

- 950.91 KB
- 2021-05-10 发布

- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
班组长管理
现场管理类课程
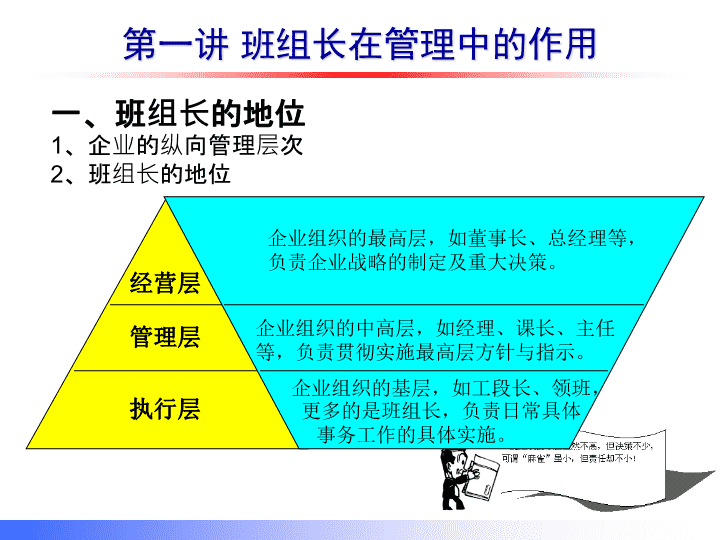
第一讲 班组长在管理中的作用
一、班组长的地位
1
、企业的纵向管理层次
2
、班组长的地位
经营层
管理层
执行层
企业组织的最高层,如董事长、总经理等,
负责企业战略的制定及重大决策。
企业组织的中高层,如经理、课长、主任
等,负责贯彻实施最高层方针与指示。
企业组织的基层,如工段长、领班,
更多的是班组长,负责日常具体
事务工作的具体实施。
班组长对三个阶层的人员不同的立场
面对部下
---
应站在经营者的立场上,用领导的声音讲话
面对经营者
---
又应站在反映部下呼声的立场上
,
用部下的声音说话
面对直接上司
---
又应站在部下和上级辅助人员的立场上说话
职位不高
决策不少
麻雀虽小
责任不小
第一讲 班组长在管理中的作用
第一讲 班组长在管理中的作用
班组长影响着决策的实施,因为决策再好,如果执行者不得力,决策也很难落实到实处。所以班组长影响着决策的实施,影响着企业目标的最终实现
;
班组长既是承上启下的桥梁,又是员工联系领导的纽带
;
班组长是生产的直接组织和参与者,所以班组长既应是技术骨干,又是业务上的多面手。
班组长需充分发挥全班组人员的主观能动性和生产积极性,团结合作,均衡有效地生产,力求
“
1+1﹥2
”
效应
班组长的重要作用
二、班组长的使命(责任)
提高产品质量
提高生产效率
降低劳动成本
防止工伤和重大事故的发生
第一讲 班组长在管理中的作用
必达项目
如何才能做到以上项目的达成呢?
教育训练
班组长的职责
1
、劳务管理
人事调配
,
排班
,
勤务
,
严格考勤
,
情绪管理
,
技术培训
,
安全操作
,
卫生
,
福利
,
保健
,
团队建设等
2
、生产管理职责
现场作业
,
生产质量
,
成本核算
,
材料管理
,
机器保养
3
、辅助上级
反映情况
,
提出建议
,
做好参谋
第一讲 班组长在管理中的作用
班组长的权利
本班组的绝对指挥和管理权
员工调配权
完善制度权
员工奖惩建议与分配权
推举员工权
合理化建议权
◎
什么是管理
协调
计划
组织
指挥
控制
(要做什么,做得怎么样)
(要那些人来完成)
(培训、下命令、会议)
(实施中的检查)
(处理的确认)
生产管理的五大要素:
4M1E
:人、机、物、法、环
第二讲 管理的基本原理与需求
第二讲 管理的基本原理与需求
◎
不同层次的心理需要
生理需求
安全需求
社交需求
尊重需求
自我
实现
图:马斯洛需求层次理论
满足方式
挑战性项目
,
创新创造机会
,
培训
重要项目
,
赏识
,
显赫的办公位置
朋友
,
权贵
,
上级
,
顾客
工作保证
;
医疗人寿保险
;
安全规则
基本工资
,
工作机会
,
温暖
,
饮水
,
工作餐
下级对上级的
5
个方面的期望
(
心理需求
)
办事要公道
关心部下
目标明确
准确发布命令
及时指导
需要荣誉
第二讲 管理的基本原理与需求
企业班组长的类型
(
现状
)
生产技术型
(
对待设备的方法对待人
)
盲目执行型
(
态度强硬官僚作风
)
大撒把型
(
得过且过缺乏责任
)
劳动模范型
(
勤恳务实缺乏领导
)
哥们儿义气型
(
感情用事缺乏原则
)
第二讲 管理的基本原理与需求
四种管理方式:
◆
命令
。
指没有下属参与,只是执行上级的命令。这一领导方式又被称为严父式的领导。
◆
说服
。
指的是多给下属一些说明和指导,增加下属执行这项命令的自觉性,但是发出的命令是不容置疑的。这一领导方式又被称为慈父式的领导。
◆
参与
。
指领导者在决策时征求并采纳下属的建议。
◆
授权
。
指领导者给下属提出挑战性目标并充分相信他们能很好地完成目标,期间不做更多的干预。
第二讲 管理的基本原理与需求
第三讲 班组内的管理
1
、班长的一天
假如每天的作息时间为:
8
:
00
—
17
:
00
,
12
:
00
—
13
:
00
为午饭时间。实际工作时间为
480
分钟,那么管理人(班长)员每天的最基本安排应该如下:
时 间 做什么
7
:
30—8
:
45
准备阶段
更换工作服、鞋帽、配戴厂牌。查看生产现场有无异常。
参加上司早会,接收当天生产计划及相关通知等。
开通办公设备。
调节精神,使之处于最佳状态。
7
:
45—8
:
00
开早会,安排
事项
查看班员到位情况,并留意每一个人的精神状况。
简明向大家说明昨天生产结果,通报问题对策的进展情况。
当天的生产安排,公司通知、人员变动、注意事项等。
生产外的事项联络大家。
8
:
00—8
:
30
确认生产
是否开始
确认作业人员是否进入岗位,开始生产。
设备、夹具是否按要求进行了点检。
材料是否准备就绪,各岗位生产是否正常。
第三讲 班组内的管理
1-1
、班长的一天
8
:
30—17
:
00
工作中
确认作业员作业有无异常(与作业指导书对比)。
抽检产品品质是否符合要求。
监督
《
质量记录表
》
有无按要求记录。
监督新员工及顶岗人员的作业技能、质量是否
OK
。
改善作业方法,减少生产中的浪费,修改完善相关文件等。
作业指导,尽量使每个员工都成为多面手。
问题点处理跟踪,向上级报告。
做好相关生产记录及分析,参加各种会议。
必要时顶岗。
17
:
00—17
:
20
工作后
确认
5S(
督导清扫并检查记录个人区域的状况
)
做好
《
不良品报告单
》
上报。
生产情况统计、报告。
必要时,通力合作来处理。
第三讲 班组内的管理
2
、如何开早会
准备工作:
1
、开始时间。
2
、地点。
3
、参加人员。
4
、会议时间。
5
、会议形式。
6
、宣导到个人。
7
、提前准备会议内容。
例:
班长:大家早上好!
1
、昨天
XXXX
。。
2
、今天的生产
XX
3
、新增的
A
项目由
XX
在下午
1
:
00
之前完成。
4
、询问?
第三讲 班组内的管理
3
、如何安排工作并提高
5W2H
何时
—
时间
何地
—
地点
何人
—
谁做
何物
—
做什么
为何
—
为什么做
如何做
—
用什么方法
做多少或化多少钱
通过他人(班员共同努力)的工作达成自己的目标,结果由班长负责。
P
D
第三讲 班组内的管理
3-1
、如何安排工作并提高
C
A
进行观察(检查),必要时给予指导。
总结讨论,制定下一步目标。
第三讲 班组内的管理
3-2
、如何安排工作并提高
处理
(
A
ction)
计划
(
P
lan)
检查
(
C
heck)
执行
(
D
o)
P
D
A
C
第四讲
生产中的
7
大浪费
动作改善、作业流程改善、物流改善、设备模夹治具改善、品质改善、管理改善、精益生产体系推动等
七大浪费、三无工程等
动作标准化、作业流程标准化、操作流程标准化、包装运输标准化等
整理、整顿、清扫、清洁、素养等
现场
5S
标 准 化
消除浪费
改 善
安全、士气
竞争力提升
降低成本
品质
交期
1.
何谓浪费
2.
浪费的种类
3.“
七大浪费”之详介
4.
消除浪费的做法
成本管理看板
内容介绍:
第四讲
生产中的
7
大浪费
不增加任何价值的动作、方法、行为和计划
.
用不同的评判标准去判断一个动作、行为、方法或计划时,所得到的浪费程度都会不同。
现场活动包括“有附加价值的”和“没有附加价值的”活动,那些不产生附加价值的活动应坚决予以消除
何谓浪费
我们的日常工作中有哪些不增加价值的活动呢
?
请各位思考
!
第四讲
生产中的
7
大浪费
浪费的种类
-----
七种浪费
品质不良
:
为满足顾客要求而对产品
或服务进行的检查和返工
.
报废
等待
:
当两个独立岗位没有很好
协调时导致的空闲时间
过量生产
:
生产多于需要
生产快于需要
库存
:
任何超越产品生产工艺的
必要需求的供应
动作
:
任何人或机器的运动,但
不增加产品或部件的最终
价值
搬运
:
任何不能直接支持一个
同步系统的物料移动
过程不当
:
因技术(设计、加工)
不足造成加工上的浪费
七大浪费
第四讲
生产中的
7
大浪费
七大浪费
1.
过量生产的浪费
表现形式:
物流阻塞
库存、在制品增加
产品积压造成不良发生
材料、零件过早取得
影响计划弹性及生产系统的适应能力
资金回转率低
选择“精益生产”方式
….
生产多于所需
.
快于所需
第四讲
生产中的
7
大浪费
1.
过量生产的浪费
七大浪费
制造过多是一种浪费
提前产生费用(材料费、人工费),造成资金占用
.
会把等待的浪费隐藏起来,掩盖稼动不够的问题
会使制程间积压在制品,制程时间变长,现场工作空间变大
会产生搬运、堆积的浪费
使先进先出的工作产生困难
.
会造成库存空间的浪费
如客户临时变更会制成一定损失
.
第四讲
生产中的
7
大浪费
原因:
人员过剩
工艺产能不平衡
.
设备稼动过剩
生产浪费大
业务订单预测有误
生产计划与统计错误
对策:
顾客为中心的弹性生产系统
单件流动
—
一个流生产线
看板管理的贯彻
快速换线换模
少人化的作业方式
均衡化生产
推行精益生产
.
注意:
生产速度快并不代表效率高
设备余力并非一定是埋没成本
生产能力过剩时,应尽量先考虑减少作业人员,但并非辞退人员,而是更合理、更有效率地应用人员
1.
过量生产的浪费
第四讲
生产中的
7
大浪费
(
1
)首先要 明确生产必要数
,
(
2
)从开始到结束的生产连接以及整个流程的考虑
(
3
)不要追求部分效率
(
4
)设备能力
、
运行方法要和生产线的构想合在一起考虑
(
5
)有操作等待时间时
、
为了明确此种情况
、
首先不要让操作员进行其他多余的操作
、
明显化后再进行改善
1
过量生产的浪费
(改善
的
着
眼
点)
第四讲
生产中的
7
大浪费
七大浪费
2.
等待的浪费
表现形式:
自动机器操作中,人员的“闲视”等待
作业充实度不够的等待
设备故障、材料不良的等待
生产安排不当的人员
.
设备闲置等待
上下工程间未衍接好造成的工程间的等待
第四讲
生产中的
7
大浪费
2.
等待的浪费
原因:
注意:
对策:
生产线布置不当,物流混乱
设备配置、保养不当
生产计划安排不当
工序生产能力不平衡
材料未及时到位
管理控制点数过多
品质不良
采用均衡化生产
制品别配置
—
一个流生产
防误措施
自动化及设备保养加强
实施目视管理
加强进料控制
.
自动化不要闲置人员
供需及时化
第四讲
生产中的
7
大浪费
做本来不必要的多余工作也是等待的浪费
!
2.
等待的浪费
下面三台设
备
,
三个作业员
合理吗
?
如果作业方式改变后
1
名人员对应
3
台备
,
可行吗
?
第四讲
生产中的
7
大浪费
七大浪费
表现形式:
搬运距离很远的地方,小批量的运输
生产线中的来回搬运
出入库次数多的搬运
破损、刮痕的发生
3.
搬运的浪费
第四讲
生产中的
7
大浪费
3.
搬运的浪费
原因:
对策:
注意:
物流设计布局不合理
生产线配置不当
未均衡化生产
坐姿作业
设立了固定的半成品放置区
生产计划安排不当
U
型设备配置
一个流生产方式
站立作业
避免重新堆积、重新包装
工作预置的废除
生产线直接化
观念上不能有半成品放置区
人性考虑并非坐姿才可以
第四讲
生产中的
7
大浪费
3.
搬运的浪费
整个冲压过程包括取产品、冲压、放置产品,其中取产品与排放产品占了
50%
的作业时间,并且这些动作并不产生价值。
弯曲完的产品要先放到工作桌上,再搬运到冲压工作桌上,这一过程是不是浪费呢?
第四讲
生产中的
7
大浪费
如下图
:
取
、
放
、
搬运
、
计数 和重复搬运。
作业方法不合理
布局不合理
作業の組合せが悪い
横向生产
原因是
・・・
改为纵向生产线可
消除工序间的移动
和重复搬运的浪费
从大的托盘移到小的托盘,从仓库到车间的搬运也是浪费
!
3.
搬运的浪费
第四讲
生产中的
7
大浪费
(
1
)通过物流布局的修正,消除搬运,缩短距离
(
2
)通过逐步线内化来消除物品暂放的浪费
(
3
)
通过纵向生产线来消除工序间搬运
3.
搬运的浪费
(
改善的着眼点
)
第四讲
生产中的
7
大浪费
七大浪费
表现形式
,
如
:
加工时
,
不必要的工艺加工过程
.
在加工时超过必要的尺寸
.
距离
.
不必要的加工的浪费
等等
4.
过程不当的浪费
第四讲
生产中的
7
大浪费
原因:
对策:
注意:
工程顺序检讨不足
作业内容与工艺检讨不足
模夹治具不良
标准化不彻底
材料未检讨
工程设计合理化
作业内容的修正
治具改善及自动化
标准作业的贯彻
VA/VE
的推进
设计
FMEA
的确实推进
了解同行的技术发展
全员参与
,
推行工艺改善提案活动
4.
过程不当的浪费
第四讲
生产中的
7
大浪费
4.
过程不当的浪费
产品的飞边太多,如果通过修整模具能够使修边更容易,则可节省人力
第四讲
生产中的
7
大浪费
平时无意中做的工作是真的必要吗?
无效的距离
4.
过程不当的浪费
其它如
:
・
去胶丝
・
二次修剪
・
二次筛选
等
第四讲
生产中的
7
大浪费
七大浪费
5.
库存的浪费
表现形式:
不良品存在库房内待处理
材料
.
半成品
.
成品的大量库存
换线时间太长造成大批量半成品等待生产的浪费
采购过多的物料变库存
库存是
万恶的根源
第四讲
生产中的
7
大浪费
5.
库存的浪费
七大浪费
过多的库存会造成的浪费
:
产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作
使先进先出的作业困难
损失利息及管理费用
物品之价值会减低,变成呆滞品
占用厂房、造成多余的工作场所、仓库建设投资的浪费
造成资金积压
第四讲
生产中的
7
大浪费
5.
库存的浪费
七大浪费
过多的库存会隐藏的问题点
:
没有管理的紧张感,阻碍改善的活性化
设备能力及人员需求的误判
对场地需求的判断错误
产品品质变差的可能性
容易出现呆滞物料
公司管理上的缺陷被掩盖
“
怕出问题”
的心态
第四讲
生产中的
7
大浪费
原因:
对策:
注意:
5.
库存的浪费
视库存为当然
设备配置不当或设备能力差
大批量生产,重视设备稼动率
物流混乱
,
呆滞物品未及时处理
提前生产
无计划生产
客户需求信息未了解清楚
采购过多
库存意识的改革
U
型设备配置
均衡化生产
生产流程调整顺畅
看板管理的贯彻
快速换线换模
生产计划安排考虑库存消化
库存是万恶之源
管理点数削减
,
降低安全库存
消除生产风险
,
降低安全库存
第四讲
生产中的
7
大浪费
任何不增加产品或服务价值的人员和设备的动作
动作浪费
不必要的动作、无附加价值的动作,及较慢的动作
第四讲
生产中的
7
大浪费
七大浪费
6.
动作的浪费
表现形式:
工作时的换手作业
产品不易装配的动作的浪费
动作顺序不当造成动作重复的浪费
物料寻找的浪费
等等
第四讲
生产中的
7
大浪费
6.
动作的浪费
原因:
对策:
注意:
作业流程配置不当
无教育训练
设定的作业标准不合理
一个流生产方式的编成
生产线
U
型配置
标准作业之落实
动作经济原则的贯彻
加强教育培训与动作训练
补助动作的消除
运用动作经济原则
作业标准
第四讲
生产中的
7
大浪费
(
1
)做好工程
IE
分析
,
把握好动作
(
含步行
)
的时间值,
(
2
)通过修正生产布局来缩短步行时间
(
特别是返回步行
)
(
3
)要素动作分析
,
作业时间短缩,作业内容的不平衡要削减
(
4
)不要发生返工和修正,要追求产品的正常生产
(
5
)偷懒和改善不一样
(
必要的作业和不必要的作业要弄清
)
(
6
)改善的意图不能变为偷懒
6
动作的浪费
(
改善的着眼点
)
第四讲
生产中的
7
大浪费
七大浪费
7.
品质不良的浪费
表现形式:
因作业不熟练所造成的不良
因不良返工或报废所造成的浪费
因不良造成人员及工程增多的浪费
材料费增加
第四讲
生产中的
7
大浪费
7.
品质不良的浪费
原因
:
对策:
注意:
作业标准欠缺或不完善
.
品质过剩
.
人员技能欠缺
品质控制点设定错误
作业员品质意识不强
,
自主管理能力差
.
检查方法、基准
.
量具等不完备
设备、模夹治具造成的不良
业务人员对客户的要求没有完全了解清楚或未传达清楚
.
自动化、标准作业
防误装置
在工程内做出品质保证 “三不政策”
一个流的生产方式
品保制度的确立及运行
定期的设备、模治具保养
持续开展“
5S
活动”
能回收重做的不良
能修理的不良
误判的不良
第四讲
生产中的
7
大浪费
如何消除七种浪费?
1.
运用点检表方式
2.
运用
5Why
原则
3.
运用时间分析手法
4.
运用动作经济原则
5.“
三现五原则”
6.“5S”
落实
7.
目视管理
.
等
第四讲
生产中的
7
大浪费
现场浪费点检表
1.
工序间是否有半成品堆积,数量是多少?
2 .
原料数量是多少,可生产多少时间?
3.
成品有多少,安全库存量是多少,差异是多少?
4.
每天有多少加班?
5.
工序间作业员的等待时间有多少?
6.
是否有缺料引起停线的等待时间,共有多少?
7.
物料是否有不良,有几次?
8.
设备故障有几次,停线时间有多少?
9.
工序间半成品是否存在搬运,搬运距
10.
每天的不良是否超出标准
制作七大浪费的点检表,定期对现场进行点检,找出浪费最大的五项进行改善。
找出浪费
第四讲
生产中的
7
大浪费
5Why
:(五个“为什么”)
1.
为什么机器停止工作?
机器超负荷运转导致保险丝烧断了
2.
为什么机器会超负荷运转?
没有能够对轴承进行充分的润滑
3.
为什么没有给轴承充分的润滑?
润滑油泵泵送不足
4.
为什么泵送不足?
润滑泵的转轴过于陈旧,甚至受损发出了响声
5.
为什么转轴会破旧受损?
由于没有安装附加过滤网,导致金属碎屑进入了油泵
当遇到问题的时候,不断重复问
“
为什么
”
,目的要发现隐藏在表面下的问题根源。
Taichi Ohno
曾举过这样一个关于机器故障停机的例子:
第四讲
生产中的
7
大浪费
5Why
:(五个
“
为什么
”
)
如果没有反复的追问
“
为什么
”
,操作员可能只会简单的更换保险丝或者油泵,而机器失效的情况仍会再次发生。
“
五
”
并不是关键所在,可以是四,也可以是六、七、八
……
关键是要不断的追问,直到发现并消除掉问题的根源。
第四讲
生产中的
7
大浪费
动作经济分析
标准化操作
第四讲
生产中的
7
大浪费
另 页
现场管理的五项要求
1.
当问题(异常)发生时,要先去现场
2.
检查现物(有关的物件)
3.
当场采取暂行处置对策
4.
发掘真正原因并将之排除
5.
标准化以防止再发生
消除浪费的做法
第四讲
生产中的
7
大浪费
三现五原则
1.
发生状况
,
把握事实
现象、申诉内容、发生次数、
5W2H
处置内容
,
对零部件的确认结果、原因分析、现在正在生产的该零部件的品质状况
2.
查明原因
连续问五个“
Why”
的分析
发生的途径、问题再现试验、
Why Why
分析
3.
适当的对策
对策内容、效果预测、
4.
确认效果
确认对策的实绩效果
5.
对源头反馈
需要落实到体制、组织或标准化的内容
五原则:
三现
:
消除浪费的做法
现场
现物
现状
现场,现物,现状!
不去现场,不可能了解真正的问题!在办公室不可能做好精益生产!
问题答案就在现场!
现场改善的三大支柱:
1.
环境维持(
5S
)
2.
消除浪费,
3.
标准化
第四讲
生产中的
7
大浪费
THE END
THANKS !
管理没有止境,