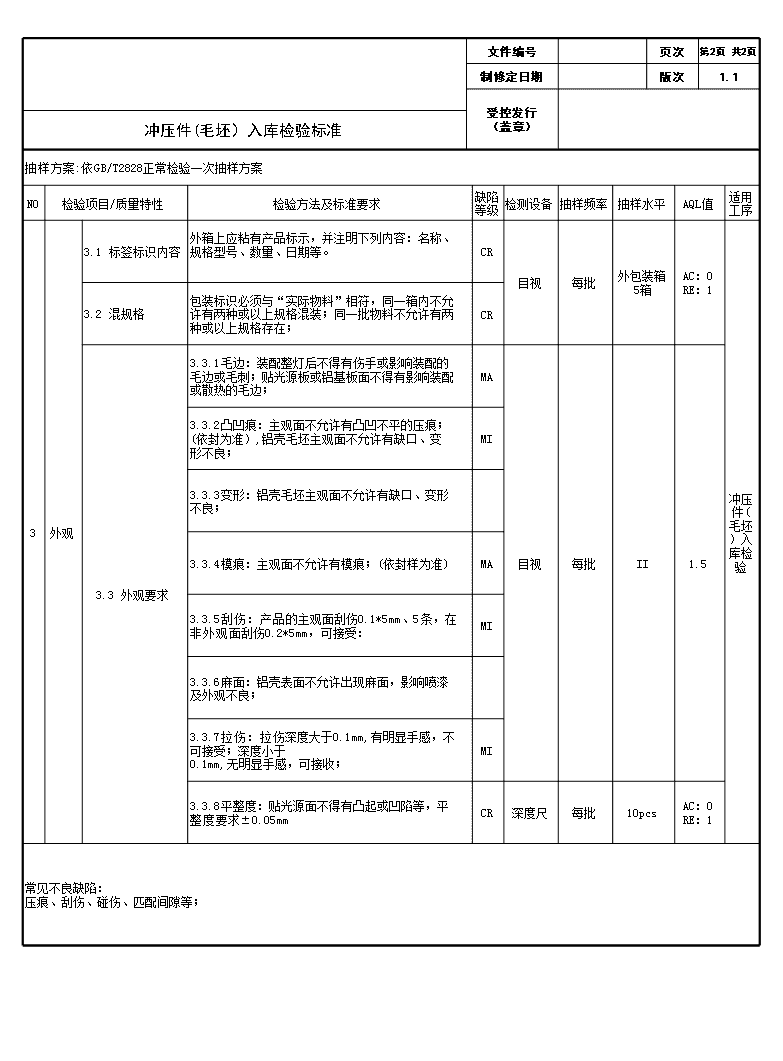
3 外观 3.1 标签标识内容 "外箱上应粘有产品标示,并注明下列内容:名称、规格型号、数量、日期等。
" CR 目视 每批 "外包装箱
5箱" "AC:0
RE:1" 冲压件(毛坯)入库检验
3.2 混规格 包装标识必须与“实际物料”相符,同一箱内不允许有两种或以上规格混装;同一批物料不允许有两种或以上规格存在; CR
3.3 外观要求 3.3.1毛边:装配整灯后不得有伤手或影响装配的毛边或毛刺;贴光源板或铝基板面不得有影响装配或散热的毛边; MA 目视 每批 II 1.5
3.3.2凸凹痕:主观面不允许有凸凹不平的压痕;(依封为准),铝壳毛坯主观面不允许有缺口、变形不良; MI
3.3.3变形:铝壳毛坯主观面不允许有缺口、变形不良;
3.3.4模痕:主观面不允许有模痕;(依封样为准) MA
3.3.5刮伤:产品的主观面刮伤0.1*5mm、5条,在非外观面刮伤0.2*5mm,可接受: MI
3.3.6麻面:铝壳表面不允许出现麻面,影响喷漆及外观不良;
"3.3.7拉伤:拉伤深度大于0.1mm,有明显手感,不可接受;深度小于
0.1mm,无明显手感,可接收;" MI
3.3.8平整度:贴光源面不得有凸起或凹陷等,平整度要求±0.05mm CR 深度尺 每批 10pcs "AC:0
RE:1"
"常见不良缺陷:
压痕、刮伤、碰伤、匹配间隙等;"
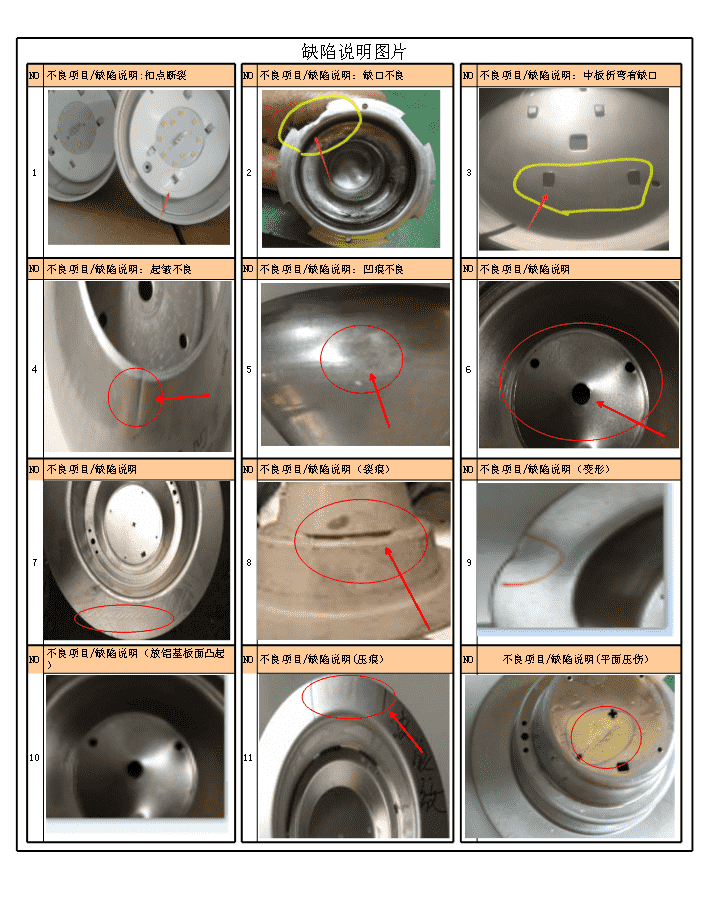
缺陷说明图片
NO 不良项目/缺陷说明:扣点断裂 NO 不良项目/缺陷说明:缺口不良 NO 不良项目/缺陷说明:中板折弯有缺口
1 2 3
NO 不良项目/缺陷说明:起皱不良 NO 不良项目/缺陷说明:凹痕不良 NO 不良项目/缺陷说明
4 5 6
NO 不良项目/缺陷说明 NO 不良项目/缺陷说明(裂痕) NO 不良项目/缺陷说明(变形)
7 8 9
NO 不良项目/缺陷说明(放铝基板面凸起) NO 不良项目/缺陷说明(压痕) NO 不良项目/缺陷说明(平面压伤)
10 11